|
ążąŠčĆčāą╝ ąĀą░ą┤ąĖąŠąÜąŠčé • ą¤čĆąŠčüą╝ąŠčéčĆ č鹥ą╝čŗ - ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ
ąĪąŠąŠą▒čēąĄąĮąĖčÅ ą▒ąĄąĘ ąŠčéą▓ąĄč鹊ą▓ | ąÉą║čéąĖą▓ąĮčŗąĄ č鹥ą╝čŗ
 
|
ąĪčéčĆą░ąĮąĖčåą░ 6 ąĖąĘ 7
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 139 ] |
... , , , , |
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
 |
smacorp

|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ  ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ąĖčÄąĮ 09, 2015 20:28:41 |
|
| ąĪąŠą▒čāčéčŗą╗čīąĮąĖą║ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 61
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1363
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąŠą║čé 22, 2013 04:37:23
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2810
ą×čéą║čāą┤ą░: ąÜą░ąĘą░ąĮčī
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
Sailanser ą┐ąĖčüą░ą╗(ą░): ą¤ąŠč鹊ą╝ čĆą░čüčüą║ą░ąČąĖč鹥? ąÜąŠąĮąĄčćąĮąŠ. Sailanser ą┐ąĖčüą░ą╗(ą░): ą▓čüąĄ čéą░ą║ąĖ ą┐čŗčéą░ąĄč鹥čüčī ą┐ąĄčĆą▓čāčÄ ą┐ą╗ą░čéčā čüą┤ąĄą╗ą░čéčī? ąĢčüą╗ąĖ ąÆčŗ ąŠ č鹊ą╣ ą╝ą░ą╗ąĄąĮčīą║ąŠą╣ ą┐ą╗ą░čéą║ąĄ, čćč鹊 ą║čĆąĖą▓ąŠ čüą▓ąĄčĆą╗ąĖą╗ą░čüčī, č鹊 čÅ ąĄčæ ą┐čĆąŠčüą▓ąĄčĆą╗ąĖą╗ ąĖ ąŠčéą╗ąŠąČąĖą╗. ą¤ąŠč鹊ą╝ čÅ ąĮą░čćą░ą╗ čüą▓ąĄčĆą╗ąĖčéčī ą╝ą░čéčĆąĖčåčā 菹║čüą┐ąŠąĮąĖčĆąŠą▓ą░ąĮąĖčÅ ąĮą░ UV čüą▓ąĄčéąĖą║ą░čģ - ą▒čāą┤ąĄčé ąĖąĘ 2 čćą░čüč鹥ą╣ ą▓ ą║ą░ąČą┤ąŠą╣ ą┐ąŠ 700 ą┤ąĖąŠą┤ąŠą▓. ąØąŠ čéą░ą╝ č鹊ąČąĄ ą▓čŗą╗ąĄąĘ ą│ą╗čÄą║ ą┐čĆąŠą┐čāčüą║ą░ čłą░ą│ąŠą▓ - ą┐ąŠą║ąŠą┐ą░ą╗čüčÅ, ą▓čĆąŠą┤ąĄ čāčüčéčĆą░ąĮąĖą╗, ąĮąŠ ą┤ąŠ ą║ąŠąĮčåą░ ą┐ąŠą║ą░ ąĮąĄ čāą▓ąĄčĆąĄąĮ, ą┐ąŠčŹč鹊ą╝čā ąĄčēčæ ąĮąĄ ą┐ąĖčüą░ą╗ ąŠ ą│ą╗čÄą║ąĄ ąĖ čĆąĄčłąĄąĮąĖąĖ. ąØčā ąĖ čéčĆąĄčéčīąĄ, čćč鹊 ą┤ąĄą╗ą░čÄ ą┐ą░čĆą░ą╗ą╗ąĄą╗čīąĮąŠ - čäčĆąĄąĘąĄčĆčāčÄ čüč鹊ą╗ąĖą║ ą┤ą╗čÅ ą▓ą░ą║čāčāą╝ąĮąŠą│ąŠ ą┐čĆąĖąČąĖą╝ą░. ąóąŠ ąĄčüčéčī, čÅ ąŠą┤ąĮąŠą▓čĆąĄą╝ąĄąĮąĮąŠ ąĖ SolidCAM+MasterCAM ąĖąĘčāčćą░čÄ, ąĖ ąĮą░ čüčéą░ąĮą║ąĄ čĆąĄąĘą░čéčī\čüą▓ąĄčĆą╗ąĖčéčī čāčćčāčüčī. ąÉ ą┐ą╗ą░čéčā ą┤ąŠą┤ąĄą╗ą░čÄ, ą║ą░ą║ ą▒čāą┤ąĄčé ą│ąŠč鹊ą▓ ą▓ą░ą║čāčāą╝ąĮčŗą╣ ą┐čĆąĖąČąĖą╝ ąĖ UV-ą╝ą░čéčĆąĖčåą░. ąÆ SolidCAM ą▒čāą║ą▓ą░ą╗čīąĮąŠ ą▓ą╗čÄą▒ąĖą╗čüčÅ - čüą╗ąŠąČąĮčŗąĄ ą▓ąĄčēąĖ ą┐čĆąŠąĄą║čéąĖčĆčāčÄčéčüčÅ ąĮą░čüč鹊ą╗čīą║ąŠ ą╗ąĄą│ą║ąŠ ąĖ ą┐čĆąĖčÅčéąĮąŠ, čćč鹊 ą┐ąŠčüą╗ąĄ ąĮąĄą│ąŠ ąĖ MasterCAM - ArtCAM ąŠčéą║čĆčŗą▓ą░čéčī ą▓ąŠąŠą▒čēąĄ ąĮąĄ čģąŠč湥čéčüčÅ, ąĮą░čüč鹊ą╗čīą║ąŠ ąŠąĮ čāą▒ąŠą│ąŠ ą▓čŗą│ą╗čÅą┤ąĖčé ą┐ąŠ čüčĆą░ą▓ąĮąĄąĮąĖčÄ čü čŹčéąĖą╝ąĖ ą╝ąŠąĮčüčéčĆą░ą╝ąĖ. mial ą┐ąĖčüą░ą╗(ą░): ąØąĄ ą┐čĆąŠčēąĄ ąŠą┐č鹊ą┐ą░čĆčā ą┐ąŠčüčéą░ą▓ąĖčéčī? ą¤ąŠčÅčüąĮąĖč鹥 ąÆą░čłčā ą╝čŗčüą╗čī, ą┐ąŠąČą░ą╗čāą╣čüčéą░ - ąĖą╝ąĄąĄč鹥 ą▓ą▓ąĖą┤čā, čćč鹊 ą▓ą╝ąĄčüč鹊 菹║čĆą░ąĮąĖčĆąŠą▓ą║ąĖ čĆą░ąĘą▓čÅąĘą░čéčīčüčÅ ąŠčé ą┐ąŠą╝ąĄčģ ąŠą┐č鹊ą┐ą░čĆąŠą╣?
_________________
ą¤ą╗ą░čéčŗ ą┤ą╗čÅ HLDI - čāčüčéą░ąĮąŠą▓ą║ąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ ąĘą░čüą▓ąĄčéą║ąĖ č乊č鹊čĆąĄąĘąĖčüčéą░.
ążąŠč鹊čĆąĄąĘąĖčüčéčŗ Ordyl Alpha 340 ąĖ AM 140.
ą¢ąĖą┤ą║ąŠąĄ ąŠą╗ąŠą▓ąŠ ą┤ą╗čÅ ą╗čāąČąĄąĮąĖčÅ ą┐ą╗ą░čé (ą▓ąĖą┤ąĄąŠ) - čüą░ą╝ąŠąĄ ą╗čāčćčłąĄąĄ ąĖ č鹊ą╗čīą║ąŠ čā ą╝ąĄąĮčÅ !
ą¤ą░čÅą╗čīąĮą░čÅ ą╝ą░čüą║ą░ XV501T-4 (5 čåą▓ąĄč鹊ą▓).
ąŚą░ą║ą░ąĘ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé - pcbsmac@gmail.com
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
mial
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ąĖčÄąĮ 09, 2015 20:38:24 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 94
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 2197
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ čÅąĮą▓ 06, 2010 23:31:56
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3242
ą×čéą║čāą┤ą░: ąæąŠčĆąŠą▓ąĖčćąĖ, ąØąŠą▓ą│. ąŠą▒ą╗.
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
ą£ąĄą┤ą░ą╗ąĖ: 1
")
|
smacorp ą┐ąĖčüą░ą╗(ą░): ąĖą╝ąĄąĄč鹥 ą▓ą▓ąĖą┤čā, čćč鹊 ą▓ą╝ąĄčüč鹊 菹║čĆą░ąĮąĖčĆąŠą▓ą║ąĖ čĆą░ąĘą▓čÅąĘą░čéčīčüčÅ ąŠčé ą┐ąŠą╝ąĄčģ ąŠą┐č鹊ą┐ą░čĆąŠą╣? ąöą░, ą┐čĆą░ą▓ąĖą╗čīąĮąŠ ą┐ąŠąĮčÅą╗ąĖ. ąŻ ą╝ąĄąĮčÅ čģąŠčéčī ą║ ą║ąŠą╝ą┐čā ąĖ ąĮąĄ ą┐čĆąĖą▓čÅąĘą░ąĮąŠ, č鹊 ąĄčüčéčī čüąĖą│ąĮą░ą╗ ąĖą┤ąĄčé ąĮą░ ą¦ą¤ąŻ, ą┤ą░ąČąĄ ąĄčüą╗ąĖ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī ą║ą░ą║ ąŠą▒čēąĖą╣ ą┐čĆąŠą▓ąŠą┤ ąČąĄą╗ąĄąĘąŠ čüčéą░ąĮą║ą░ ąĖ ą║ą░čüą░čéčīčüčÅ čüą▓ąĄčĆą╗ąŠą╝ ą┐čĆąŠčüč鹊 ą║čāčüąŠčćą║ą░ č乊ą╗čīą│ąĖčĆąŠą▓ą░ąĮąĮąŠą│ąŠ č鹥ą║čüč鹊ą╗ąĖčéą░, ąĮąĖ ą║ą░ą║ąĖčģ ą┐čĆąŠą▒ą╗ąĄą╝ ąĮąĄčé. ąÉ ą▓ąŠčé ą┐ąŠą║ą░ ąŠą┐č鹊čĆą░ąĘą▓čÅąĘą║ąĖ ąĮąĄ ą▒čŗą╗ąŠ - čüą╗čāčćą░ą╗ąĖčüčī. ąØąŠ ąĮąĄ ą▓ąŠ ą▓čĆąĄą╝čÅ ąĘą░ą╝ąĄčĆą░, ą░ ą║ąŠą│ą┤ą░ čłą┐ąĖąĮą┤ąĄą╗čī ąĘą░ą┐čāčüą║ą░ą╗čüčÅ čĆą▓ą░ą╗ą░čüčī čüą▓čÅąĘčī ą┐ąŠ USB čü ą║ąŠą╝ą┐ąŠą╝.
_________________
ą¤čĆąŠč鹊čéąĖą┐čŗ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé ąĮą░ ąĘą░ą║ą░ąĘ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
smacorp
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ąĖčÄąĮ 09, 2015 20:59:50 |
|
| ąĪąŠą▒čāčéčŗą╗čīąĮąĖą║ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 61
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1363
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąŠą║čé 22, 2013 04:37:23
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2810
ą×čéą║čāą┤ą░: ąÜą░ąĘą░ąĮčī
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
mial ą┐ąĖčüą░ą╗(ą░): ą┐čĆą░ą▓ąĖą╗čīąĮąŠ ą┐ąŠąĮčÅą╗ąĖ ąöą░, ą╝čŗčüą╗čī ą║čāą┤ą░ ą▒ąŠą╗ąĄąĄ ą║čĆą░čüąĖą▓ą░čÅ, č湥ą╝ č乊ą╗čīą│ą░. ą¤ąŠą┐čĆąŠą▒čāčÄ. ąÜčüčéą░čéąĖ, čüąĄą│ąŠą┤ąĮčÅ ą┐čĆąŠą▒ąŠą▓ą░ą╗ ą░ą╗čÄą╝ąĖąĮąĖąĄą▓čŗą╣ ą┐čĆąŠčäąĖą╗čī čĆąĄąĘą░čéčī. ą¤ąŠą┤ą░čćčā ą┐ąŠą║ą░ ąŠą┐ą░čüą░čÄčüčī ą▒ąŠą╗čīčłąĄ 150 ą┤ą░ą▓ą░čéčī ąĖ ąĘą░ ąĘą░čģąŠą┤ čüąĮąĖą╝ą░čÄ 0.2 ą╝ą╝., ą┐ąŠčŹč鹊ą╝čā ą┐ąŠą╗čāčćą░ąĄčéčüčÅ ą╝ąĄą┤ą╗ąĄąĮąĮąŠ, ąĮąŠ čĆąĄąČąĄčé. ą¤ąŠčŹč鹊ą╝čā, ąĮąĄčé ą╗ąĖ čā ą║ąŠą│ąŠ ą│ąŠč鹊ą▓čŗčģ č湥čĆč鹥ąČąĄą╣ ą┐čĆąĖąČąĖą╝ąŠą▓ ąĮą░ą┐ąŠą┤ąŠą▒ąĖąĄ čŹčéąĖčģ:  ąÆ ą╝ąŠčæą╝ ą│ąŠčĆąŠą┤ąĄ ąĮą░čłčæą╗ ą║ąŠąĮč鹊čĆą║čā, ą║ąŠč鹊čĆą░čÅ ąĖąĘ čüčéą░ą╗ąĖ 6 ą╝ą╝. ą│ąŠč鹊ą▓ą░ čéą░ą║ąĖčģ 10 čłčé. ą▓čŗčĆąĄąĘą░čéčī ąĘą░ 2500 čĆčāą▒., ąĮąŠ č湥čĆč鹥ąČąĖ\čĆą░ąĘą╝ąĄčĆčŗ čģąŠčéčÅčé.
_________________
ą¤ą╗ą░čéčŗ ą┤ą╗čÅ HLDI - čāčüčéą░ąĮąŠą▓ą║ąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ ąĘą░čüą▓ąĄčéą║ąĖ č乊č鹊čĆąĄąĘąĖčüčéą░.
ążąŠč鹊čĆąĄąĘąĖčüčéčŗ Ordyl Alpha 340 ąĖ AM 140.
ą¢ąĖą┤ą║ąŠąĄ ąŠą╗ąŠą▓ąŠ ą┤ą╗čÅ ą╗čāąČąĄąĮąĖčÅ ą┐ą╗ą░čé (ą▓ąĖą┤ąĄąŠ) - čüą░ą╝ąŠąĄ ą╗čāčćčłąĄąĄ ąĖ č鹊ą╗čīą║ąŠ čā ą╝ąĄąĮčÅ !
ą¤ą░čÅą╗čīąĮą░čÅ ą╝ą░čüą║ą░ XV501T-4 (5 čåą▓ąĄč鹊ą▓).
ąŚą░ą║ą░ąĘ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé - pcbsmac@gmail.com
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąÆčŗą▒ąĖčĆą░ąĄą╝ čüčģąĄą╝čā BMS ą┤ą╗čÅ ąĘą░čĆčÅą┤ą░ ą╗ąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗčģ (LiFePO4) ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓
ą×ą▒čÅąĘą░č鹥ą╗čīąĮčŗą╝ čāčüą╗ąŠą▓ąĖąĄą╝ ą┤ąŠą╗ą│ąŠą╣ ąĖ čüčéą░ą▒ąĖą╗čīąĮąŠą╣ čĆą░ą▒ąŠčéčŗ Li-FePO4-ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓, ą▓ č鹊ą╝ čćąĖčüą╗ąĄ ąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ EVE Energy, čÅą▓ą╗čÅąĄčéčüčÅ ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄ čüą┐ąĄčåąĖą░ą╗ąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗčģ BMS-ą╝ąĖą║čĆąŠčüčģąĄą╝. ąøąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗąĄ ąÉąÜąæ ąŠčéą╗ąĖčćą░čÄčéčüčÅ čéą░ą║ąĖą╝ąĖ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ą╝ąĖ, ą║ą░ą║ ą▓čŗčüąŠą║ą░čÅ ą╝ąĮąŠą│ąŠą║čĆą░čéąĮąŠčüčéčī čåąĖą║ą╗ąŠą▓ ąĘą░čĆčÅą┤ą░-čĆą░ąĘčĆčÅą┤ą░, ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ą▒čŗčüčéčĆąŠą╣ ąĘą░čĆčÅą┤ą║ąĖ, čāčüč鹊ą╣čćąĖą▓ąŠčüčéčī ą║ ą▒čāč乥čĆąĮąŠą╝čā čĆąĄąČąĖą╝čā čĆą░ą▒ąŠčéčŗ ąĖ ą┐čĆąĖąĄą╝ą╗ąĄą╝ą░čÅ čüč鹊ąĖą╝ąŠčüčéčī. ąØąŠ ą┤ą╗čÅ čŹčéąĖčģ ąÉąÜąæ ąŠč湥ąĮčī ą▓ą░ąČąĄąĮ ą║ąŠąĮčéčĆąŠą╗čī ą┐čĆąŠčåąĄčüčüą░ ąĘą░čĆčÅą┤ą░ ąĖ čĆą░ąĘčĆčÅą┤ą░ ą┤ą╗čÅ ąĖąĘą▒ąĄą│ą░ąĮąĖčÅ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖčÅ ą▓ąĮąĄčłąĮąĄą│ąŠ ąĘą░čĆčÅą┤ąĮąŠą│ąŠ ąĮą░ą┐čĆčÅąČąĄąĮąĖčÅ ą┐ąŠčüą╗ąĄ ą┤ąŠčüčéąĖąČąĄąĮąĖčÅ 100% ąĘą░čĆčÅą┤ą░. ąśąĮąČąĄąĮąĄčĆčŗ ąÜą×ą£ą¤ąŁąø ą┐ąŠą┤ą│ąŠč鹊ą▓ąĖą╗ąĖ čüą┐ąĖčüąŠą║ čéą░ą║ąĖčģ čĆąĄčłąĄąĮąĖą╣ ąŠčé čĆą░ąĘąĮčŗčģ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
nhrib
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ąĖčÄąĮ 09, 2015 21:52:01 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 5
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 119
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą░ą┐čĆ 08, 2013 07:08:10
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 339
ą×čéą║čāą┤ą░: ą£čāčĆą░ą▓ą╗ąĄąĮą║ąŠ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąØąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ EVE čüąĄčĆąĖąĖ PLM ą┤ą╗čÅ GSM-čéčĆąĄą║ąĄčĆąŠą▓, čĆą░ą▒ąŠčéą░čÄčēąĖčģ ą▓ ąČčæčüčéą║ąĖčģ čāčüą╗ąŠą▓ąĖčÅčģ (ą┤ąŠ -40┬░ąĪ)
ąÜąŠą╝ą┐ą░ąĮąĖčÅ EVE ą▓čŗą┐čāčüčéąĖą╗ą░ ąĮąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ čüąĄčĆąĖąĖ PLM, čüąŠč湥čéą░čÄčēąĖą╣ ą▓ čüąĄą▒ąĄ ą▓čŗčüąŠą║čāčÄ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą┤ą╗ąĖč鹥ą╗čīąĮčŗą╣ čüčĆąŠą║ čüą╗čāąČą▒čŗ, čłąĖčĆąŠą║ąĖą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĮčŗą╣ ą┤ąĖą░ą┐ą░ąĘąŠąĮ ąĖ ą▓čŗčüąŠą║čāčÄ č鹊ą║ąŠąŠčéą┤ą░čćčā ą┤ą░ąČąĄ ą┐čĆąĖ ąŠčéčĆąĖčåą░č鹥ą╗čīąĮąŠą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ.
ąŁčéąĖ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆčŗ ą┐ąŠą┤ą┤ąĄčƹȹĖą▓ą░čÄčé ąĘą░čĆčÅą┤ ą┐čĆąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ ąŠčé -40/-20┬░ąĪ (čüąĮąĖąČąĄąĮąĮčŗą╝ ąĘąĮą░č湥ąĮąĖąĄą╝ č鹊ą║ą░), ą▒ąĄąĘąŠą┐ą░čüąĮčŗ (ąĮąĄ ą▓ąŠčüą┐ą╗ą░ą╝ąĄąĮčÅčÄčéčüčÅ ąĖ ąĮąĄ ą▓ąĘčĆčŗą▓ą░čÄčéčüčÅ) ą┐čĆąĖ ą╝ąĄčģą░ąĮąĖč湥čüą║ąŠą╝ ą┐ąŠą▓čĆąĄąČą┤ąĄąĮąĖąĖ (ą┐čĆąŠčéčŗą║ą░ąĮąĖąĄ ąĖ čüą┤ą░ą▓ą╗ąĖą▓ą░ąĮąĖąĄ), čāčüč鹊ą╣čćąĖą▓čŗ ą║ ą▓ąĖą▒čĆą░čåąĖąĖ. ą×ąĮąĖ ą╝ąŠą│čāčé ą┐čĆąĖą╝ąĄąĮčÅčéčīčüčÅ ą║ą░ą║ ą┤ą╗čÅ ą░ą▓č鹊čéčĆą░ąĮčüą┐ąŠčĆčéą░ (čéčĆąĄą║ąĄčĆčŗ, ą╝ą░čÅčćą║ąĖ, čüąĖą│ąĮą░ą╗ąĖąĘą░čåąĖčÅ), čéą░ą║ ąĖ ą┤ą╗čÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮčŗčģ čāčüčéčĆąŠą╣čüčéą▓ ą╝ąŠąĮąĖč鹊čĆąĖąĮą│ą░, IoT-čāčüčéčĆąŠą╣čüčéą▓.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
smacorp
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ąĖčÄąĮ 09, 2015 22:06:57 |
|
| ąĪąŠą▒čāčéčŗą╗čīąĮąĖą║ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 61
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1363
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąŠą║čé 22, 2013 04:37:23
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2810
ą×čéą║čāą┤ą░: ąÜą░ąĘą░ąĮčī
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
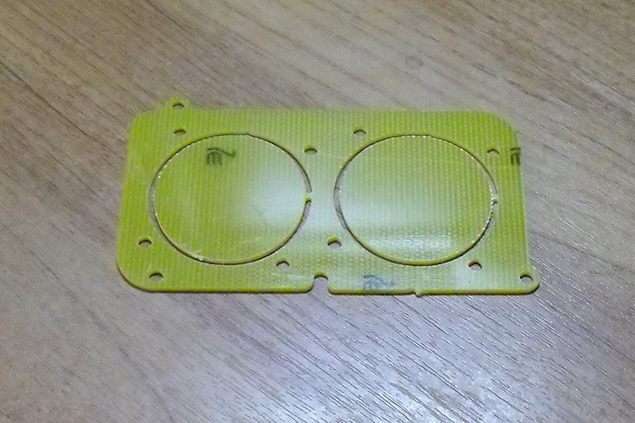
nhrib ą┐ąĖčüą░ą╗(ą░): čéčāčé čü ą░ą╗čÄą╝ą░ ąĮąĄą┤ąŠčĆąŠą│ąŠ ąĮą░ ąĄą▒菹Ą ą╝ąŠąČąĮąŠ ą┐ąŠąĖčüą║ą░čéčī ąöąĄą╣čüčéą▓ąĖč鹥ą╗čīąĮąŠ, ą░ą╗čÄą╝ąĖąĮąĖąĄą▓čŗąĄ ąĮąĄą┤ąŠčĆąŠą│ąĖąĄ, ąĄčüą╗ąĖ čåąĄąĮą░ ą░ą║čéčāą░ą╗čīąĮą░ - čāąĘąĮą░čÄ. ąÉ ąĮą░ eBay ąĖčüą║ą░ą╗ ą┐ąŠ ą▓čüčÅą║ąŠą╝čā - ą╝ą░ą╗ąŠ ą┐čĆąĄą┤ą╗ąŠąČąĄąĮąĖą╣, ąĖ č鹊 ą▒ąŠą╗čīčłąĖąĮčüčéą▓ąŠ ą┤ą╗čÅ ą┐ą░ąĘąŠą▓čŗčģ čüč鹊ą╗ąŠą▓. UPD ą¤čĆąĖ čĆą░ąĘą╝čŗčłą╗ąĄąĮąĖčÅčģ ą║ą░ą║ ąŠą┐č鹊ą┐ą░čĆčā ą┐čĆąĖą║čĆčāčéąĖčéčī ą║ ą┤ą░čéčćąĖą║čā ąĮčāą╗čÅ, ą▓ąŠąĘąĮąĖą║ą╗ą░ ą╝čŗčüą╗čī - čćč鹊-č鹊 ąĮąĄ ą┐ąŠčģąŠąČąĄ, čćč鹊 ą┤ąĄą╗ąŠ ą▓ ąĮą░ą▓ąŠą┤ą║ą░čģ. ąÜą░ą║ ą┐ąŠą║ą░ąĘą░ą╗ ą┐ąŠčüą╗ąĄą┤ąĮąĖą╣ ą│ą╗čÄą║, ą┐ąŠčüą╗ąĄ ą║ą░čüą░ąĮąĖčÅ čäčĆąĄąĘąŠą╣ čäąĖčłą║ąĖ čłą┐ąĖąĮą┤ąĄą╗čī ą┐ąŠąĄčģą░ą╗ ąĮą░ą▓ąĄčĆčģ, ą░ ąĮąĄ ą┐čĆąŠą┤ąŠą╗ąČąĖą╗ ą┤ą▓ąĖąČąĄąĮąĖąĄ ą▓ąĮąĖąĘ. ąöą░ąČąĄ ą║ąŠą│ą┤ą░ ąŠąĮ ą▓ ą┐čĆąŠčłą╗čŗčģ ą│ą╗čÄą║ą░čģ ą┤ą▓ąĖą│ą░ą╗čüčÅ ą▓ąĮąĖąĘ, ą┐čĆąĖą┐ąŠą╝ąĖąĮą░čÄ, čćč鹊 ąŠąĮ čŹč鹊 ą┤ąĄą╗ą░ą╗ ą┐ąŠčüą╗ąĄ ą╝ą░ą╗ąĄąĮčīą║ąŠą│ąŠ ąĘą░ą╝ąĄčłą░č鹥ą╗čīčüčéą▓ą░ - ą║ąŠčüąĮčāą╗čüčÅ, ąĘą░ą╝ąĄčĆ ąĮą░ ą╝ą│ąĮąŠą▓ąĄąĮąĖąĄ ąĖ ą┐čĆąŠąĄčģą░ą╗ ą┤ą░ą╗čīčłąĄ. ą¤ąŠą╗čāčćą░ąĄčéčüčÅ, čäą░ą║čé ą║ą░čüą░ąĮąĖčÅ čĆąĄą│ąĖčüčéčĆąĖčĆčāąĄčéčüčÅ, ą░ ą▓ąŠčé ą┤ą░ą╗čīčłąĄ ą┤ą░čæčéčüčÅ ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮą░čÅ ą║ąŠą╝ą░ąĮą┤ą░. ąś čĆą░ąĘą▓ąĄ ą▓ ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮąŠą╣ ą║ąŠą╝ą░ąĮą┤ąĄ ąĮą░ą▓ąŠą┤ą║ąĖ ą╝ąŠą│čāčé ą▒čŗčéčī ą▓ąĖąĮąŠą▓ą░čéčŗ? ąÆąŠą┐čĆąŠčü ą║č鹊 ą▓ąĖąĮąŠą▓ą░čé - ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆ ąĖą╗ąĖ ą£ą░čć. ąØą░ą┤ąŠ ą▒čŗ ą┤čĆčāą│čāčÄ ą▓ąĄčĆčüąĖčÄ ą£ą░čćą░ ąĮą░ą╣čéąĖ ąĖ ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░čéčī.
_________________
ą¤ą╗ą░čéčŗ ą┤ą╗čÅ HLDI - čāčüčéą░ąĮąŠą▓ą║ąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ ąĘą░čüą▓ąĄčéą║ąĖ č乊č鹊čĆąĄąĘąĖčüčéą░.
ążąŠč鹊čĆąĄąĘąĖčüčéčŗ Ordyl Alpha 340 ąĖ AM 140.
ą¢ąĖą┤ą║ąŠąĄ ąŠą╗ąŠą▓ąŠ ą┤ą╗čÅ ą╗čāąČąĄąĮąĖčÅ ą┐ą╗ą░čé (ą▓ąĖą┤ąĄąŠ) - čüą░ą╝ąŠąĄ ą╗čāčćčłąĄąĄ ąĖ č鹊ą╗čīą║ąŠ čā ą╝ąĄąĮčÅ !
ą¤ą░čÅą╗čīąĮą░čÅ ą╝ą░čüą║ą░ XV501T-4 (5 čåą▓ąĄč鹊ą▓).
ąŚą░ą║ą░ąĘ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé - pcbsmac@gmail.com
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
smacorp
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¦čé ąĖčÄąĮ 11, 2015 06:35:01 |
|
| ąĪąŠą▒čāčéčŗą╗čīąĮąĖą║ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 61
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1363
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąŠą║čé 22, 2013 04:37:23
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2810
ą×čéą║čāą┤ą░: ąÜą░ąĘą░ąĮčī
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąÆąĄčĆčüąĖčÄ ą£ą░čć ą┐ąŠą╝ąĄąĮčÅą╗, ą┐ąŠč鹊ą╝ čĆąĄąĘą░ą╗ ą┤ąĄčéą░ą╗čī:  ąÆ ą║ąŠąĮčåąĄ ąŻą¤ ą║ąŠą╝ą░ąĮą┤čŗ: G0 Z5. M5 G28 X0. Y0. A0. ąóąŠ ąĄčüčéčī, ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī: 1. ą¤ąŠą┤ąĮąĖą╝ą░ąĄą╝ ąŠčüčī Z ąĮą░ 5 ą╝ą╝. ąĮą░ą┤ ą┤ąĄčéą░ą╗čīčÄ 2. ąÆčŗą║ą╗čÄčćą░ąĄą╝ čłą┐ąĖąĮą┤ąĄą╗čī 3. ąÆąŠąĘą▓čĆą░čēą░ąĄą╝ čłą┐ąĖąĮą┤ąĄą╗čī ą▓ čĆąĄč乥čĆąĄąĮčéąĮčāčÄ č鹊čćą║čā - ą▓ ą░ą▒čüąŠą╗čÄčéąĮčŗą╣ ąĮąŠą╗čī čüčéą░ąĮą║ą░ ą©ą┐ąĖąĮą┤ąĄą╗čī ą▓čŗą║ą╗čÄčćąĖą╗čüčÅ, ąĮąŠ, ą▓ą╝ąĄčüč鹊 č鹊ą│ąŠ, čćč鹊ą▒čŗ ą┐ąŠą┤ąĮčÅčéčīčüčÅ ąĮą░ 5 ą╝ą╝., ąŠąĮ ąŠą┐čāčüčéąĖą╗čüčÅ, čĆą░ąĘčāą╝ąĄąĄčéčüčÅ čüą╗ąŠą╝ą░ą╗ čäčĆąĄąĘčā ąŠ ą┤ąĄčéą░ą╗čī ąĖ ą┐ąŠčéą░čēąĖą╗ ąŠą▒ą╗ąŠą╝ąŠą║ "ą┤ąŠą╝ąŠą╣". ą¤ąŠąĮąĖą╝ą░ąĄč鹥, čćč鹊 čŹč鹊 ąĘąĮą░čćąĖčé? ąŁč鹊 ąĘąĮą░čćąĖčé, čćč鹊 čüčāčéčī ą╝ąŠąĄą╣ ą┐čĆąŠą▒ą╗ąĄą╝čŗ čü Auto Z ąĮąĄ ą▓ č鹊ą╝, čćč鹊 ąĮąĄ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčéčüčÅ čäą░ą║čé ą║ą░čüą░ąĮąĖčÅ čäčĆąĄąĘąŠą╣ čäąĖčłą║ąĖ, ą░ ą▓ č鹊ą╝, čćč鹊 ą┐čāčéą░ąĄčéčüčÅ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ ą▓čĆą░čēąĄąĮąĖčÅ čłą░ą│ąŠą▓ąĖą║ą░. ąÉ ą▓ąŠčé čŹč鹊 čÅą▓ąĮąŠ ąĖą╗ąĖ ą┐čĆąŠą▒ą╗ąĄą╝ą░ ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆą░, ąĖą╗ąĖ, čćč鹊 čüą║ąŠčĆąĄąĄ ą▓čüąĄą│ąŠ, ąĮą░ą▓ąŠą┤ą║ąĖ ąĮą░ ą┐čĆąŠą▓ąŠą┤ą░ čłą░ą│ąŠą▓ąĖą║ą░ ąŠčüąĖ Z - ą▓ąŠ-ą┐ąĄčĆą▓čŗčģ, ąŠąĮąĖ čüą░ą╝čŗąĄ ą┤ą╗ąĖąĮąĮčŗąĄ, ą░ ą▓ąŠ-ą▓č鹊čĆčŗčģ, čćč鹊-č鹊 ąĮąĄ ą▓ąĖą┤ąĮąŠ, čćč鹊ą▒čŗ ąŠąĮąĖ ą▒čŗą╗ąĖ ą║ą░ą║-č鹊 菹║čĆą░ąĮąĖčĆąŠą▓ą░ąĮčŗ ąĖą╗ąĖ čüą▓ąĖčéčŗ, ą║ą░ą║ ą▓ąĖčéą░čÅ ą┐ą░čĆą░:   ąś ąĄčēčæ ąŠą┤ąĮą░ ą┐čĆąŠą▒ą╗ąĄą╝ą░ - čłąĖčĆąĖąĮą░ ą┐ą░ąĘąŠą▓ ąĖ ą▓čŗčüčéčāą┐ąŠą▓ ą▓ č鹊ą╣ ą┤ąĄčéą░ą╗ąĖ ą┤ąŠą╗ąČąĮčŗ ą▒čŗčéčī 10 ąĖ 10.91 ą╝ą╝., ą░ ą│ą╗čāą▒ąĖąĮą░ ą┐ą░ąĘąŠą▓ - 3.2 ą╝ą╝. - ą░ ąŠąĮąĖ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĄąĮąĮąŠ ~9.5\11.6\3.8 - č鹊 ąĄčüčéčī, ą│čāą╗čÅčÄčé ąĮą░ 0.5 ą╝ą╝. ąØąŠ ąĄčüą╗ąĖ čü ą┐ąŠą│čĆąĄčłąĮąŠčüčéčīčÄ čÅ ąĄčēčæ ą┤čāą╝ą░čÄ ą┐ąŠą▒ąŠčĆąŠčéčīčüčÅ ą┐čāčéčæą╝ ąĮą░čüčéčĆąŠąĄą║ ą£ą░čćą░, č鹊 čćč鹊 ą┤ąĄą╗ą░čéčī čü ąĮą░ą▓ąŠą┤ą║ą░ą╝ąĖ ąĮą░ Z ą▓ąŠąŠą▒čēąĄ ąĮąĄ ą┐čĆąĄą┤čüčéą░ą▓ą╗čÅčÄ - čüčéą░ąĮąŠą║ ąĮą░ ą│ą░čĆą░ąĮčéąĖąĖ, ą▓ąĮčāčéčĆčī ąĮąĄ ą▓ą╗ąĄąĘąĄčłčī - ą░ čĆąĄąĘą░čéčī čéą░ą║ - ą╗ąŠč鹥čĆąĄčÅ ąĄčēčæ čéą░ - ą▓ ą╗čÄą▒ąŠą╣ ą╝ąŠą╝ąĄąĮčé ąĖ čäčĆąĄąĘąĄ, ąĖ ąĘą░ą│ąŠč鹊ą▓ą║ąĄ ą╝ąŠąČąĄčé ąĮą░čüčéą░čéčī ą║ą░čÄą║.  ąÆ ąŠą▒čēąĄą╝, ąĘą░ą┤ąŠą╗ą▒ą░ą╗čüčÅ čÅ ąĘą░ čüą▓ąŠąĖ čüąŠą▒čüčéą▓ąĄąĮąĮčŗąĄ ą┤ąĄąĮčīą│ąĖ ą▒ąĄčéą░-č鹥čüč鹥čĆąŠą╝ ą▒čŗčéčī. ąĢčüą╗ąĖ ą┤čāą╝ą░čéčī ą▓ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ čüčéą░ąĮą║ą░ Purelogic PLRA3 - http://purelogic.ru/shop/stanki_cpu/frezernyj_stanok_chpu_plra20/plra3_polnaya_komplektaciya/ - ą║č鹊 čćč鹊 čüą║ą░ąČąĄčé? ą¤čĆąŠą▓ąĄčĆąĄąĮąĮčŗąĄ čüčéą░ąĮą║ąĖ ąĖą╗ąĖ č鹊ąČąĄ čéčæą╝ąĮčŗąĄ ą╗ąŠčłą░ą┤ą║ąĖ? ąśą╗ąĖ ą╝ąŠąČąĄčé ą║ą░ą║ąĖąĄ ąĄčēčæ ą▓ą░čĆąĖą░ąĮčéčŗ čüčéą░ąĮą║ąŠą▓ ąĄčüčéčī? ąöčāą╝ą░ą╗ čĆą░ąĮčīčłąĄ ą▓ čüč鹊čĆąŠąĮčā "ąÉą╗čīč鹥čĆąĮą░čéąĖą▓ą░-2", ąĮąŠ ą┤ąĄą╗ą░čÄčé ąĖčģ čćčāčéčī ą╗ąĖ ąĮąĄ ąĮą░ ąöą░ą╗čīąĮąĄą╝ ąÆąŠčüč鹊ą║ąĄ ąĖ čā ąĮąĖčģ čüčéčĆą░ąĮąĮčŗąĄ ąĘą░ą╝ąŠčĆąŠčćą║ąĖ čü ą┤ąŠčüčéą░ą▓ą║ąŠą╣ - ą▓ąŠčé čćč鹊 ąŠčéą▓ąĄčéąĖą╗ąĖ: --- ą×čéą│čĆčāąĘą║ą░ ą┤ąŠ ą£ąŠčüą║ą▓čŗ ą¤ąĖč鹥čĆą░ ąĖą╗ąĖ ąÜąĖčĆąŠą▓ą░. ąÆ ą┤čĆčāą│ąĖąĄ ą│ąŠčĆąŠą┤ą░ ąĀą¢ąö čāąČąĄ ąĮąĄ ą▓ąŠąĘąĖčé ą░ čéčĆą░ąĮčüą┐ąŠčĆčéąĮčŗą╝ąĖ ą║ąŠą╝ą┐ą░ąĮąĖčÅą╝ąĖ ąŠč湥ąĮčī ą┤ąŠčĆąŠą│ąŠ. ---
_________________
ą¤ą╗ą░čéčŗ ą┤ą╗čÅ HLDI - čāčüčéą░ąĮąŠą▓ą║ąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ ąĘą░čüą▓ąĄčéą║ąĖ č乊č鹊čĆąĄąĘąĖčüčéą░.
ążąŠč鹊čĆąĄąĘąĖčüčéčŗ Ordyl Alpha 340 ąĖ AM 140.
ą¢ąĖą┤ą║ąŠąĄ ąŠą╗ąŠą▓ąŠ ą┤ą╗čÅ ą╗čāąČąĄąĮąĖčÅ ą┐ą╗ą░čé (ą▓ąĖą┤ąĄąŠ) - čüą░ą╝ąŠąĄ ą╗čāčćčłąĄąĄ ąĖ č鹊ą╗čīą║ąŠ čā ą╝ąĄąĮčÅ !
ą¤ą░čÅą╗čīąĮą░čÅ ą╝ą░čüą║ą░ XV501T-4 (5 čåą▓ąĄč鹊ą▓).
ąŚą░ą║ą░ąĘ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé - pcbsmac@gmail.com
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
Sailanser
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¦čé ąĖčÄąĮ 11, 2015 08:52:11 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 39
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 707
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ č乥ą▓ 01, 2006 22:29:02
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3050
ą×čéą║čāą┤ą░: ą│.ąĀąŠčüč鹊ą▓-ąĮą░-ąöąŠąĮčā
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
smacorp ą┐ąĖčüą░ą╗(ą░): čćč鹊 ą┐čāčéą░ąĄčéčüčÅ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ ą▓čĆą░čēąĄąĮąĖčÅ čłą░ą│ąŠą▓ąĖą║ą░ ąŁč鹊 ą┐ą╗ąŠčģąŠ, čćč鹊 ą┐čĆąŠą▓ąŠą┤ą░ ąĮąĄ ą┐ąĄčĆąĄą▓ąĖčéčŗ, čā čüąĄą▒čÅ ą┤ąĄą╗ą░ą╗ čéą░ą║, čüąĮą░čćą░ą╗ą░ ą┐ąĄčĆąĄą▓ąĖą╗ ąĖčģ ą┐ąŠčäą░ąĘąĮąŠ, ą┐ąŠč鹊ą╝ ą┐ąŠą┐ą░čĆąĮąŠ, ą┐ąŠč鹊ą╝ čāąČąĄ ą║ ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆčā. ąóčāčé ąĄčēąĄ čéą░ą║ą░čÅ ą╝čŗčüą╗čī ą┐ąŠčüąĄčéąĖą╗ą░  ą║ąŠą│ą┤ą░ ą▓ą░ą╝ čéčĆą░ąĮčüą┐ąŠčĆčéąĮą░čÅ ą║ąŠą╝ą┐ą░ąĮąĖčÅ ą┤ąŠčüčéą░ą▓ąĖą╗ą░ ą▓čŗ č乊čéą║ąĖ ą▓čŗą║ą╗ą░ą┤čŗą▓ą░ą╗ąĖ ąĖ čüą▓ąĄčĆčģčā ą┐ąŠ ą╝ąŠąĄą╝čā ą▒čŗą╗ čĆą░ąĘą┤ąŠą╗ą▒ą░ąĮ ą║ą░ą▒ąĄą╗čī-ą║ą░ąĮą░ą╗ą╗ ą▓ąŠčé ąĖ ą╝čŗčüą╗čī, ąŠąĮąĖ ą┐čĆąŠą▓ąŠą┤ ą┐ąĄčĆąĄą▒ąĖčéčī ąĮąĄ ą╝ąŠą│ą╗ąĖ? ąĢčüčéčī ąĄčēąĄ ą╝čŗčüą╗čī čćč鹊 ąŠčé čéčĆčÅčüą║ąĖ ą┐čĆąĖ ą┐ąĄčĆąĄą▓ąŠąĘą║ąĄ ą┐čĆąŠą▓ąŠą┤ ą╝ąŠą│ ąŠč鹊ą╣čéąĖ ą▓ čĆą░čŖąĄą╝ąĄ ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆą░. ąØąŠ ą▓ąŠčé ą║ą░ą║ ą▓ą░ą╝ čŹč鹊 ą▒ą╗ąĖąĮ ą┐čĆąŠą▓ąĄčĆąĖčéčī ąĮąĄ ą┐čĆąĄą┤čüčéą░ą▓ą╗čÅčÄ  smacorp ą┐ąĖčüą░ą╗(ą░): ąĖčģ čćčāčéčī ą╗ąĖ ąĮąĄ ąĮą░ ąöą░ą╗čīąĮąĄą╝ ąÆąŠčüč鹊ą║ąĄ ąĖ čā ąĮąĖčģ čüčéčĆą░ąĮąĮčŗąĄ ąĘą░ą╝ąŠčĆąŠčćą║ąĖ čü ą┤ąŠčüčéą░ą▓ą║ąŠą╣ - ą▓ąŠčé čćč鹊 ąŠčéą▓ąĄčéąĖą╗ąĖ: ą¤ąŠą║čāą┐ą░ą╗ čā ąóčĆčāą┤ąŠą│ąŠą╗ąĖą║ą░ ąĮą░ą┐čĆą░ą▓ą╗čÅčÄčēąĖąĄ ą┤ą╗čÅ čüą▓ąŠąĄą│ąŠ čüčéą░ąĮą║ą░, ąĮąŠčĆą╝ą░ą╗čīąĮąŠ ą┤ąŠąĄčģą░ą╗ąĖ.  ąĘ.čŗ ąØą░ą┐ąĖčłąĖč鹥 čäąĖčĆą╝ąĄ. ąØą░ą┐čĆąĖą╝ąĄčĆ čéą░ą║ ą╝ąŠą│čā čÅ ąŠčéą║čĆčŗčéčī ą▒ą╗ąŠą║ ą┤ą░ą▒čŗ ą┐čĆąŠą▓ąĄčĆąĖčéčī ąĖčüą┐čĆą░ą▓ąĮąŠčüčéčī ą║ą░ą▒ąĄą╗čÅ ąĖą┤čāčēąĄą│ąŠ ąĮą░ ąŠčüčī Z čé.ą║ ąĄčüčéčī ą┐ąŠą┤ąŠąĘčĆąĄąĮąĖąĄ čćč鹊 ąŠąĮ ą╝ąŠą│ ą▒čŗčéčī ą┐ąĄčĆąĄą▒ąĖčé ą┐čĆąĖ čéčĆą░ąĮčüą┐ąŠčĆčéąĖčĆąŠą▓ą║ąĄ. ąś č乊čéą║čā čü čĆą░ąĘą┤ąŠą╗ą▒ą░ąĮąĮčŗą╝ ą║ą░ą▒ąĄą╗čī ą║ą░ąĮą░ą╗ąŠą╝. ą» čéą░ą║ ą┤čāą╝ą░čÄ ąĮąĄ ąŠčéą║ą░ąČčāčé. ąĢčüą╗ąĖ ąŠčéą▓ąĄčé ąŠčé ąĮąĖčģ ą▒čāą┤ąĄčé ą┐ąŠą╗ąŠąČąĖč鹥ą╗čīąĮčŗą╝ čÅ ą▒čŗ ąĮą░ ą▓ą░čłąĄą╝ ą╝ąĄčüč鹥 ą┐ąŠą╝ąĄąĮčÅą╗ ą▒čŗ ąĄą│ąŠ čåąĄą╗ąĖą║ąŠą╝. ąÉ ą▓ ą┐ąĄčĆą▓čāčÄ ąŠč湥čĆąĄą┤čī ą┐ąĄčĆąĄą┤ čŹčéąĖą╝ ą┐čĆąŠąĘą▓ąŠąĮąĖą╗, ąĖ ą┐čĆąŠą▓ąĄčĆąĖą╗ ąĮą░ą┤ąĄąČąĮąŠčüčéčī ą║ąŠąĮčéą░ą║čéą░ ą▓ čĆą░ąĘčŖąĄą╝ąĄ ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆą░. ąĢčēąĄ ą▒čŗ ą┐ąŠčüą╝ąŠčéčĆąĄą╗ ąŠą┐č鹊ą┐ą░čĆčŗ ąĮą░ ą▓čģąŠą┤ąĄ, ąĄčüą╗ąĖ ąŠąĮąĖ čüč鹊čÅčé ąĮą░ ą┐ą░ąĮąĄą╗čīą║ą░čģ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
Ruzik
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ąĖčÄąĮ 12, 2015 14:29:09 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 55
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1632
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 09, 2011 17:17:47
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 5713
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
smacorp ą┐ąĖčüą░ą╗(ą░): Ruzik ą┐ąĖčüą░ą╗(ą░): č乊čéą║čā ą╝ąŠąČąĮąŠ čŹčéąĖčģ čĆą▓ą░ąĮąĮčŗčģ ą║čĆą░ąĄą▓? ąÆąŠčé:  ą×čĆąĖą│ąĖąĮą░ą╗čīąĮčŗą╣ čäą░ą╣ą╗ ą▓ ą╝ą░ą║čüąĖą╝ą░ą╗čīąĮąŠą╝ čĆą░ąĘčĆąĄčłąĄąĮąĖąĖ - https://yadi.sk/i/o7ADU2Veh8C8ząĪąĄą│ąŠą┤ąĮčÅ čüą▓ąĄčĆą╗ąĖą╗, ą┐ąŠą┤ą░čćą░ 100 ą╝ą╝/ą╝ąĖąĮ, ąŠą▒ąŠčĆąŠčéčŗ 10000. ążąŠčéą║ąĖ (ąŠčéą║čĆčŗą▓ą░ąĄą╝ č乊čéą║čā ąĖ ąĄčēąĄ čĆą░ąĘ čéą░ą╝ ą║ą╗ąĖą║ą░ąĄą╝ ą┐ąŠ ąĮąĄą╣), čüą╗ąĄą▓ą░ čüąŠ čüč鹊čĆąŠąĮčŗ ąĘą░čģąŠą┤ą░ čüą▓ąĄčĆą╗ą░, čüą┐čĆą░ą▓ą░ ą▓čŗčģąŠą┤ čüą▓ąĄčĆą╗ą░...   ąØą░ ąŠą▒čĆą░čéąĮąŠą╣ čüč鹊čĆąŠąĮąĄ ą║čĆčŗčłąĄčćą║ąĖ ą║ą░ą║ ą║ąŠąĮč乥čéčéąĖ ą▓ąŠčé ąĖąĘ ąĘą░ čŹč鹊ą│ąŠ (ą┐ąŠą┤ą╗ąŠąČą║ąĖ ąĮąĄčé ąĖ čéą░ą╝ ą│ą┤ąĄ čÅą╝čŗ, čéą░ą╝ ą║ąŠąĮč乥čéčéąĖ)..  ążąŠčéą║ą░ ą┐ąŠčüą╗ąĄ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ 1000 čłą║čāčĆą║ąŠą╣, čüč鹊čĆąŠąĮą░ ą▓čŗčģąŠą┤ą░ čüą▓ąĄčĆą╗ą░.  ąĪą▓ąĄčĆą╗ą░ 0,4 ą╝ą╝ ą▓ąŠčé čŹčéąĖ.. http://ru.aliexpress.com/item/10pcs-0-4 ... 19689.htmląĢčüą╗ąĖ čüčĆą░ą▓ąĮąĖčéčī čü čĆčāčćąĮąŠą╣ čüą▓ąĄčĆą╗ąŠą▓ą║ąŠą╣ (ą░ ą▓ąĄą┤čī ą┤ąĄą╗ą░ą╗).  
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
Sailanser
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ąĖčÄąĮ 12, 2015 15:08:17 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 39
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 707
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ č乥ą▓ 01, 2006 22:29:02
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3050
ą×čéą║čāą┤ą░: ą│.ąĀąŠčüč鹊ą▓-ąĮą░-ąöąŠąĮčā
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
Ruzik ą┐ąĖčüą░ą╗(ą░): ąØą░ ąŠą▒čĆą░čéąĮąŠą╣ čüč鹊čĆąŠąĮąĄ ą║čĆčŗčłąĄčćą║ąĖ ą║ą░ą║ ą║ąŠąĮč乥čéčéąĖ ą▓ąŠčé ąĖąĘ ąĘą░ čŹč鹊ą│ąŠ (ą┐ąŠą┤ą╗ąŠąČą║ąĖ ąĮąĄčé ąĖ čéą░ą╝ ą│ą┤ąĄ čÅą╝čŗ, čéą░ą╝ ą║ąŠąĮč乥čéčéąĖ).. ąŻ ą╝ąĄąĮčÅ čéą░ą║ ąČąĄ  ą║ąŠą│ą┤ą░ čüą▓ąĄčĆą╗čÄ ąĮą░ čāąČąĄ ąĖąĘčĆčÅą┤ąĮąŠ ą┐ąŠą┐ąĖą╗ąĄąĮąĮąŠą╣ ą┤ąĄčĆąĄą▓čÅčłą║ąĄ ąĮąĄ ą╝ąĄčłą░ąĄčé, ą┐ą░ą╗čīčåąĄą╝ ą┐čĆąŠą▓ąĄą╗, ąŠąĮąĖ ą▓čüąĄ čüčüčŗą┐ą░ą╗ąĖčüčī.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
nhrib
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ąĖčÄąĮ 12, 2015 15:10:28 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 5
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 119
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą░ą┐čĆ 08, 2013 07:08:10
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 339
ą×čéą║čāą┤ą░: ą£čāčĆą░ą▓ą╗ąĄąĮą║ąŠ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
smacorp
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ąĖčÄąĮ 13, 2015 19:03:07 |
|
| ąĪąŠą▒čāčéčŗą╗čīąĮąĖą║ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 61
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1363
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąŠą║čé 22, 2013 04:37:23
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2810
ą×čéą║čāą┤ą░: ąÜą░ąĘą░ąĮčī
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąÉ ą║č鹊 ą║ą░ą║ čäčĆąĄąĘąĄčĆčāąĄčé ą║ąĖčéą░ą╣čüą║ąĖą╝ąĖ čäčĆąĄąĘą░ą╝ąĖ? ąóąŠčćąĮąĄąĄ, ą║ą░ą║ ąĖą╝ąĖ ą▓ąŠąŠą▒čēąĄ ą┐ąŠą╗čāčćąĖčéčī ą┐čĆąĖąĄą╝ą╗ąĄą╝čāčÄ č鹊čćąĮąŠčüčéčī? ą¦č鹊-č鹊 čā ą╝ąĄąĮčÅ čü ąĮąĖą╝ąĖ ą║ą░čłą░.  ąĢčüčéčī ą▓ąŠčé čéą░ą║ąĖąĄ - http://www.ebay.com/itm/Box-10pcs-3-175mm-Parallel-Carbide-CNC-PCB-Milling-Cutter-Bits-3-0-10mm-/171472655862?pt=LH_DefaultDomain_0&hash=item27ec9115f6ą¤čĆąŠą┤ą░ą▓ąĄčå čāą║ą░ąĘčŗą▓ą░ąĄčé, čćč鹊 čā ąĮąĖčģ čĆąĄąČčāčēą░čÅ ą║čĆąŠą╝ą║ą░ 3 ą╝ą╝. - čāą║ą░ąĘčŗą▓ą░čÄ 3 ą╝ą╝. ą▓ MasterCAM, ąĮą░ ą▓čŗčģąŠą┤ąĄ ąĖą╝ąĄčÄ ą┤ąĄčéą░ą╗čī čü ą┐ąŠą│čĆąĄčłąĮąŠčüčéčīčÄ ąŠą║ąŠą╗ąŠ ~0.5 ą╝ą╝. - č湥čłčā čĆąĄą┐čā, ą╝ąĄąĮčÅčÄ ą┐ą░čĆą░ą╝ąĄčéčĆčŗ ą┐čĆąŠčģąŠą┤ąŠą▓\ąĘą░čģąŠą┤ąŠą▓\ąĖ čé.ą┤., čüą╝ąŠčéčĆčÄ ąŠą▒čāčćą░čÄčēąĖąĄ čāčĆąŠą║ąĖ - ą┐ąŠą│čĆąĄčłąĮąŠčüčéčī ąĮąĄ čāčģąŠą┤ąĖčé. ąØą░čćąĖąĮą░čÄ ą│čĆąĄčłąĖčéčī ąĮą░ čüčéą░ąĮąŠą║, ą░ ą┐ąŠč鹊ą╝ ąŠčé ą▒ąĄąĘčŗčüčģąŠą┤ąĮąŠčüčéąĖ ą╝ąĄčĆčÅčÄ čłąĖčĆąĖąĮčā čäčĆąĄąĘčŗ - ~2.8 ą╝ą╝. - ą┐čĆąĖą▒ą╗ąĖąĘąĖč鹥ą╗čīąĮąŠ ą┐ąŠč鹊ą╝čā, čćč鹊 čäčĆąĄąĘą░ ą┐ąŠą╗čāą║čĆčāą│ą╗ą░čÅ, č鹊čćąĮąŠ ąĘą░ą╝ąĄčĆąĖčéčī čüą╗ąŠąČąĮąŠ, ą┤ą░ ąĖ čłčéą░ąĮą│ąĄąĮčåąĖčĆą║čāą╗čī č鹊ąČąĄ ą║ąĖčéą░ą╣čüą║ąĖą╣. ąÆčŗčüčéą░ą▓ą╗čÅčÄ 2.8 ą╝ą╝ ą▓ MasterCAM, ąĮą░ ą▓čŗčģąŠą┤ąĄ ąĖą╝ąĄčÄ ą┤ąĄčéą░ą╗čī čü ą┐ąŠą│čĆąĄčłąĮąŠčüčéčīčÄ čāąČąĄ ~0.2 ą╝ą╝. ą¤ąŠą╗čāčćą░ąĄčéčüčÅ, ąĄčüą╗ąĖ č鹊čćąĮąŠ ąĘą░ą╝ąĄčĆąĖčéčī čäčĆąĄąĘčā, č鹊 ą┐ąŠą│čĆąĄčłąĮąŠčüčéčī ą╝ąŠąČąĮąŠ čüą▓ąĄčüčéąĖ ą║ ą┐čĆąĖąĄą╝ą╗ąĄą╝ąŠą╝čā čāčĆąŠą▓ąĮčÄ. ąØąŠ čćč鹊 ąĘą░ total shit? ąØąĄ ąĖąĘą╝ąĄčĆčÅčéčī ąČąĄ ą║ą░ąČą┤čāčÄ čäčĆąĄąĘčā! ąøą░ą┤ąĮąŠ, ąĄčüčéčī ąĄčēčæ čéą░ą║ąĖąĄ čäčĆąĄąĘčŗ - http://www.ebay.com/itm/10PCS-1-8-Carbide-Flat-Nose-Endmill-CNC-Router-Bits-Single-Flute-Spiral-17mm-/360839284934?pt=LH_DefaultDomain_2&hash=item5403b288c6 - ą┐čĆąŠą┤ą░ą▓ąĄčå čāą║ą░ąĘčŗą▓ą░ąĄčé čĆąĄąČčāčēčāčÄ ą║čĆąŠą╝ą║čā ą▓ 3.175 ą╝ą╝. - ąĖąĘą╝ąĄčĆčÅčÄ (ą░ čéčāčé ąĖąĘą╝ąĄčĆąĖčéčī ąĄčēčæ čüą╗ąŠąČąĮąĄąĄ) - ąĖ čüąĮąŠą▓ą░ ą┐ąŠą╗čāčćą░čÄ ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ ą╝ąĄąĮčīčłąĄ ąĘą░čÅą▓ą╗ąĄąĮąĮąŠą│ąŠ ą┤ąĖą░ą╝ąĄčéčĆą░ - ~2.75 ą╝ą╝. ą£ąŠąČąĄčé čÅ č湥ą│ąŠ ąĮąĄ ą┐ąŠąĮąĖą╝ą░čÄ? ąÜą░ą║ čŹčéąĖą╝ąĖ čäčĆąĄąĘą░ą╝ąĖ ą▓ąŠąŠą▒čēąĄ čĆą░ą▒ąŠčéą░čéčī ą╝ąŠąČąĮąŠ?
_________________
ą¤ą╗ą░čéčŗ ą┤ą╗čÅ HLDI - čāčüčéą░ąĮąŠą▓ą║ąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ ąĘą░čüą▓ąĄčéą║ąĖ č乊č鹊čĆąĄąĘąĖčüčéą░.
ążąŠč鹊čĆąĄąĘąĖčüčéčŗ Ordyl Alpha 340 ąĖ AM 140.
ą¢ąĖą┤ą║ąŠąĄ ąŠą╗ąŠą▓ąŠ ą┤ą╗čÅ ą╗čāąČąĄąĮąĖčÅ ą┐ą╗ą░čé (ą▓ąĖą┤ąĄąŠ) - čüą░ą╝ąŠąĄ ą╗čāčćčłąĄąĄ ąĖ č鹊ą╗čīą║ąŠ čā ą╝ąĄąĮčÅ !
ą¤ą░čÅą╗čīąĮą░čÅ ą╝ą░čüą║ą░ XV501T-4 (5 čåą▓ąĄč鹊ą▓).
ąŚą░ą║ą░ąĘ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé - pcbsmac@gmail.com
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
nhrib
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ąĖčÄąĮ 13, 2015 19:50:24 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 5
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 119
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą░ą┐čĆ 08, 2013 07:08:10
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 339
ą×čéą║čāą┤ą░: ą£čāčĆą░ą▓ą╗ąĄąĮą║ąŠ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ąÆčŗ čĆą░čüčüą║ą░ąČąĖč鹥 č鹊, čćč鹊 ą┐ąĖą╗ąĖč鹥...
ąĖą╗ąĖ čĆąĄąČąĄč鹥...
1.ą║ą░ą╗ąĖą▒čĆąŠą▓ą║ą░ mach
2. ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮą░čÅ čāą┐ (ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮąŠ ą▓čŗą▒čĆą░ąĮ ąĖąĮčüčéčĆčāą╝ąĄąĮčé) ąĖą╗ąĖ ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮą░čÅ čüčéčĆą░č鹥ą│ąĖčÅ (ąŠą▒čĆą░ą▒ąŠčéą║ą░)
3.ą┐čĆąŠą▒ą╗ąĄą╝ą░ čüąŠ čüčéą░ąĮą║ąŠą╝.
P.S. ą║ą░ąČą┤ąŠąĄ ą▓ą░čłąĄ čüąŠąŠą▒čēąĄąĮąĖąĄ ą║ą░ą║ ą║čĆąĖą║ ą┤čāčłąĖ...
ąśąĘą▓ąĖąĮąĖč鹥 ąĘą░ ąŠčéą║čĆąŠą▓ąĄąĮąĮąŠčüčéčī..
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
Sailanser
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ąĖčÄąĮ 13, 2015 19:55:58 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 39
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 707
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ č乥ą▓ 01, 2006 22:29:02
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3050
ą×čéą║čāą┤ą░: ą│.ąĀąŠčüč鹊ą▓-ąĮą░-ąöąŠąĮčā
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
smacorpąØčā ą┐ąĄčĆą▓ą░čÅ čā ą▓ą░čü ą┐ąŠ čģąŠčĆąŠčłąĄą╝čā čĆą░čüą║čĆąŠąĄčćąĮą░čÅ ąĄą╣ čäą░ąĮąĄčŹčĆčā čģąŠčĆąŠčłąŠ ą┐ąĖą╗čÅčéčī. ąźąŠčéčÅ čÅ ąŠą▒čŗčćąĮąŠ ą║čāą║čāčĆčāąĘąŠą╣ ą┐ąĖą╗čÄ. ąÆč鹊čĆą░čÅ ąĄčüą╗ąĖ ąĮąĄ ąŠčłąĖą▒ą░čÄčüčī ą┐čĆčÅą╝ą░čÅ ą┤ą▓čāčģąĘą░čģąŠą┤ąĮą░čÅ čŹčé ą▒ąŠą╗čīčłąĄ ą┐ąŠ ą┐ą╗ą░čüčéąĖą║čā. ąóąĄą┐ąĄčĆčī ą▓ąŠą┐čĆąŠčü, čćč鹊 ą┐ąĖą╗ąĖą╝? ą¤ąŠ čĆąĄąĘą░ą╝ ąĮčāąČąĮąŠ ąĖą╝ąĄčéčī ą▓ą▓ąĖą┤čā ą┐ąĖą╗ąĖą╝ čüą║ą░ąČąĄą╝ ą║čĆčāą│ ą┐čāčüą║ą░ą╣ ą▒čāą┤ąĄčé 20 ą╝ą╝ ą▓ ą┤ąĖą░ą╝, čéą░ą║ ą▓ąŠčé ąĄčüą╗ąĖ ą┐ąĖą╗ąĖčéčī čüąĮą░čĆčāąČąĖ ą║ąŠąĮčéčāčĆą░ č鹊 ą▒čāą┤ąĄčé 20,2 ąĄčüą╗ąĖ ą▓ąĮčāčéčĆąĖ ą║ąŠąĮčéčāčĆą░ č鹊 19,8 čŹč鹊 ąĮą░ą┤ąŠ čāčćąĖčéčŗą▓ą░čéčī. ąóąĄ ą║ ą┐čĆąĖą╝ąĄčĆčā ąĮą░ą┤ąŠ ą┐čĆąŠčäąĖą│ą░čćąĖčéčī ą║čĆąĄą┐ąĄąČąĮąŠąĄ, čäčĆąĄąĘąŠą╣ čüą║ą░ąČąĄą╝ ą┤ą╗čÅ ą£5 ą▒ąŠą╗čéą░ ą┤ąĖą░ą╝ čüčéą░ą▓ąĖą╝ 5,2 ą╝ą╝ ąĖ ą┐ąĖą╗ąĖą╝ ą┐ąŠ ą▓ąĮčāčéčĆąĄąĮąĮąĄą╝čā. ąĢčüą╗ąĖ ąĖą┤ąĄčé čĆą░ąĘą▒ąĄą│ ą║ą░ą║ ą┐ąĖčłąĄč鹥 ą▓ 0,5 ą╝ą╝ ą┐čĆąĖ 3,135 čäčĆąĄąĘąĄ ą┐čĆąĄą┤ą╗ą░ą│ą░čÄ čéą░ą║ąŠą╣ 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčé ą┐čĆąŠą▓ąĄčüčéąĖ ą▓ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ čüčéą░ą▓ąĖč鹥 3,175-0,5=2,675 ą▓ čüčéą░ąĮą║ąĄ ą┐ąŠ čäą░ą║čéčā 3,175 ą┤ąĄą╗ą░ąĄč鹥 ą┐ąĖą╗ąĄąĮąĖąĄ. ąĢčēąĄ ą╝ąŠąČąĄčé čéą░ą║ąŠą╣ ą┐čĆąĖą║ąŠą╗ ą▒čŗčéčī čćč鹊 čłą░ą│ąĖ ąĮąĄ ąŠč湥ąĮčī č鹊čćąĮąŠ ą▓čŗčüčéą▓ą╗ąĄąĮčŗ ą┤ą░ąČąĄ ąĄčüą╗ąĖ ąĖ ą▓ąĖąĮčé čéčĆą░ą┐ąĄčåąĖčÅ čüą║ą░ąČąĄą╝ ąóąĀ14čģ4 ąĮąĄ čäą░ą║čé čćč鹊 čłą░ą│ ąĮčā ą┐čĆčÅą╝ 4 ą╝ą╝ čéčāčé ąĮą░ą┤ąŠ ą┐ąŠ ą┤čĆčāą│ąŠą╝čā ą▒ąĄčĆąĄą╝ čäčĆąĄąĘčā čüą║ą░ąČąĄą╝ 3 ą╝ą╝ ąĖ ą┐ąĖą╗ąĖą╝ ą║ą▓ą░ą┤čĆą░čé 100 ąĮą░ 100 ą╝ą╝ ą║ ą┐čĆąĖą╝ąĄčĆčā ąĖąĘ čäą░ąĮąĄčĆą║ąĖ, ąŠčéą╝ąĄčćą░ąĄą╝ ą│ą┤ąĄ X ą░ ą│ą┤ąĄ Y ą┐ąŠčüą╗ąĄ čŹč鹊ą│ąŠ ąĘą░ą╝ąĄčĆčÅąĄą╝, ą║ą░ą║ ą╝ąŠąČąĮąŠ č鹊čćąĮąĄąĄ ą┐ąŠ ąĖč鹊ą│ą░ą╝ ąĘą░ą╝ąĄčĆą░ ą┐ąŠą╗čāčćąĖą╗ąŠčüčī čćč鹊 X=100.34 Y=100,42 č鹊ą│ą┤ą░ čüčćąĖčéą░ąĄą╝ X=4x100.34/100=4.0136 ą┐ąŠą╗čāč湥ąĮąĮąŠąĄ ąĘąĮą░č湥ąĮąĖąĄ ą▓ą┐ąĖčüčŗą▓ą░ąĄą╝ ą▓ ą╝ą░čć čüąŠą│ą╗ą░čüąĮąŠ ąĮą░čüčéčĆąŠą╣ą║ąĖ ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆą░ čé.ąĄ ą║ąŠčŹčäąĖčåąĖąĄąĮčéą░ ąĄą│ąŠ ą┤čĆąŠą▒ą╗ąĄąĮąĖčÅ čłą░ą│ą░. ąÉąĮą░ą╗ąŠą│ąĖčćąĮąŠ čüčćąĖčéą░ąĄą╝ ą┐ąŠ ą┤čĆčāą│ąĖą╝ ąŠčüčÅą╝, ą┐ąŠčüą╗ąĄ čŹč鹊ą│ąŠ čüąĮąŠą▓ą░ čĆąĄąČąĄą╝ ą║ą▓ą░ą┤čĆą░čé 100 ąĮą░ 100 ą╝ą╝ nhribąöą░ ąĮąŠčĆą╝ą░ą╗čīąĮąŠ čā ą▓čüąĄčģ ą│čĆą░ą▒ą╗ąĖ ą▒čŗą╗ąĖ
ą¤ąŠčüą╗ąĄą┤ąĮąĖą╣ čĆą░ąĘ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī Sailanser ąĪą▒ ąĖčÄąĮ 13, 2015 20:08:35, ą▓čüąĄą│ąŠ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī 2 čĆą░ąĘ(ą░).
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
nhrib
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ąĖčÄąĮ 13, 2015 19:58:57 |
|
| ą¤ąŠčéčĆąŠą│ą░ą╗ ą╗ą░ą┐ąŠą╣ ą┐ą░čÅą╗čīąĮąĖą║ |
ąÜą░čĆą╝ą░: 5
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 119
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą░ą┐čĆ 08, 2013 07:08:10
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 339
ą×čéą║čāą┤ą░: ą£čāčĆą░ą▓ą╗ąĄąĮą║ąŠ
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ą┐čĆąŠčüč鹊 ąĮąĄ ą┐ąŠąĮčÅčéąĮąŠ - ąŠ č湥ą╝ čĆąĄčćčī-č鹊?
ąŠ ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮčŗčģ ą║ąĖčéą░ą╣čüą║ąĖčģ čäčĆąĄąĘą░čģ?
ąŠ č鹊ą╝ ą║ą░ą║ ąĮą░čüčéčĆąŠąĖčéčī ąĖąĮčüčéčĆčāą╝ąĄąĮčé?
ąŠ č鹊ą╝ ą║ą░ą║čāčÄ čäčĆąĄąĘčā ą▓čŗą▒čĆą░čéčī?
ąĖą╗ąĖ ąŠ č湥ą╝-č鹊 ąĄčēčæ?
"čÅ ą┤ąĄą╗ą░čÄ č鹊-č鹊 ą▓ č鹊ą╝-č鹊 čéą░ą║-č鹊...ą┐ąŠą╗čāčćą░ąĄčéčüčÅ ą║ą░ą║-č鹊..."
ą¤ąŠčłą░ą│ąŠą▓ąŠ ąŠą▒čŖčÅčüąĮąĖč鹥
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
Ruzik
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ąĖčÄąĮ 13, 2015 21:01:13 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 55
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1632
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 09, 2011 17:17:47
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 5713
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
Sailanser ą┐ąĖčüą░ą╗(ą░): ąöą░ ąĮąŠčĆą╝ą░ą╗čīąĮąŠ čā ą▓čüąĄčģ ą│čĆą░ą▒ą╗ąĖ ą▒čŗą╗ąĖ ąÉą│ą░, čā ą╝ąĄąĮčÅ ąĮą░čćąĖąĮą░čÅ čü ą│ąĄą╝ąŠčĆčĆąŠą╣ąĮąŠą╣ ą┐ąŠą║čāą┐ą║ąĖ, ą╗čÄčäč鹊ą╝ Z ąĖ ąĘą░ą║ą░ąĮčćąĖą▓ą░čÅ ąĮąĄ čüąŠąŠčüąĮąŠčüčéčīčÄ ąŠčüąĄą╣ (ą▓čĆą░ą│čā ąĮąĄ ą┐ąŠąČąĄą╗ą░ąĄčłčī).
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
smacorp
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ąĖčÄąĮ 14, 2015 01:56:26 |
|
| ąĪąŠą▒čāčéčŗą╗čīąĮąĖą║ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 61
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1363
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąŠą║čé 22, 2013 04:37:23
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2810
ą×čéą║čāą┤ą░: ąÜą░ąĘą░ąĮčī
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
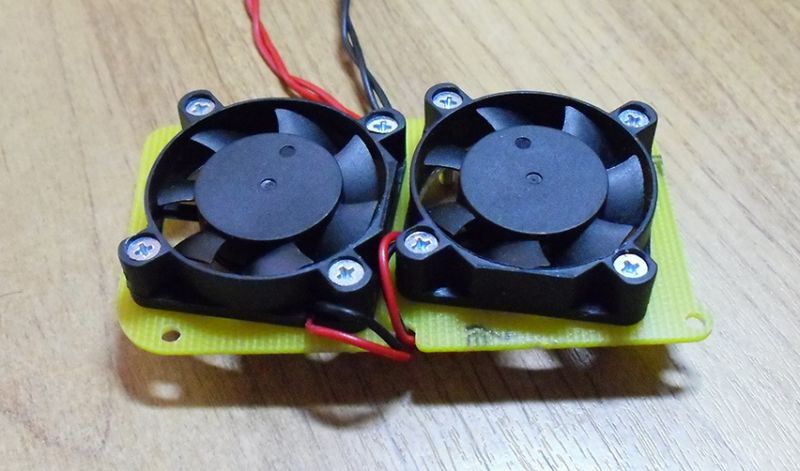
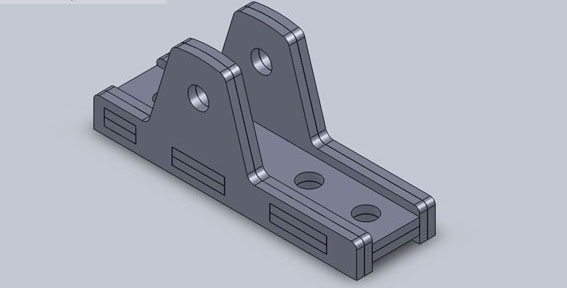
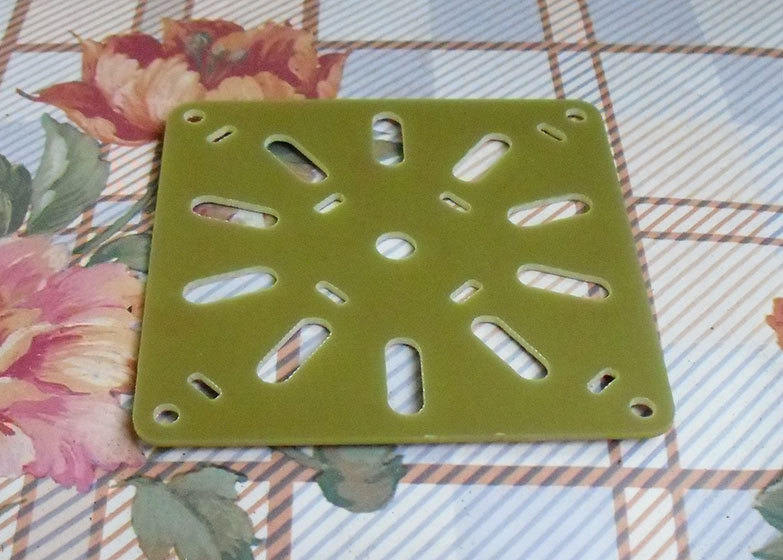
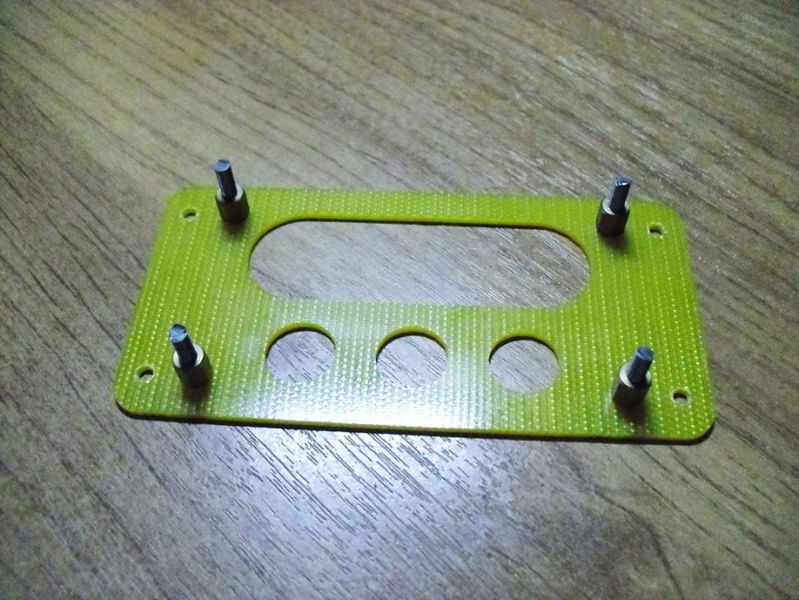
nhrib ą┐ąĖčüą░ą╗(ą░): ą║ą░ąČą┤ąŠąĄ ą▓ą░čłąĄ čüąŠąŠą▒čēąĄąĮąĖąĄ ą║ą░ą║ ą║čĆąĖą║ ą┤čāčłąĖ  "ąöčĆą░ą╝ą░čéąĖąĘčīą╝čā" ą╝ąĮąŠą│ąŠ ąĖ ąĘą░ ą┤čāčłčā ą▒ąĄčĆčæčé? ąæčāą┤ąĄčłčī čéčāčé ą┤čĆą░ą╝ą░čéąĖąĘąĖčĆąŠą▓ą░čéčī, ą║ąŠą│ą┤ą░ ą▓čüčæ (ąĮčā, ąĮąĄą║ąŠč鹊čĆą░čÅ čćą░čüčéčī  ) ą╝ąĖčĆąŠą▓ąŠąĘąĘčĆąĄąĮąĖąĄ čĆčāčłąĖčéčüčÅ - čüą▓čæčĆą╗ą░ ą┐ąĄčĆąĄč鹊č湥ąĮąĮčŗąĄ, čäčĆąĄąĘčŗ ąĖą╝ąĄčÄčé ą╝ąĄąĮčīčłąĖą╣ ą┤ąĖą░ą╝ąĄčéčĆ, ą┤ąŠčĆąŠą│ą░čÅ (ą▓ čüą▓ąŠčæ ą▓čĆąĄą╝čÅ) ąĖ ą║ą░č湥čüčéą▓ąĄąĮąĮą░čÅ ą╝ą░č鹥čĆąĖąĮčüą║ą░čÅ ą┐ą╗ą░čéą░ ąĖąĘą▓ąĄčüčéąĮąŠą│ąŠ ą▒čĆąĄąĮą┤ą░ ąŠą║ą░ąĘčŗą▓ą░ąĄčéčüčÅ (ą║ą░ą║ čÅ čüąĄą╣čćą░čü ą┐čĆąĄą┤ą┐ąŠą╗ą░ą│ą░čÄ) ąĮąĄą┐čĆąĖą│ąŠą┤ąĮąŠą╣ ą┤ą╗čÅ čĆą░ą▒ąŠčéčŗ čüąŠ čüčéą░ąĮą║ąŠą╝.  nhrib ą┐ąĖčüą░ą╗(ą░): ą╝ąŠąČąĄčé ąĘą░ąĘąĄą╝ą╗ąĖčéčīčüčÅ ą┐čĆą░ą▓ąĖą╗čīąĮąŠ ąĮčāąČąĮąŠ? ąĪąĄč鹥ą▓ąŠą╣ čäąĖą╗čīčéčĆ ąĖ ą║ą░ą▒ąĄą╗ąĖ, ą▓ą║ą╗čÄčćą░čÅ čüčéą░ąĮąŠą║, ą▓čüąĄ ąĖą╝ąĄčÄčé ąĘą░ąĘąĄą╝ą╗čÅčÄčēąĖąĄ ą║ąŠąĮčéą░ą║čéčŗ, ąĮąŠ ą┐ąŠą┤ą║ą╗čÄč湥ąĮ ą╗ąĖ čŹč鹊čé ą║ąŠąĮčéą░ą║čé ą▓ąĮčāčéčĆąĖ čüčéą░ąĮą║ą░ - ąĮąĄ ą┐čĆąŠą▓ąĄčĆąĖčłčī. ą¤ąĖą╗čÄ ąĖąĘ ą▓čüą┐ąĄąĮąĄąĮąĮąŠą│ąŠ ą¤ąÆąź ą▓ąŠčé čéą░ą║čāčÄ čäąĖą│čāčĆą║čā - čŹč鹊 ą┐čĆąŠčüč鹊 č鹥čüč鹊ą▓ą░čÅ ą┤ąĄčéą░ą╗čī ąĮąĖ ą┤ą╗čÅ č湥ą│ąŠ ą║ąŠąĮą║čĆąĄčéąĮąŠ ąĮąĄ ą┐čĆąĄą┤ąĮą░ąĘąĮą░č湥ąĮąĮą░čÅ:  ąŁčéąĖ čĆą░ąĘą╝ąĄčĆčŗ - ąŠčüąŠą▒ąĄąĮąĮąŠ ą┐ą░ąĘčŗ ąĖ ą▓čŗčüčéčāą┐čŗ - ąĖ ą▒čŗą╗ąĖ čü ą▒ąŠą╗čīčłąĖą╝ąĖ ą┐ąŠą│čĆąĄčłąĮąŠčüčéčÅą╝ąĖ. ą¤ąŠčüą╗ąĄ čäčĆą░ąĘčŗ nhrib - ąĮąĄą┐čĆą░ą▓ąĖą╗čīąĮą░čÅ čüčéčĆą░č鹥ą│ąĖčÅ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ - ąĘą░ą┤čāą╝ą░ą╗čüčÅ, ą┐ąŠą╝ąĄąĮčÅą╗, ą┐ąŠčłą╗ąĖ ą▒ąŠą╗ąĄąĄ ą┐čĆą░ą▓ąĖą╗čīąĮčŗąĄ čĆą░ąĘą╝ąĄčĆčŗ - ąĮąĄ čüą║ą░ąČčā, čćč鹊 ąĖą┤ąĄą░ą╗čīąĮčŗąĄ, ąĮąŠ čüčéą░ą╗ąŠ ą┐ąŠąĮčÅčéąĮąŠ ą║čāą┤ą░ ą┤ą▓ąĖą│ą░čéčīčüčÅ. ąźąŠčéčÅ ą┐ąŠč湥ą╝čā čäčĆąĄąĘą░ ąĖą╝ąĄąĄčé ą╝ąĄąĮčīčłąĖą╣ čĆą░ąĘą╝ąĄčĆ, ą▓čüčæ čĆą░ą▓ąĮąŠ ąĮąĄčÅčüąĮąŠ. ąÆąŠąŠą▒čēąĄ ąČąĄ, ą│ą╗ą░ą▓ąĮčŗąĄ ąĮąŠą▓ąŠčüčéąĖ čéą░ą║ąĖąĄ - ą┐ąŠą┤čĆąŠą▒ąĮąŠ ąŠą┐ąĖčüą░ą╗ ą▓čüčæ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čÄ - ąŠąĮąĖ čüąĮąŠą▓ą░ ą│ąŠč鹊ą▓čŗ ąĘą░ čüą▓ąŠą╣ čüčćčæčé ąĘą░ą▒čĆą░čéčī čüčéą░ąĮąŠą║ ą┤ą╗čÅ ą┐čĆąŠą▓ąĄčĆą║ąĖ (ąĮą░ą┐čĆąĖą╝ąĄčĆ, ą▓ ą┐čāčéą░ąĮąĖčåąĄ ą▓ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĖ ą┤ą▓ąĖąČąĄąĮąĖčÅ ą┐ąŠą┤ąŠąĘčĆąĄą▓ą░čÄčé ą┐ą╗ąŠčģąŠą╣ ą║ąŠąĮčéą░ą║čé ą▓ ąŠą▒ą╝ąŠčéą║ąĄ ą┤ą▓ąĖą│ą░č鹥ą╗čÅ, ąŠčéč湥ą│ąŠ "čäą░ąĘą░ ąĮąĄ čéą░"). ąØąŠ čģąŠčéčÅčé čüčéą░ąĮąŠą║ čāąČąĄ ą▓ ą║ąŠą╝ą┐ą╗ąĄą║č鹥 čü ą║ąŠą╝ą┐ąŠą╝, čćč鹊ą▒čŗ čüčĆą░ąĘčā ą▓čüčæ ąĖ ą┤ąŠ ą║ąŠąĮčåą░ ą┤ąŠą▒ąĖčéčī. ą¤ąŠčŹč鹊ą╝čā, čĆąĄčłąĖą╗ ąĮą░ ą▓čüčÅą║ąĖą╣ čüą╗čāčćą░ą╣ ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░čéčī ą┤čĆčāą│čāčÄ ą╝ą░č鹥čĆąĖąĮčüą║čāčÄ ą┐ą╗ą░čéčā - č鹥ą┐ąĄčĆčī ąŠąĘą░ą┤ą░č湥ąĮ. ąæąŠčÄčüčī ąĘą░ą│ą░ą┤čŗą▓ą░čéčī, ąĮąŠ ąĄčüčéčī ą▓ąĄčĆąŠčÅčéąĮąŠčüčéčī, čćč鹊 ą┐ąŠčćčéąĖ ą▓čüąĄ ą┐čĆąŠą▒ą╗ąĄą╝čŗ, čćč鹊 ą╝ąĄąĮčÅ ą╝čāčćąĖą╗ąĖ - čāčłą╗ąĖ (čéčīčäčā-čéčīčäčā-čéčīčäčā). ąÆč湥čĆą░ ą┐čĆąŠčüą▓ąĄčĆą╗ąĖą╗ ą┐ą╗ą░čéčā ą┤ą╗čÅ ą┐ąŠą╗ąŠą▓ąĖąĮčŗ UV ą╝ą░čéčĆąĖčåčŗ - ąŠą║ąŠą╗ąŠ 1500 ąŠčéą▓ąĄčĆčüčéąĖą╣ - ą┐čĆąŠą┐čāčüą║ąŠą▓ čłą░ą│ąŠą▓ ąĖ ą▓čĆąĄąĘą░ąĮąĖą╣ čäčĆąĄąĘčŗ ą▓ čüč鹊ą╗ ąĖ čäąĖčłą║čā Auto Z ąĮąĄ čüą╗čāčćąĖą╗ąŠčüčī. ą¤ąŠą║ą░ ąŠčüčéą░ą╗ąĖčüčī č鹊ą╗čīą║ąŠ ą┐ąŠą│čĆąĄčłąĮąŠčüčéąĖ ą▓ čĆą░ąĘą╝ąĄčĆą░čģ. ąóąĄą┐ąĄčĆčī ą▓ąŠčé ą▓ čĆą░ąĘą┤čāą╝čīčÅčģ - ąŠčéą┐čĆą░ą▓ą╗čÅčéčī ą╗ąĖ čüčéą░ąĮąŠą║ ąĖ ą║ąŠą╝ą┐. ąĪ ąŠą┤ąĮąŠą╣ čüč鹊čĆąŠąĮčŗ čģąŠč湥čéčüčÅ, čćč鹊ą▒čŗ ąĄą│ąŠ ą▓čüčæ ąČąĄ ą┐čĆąŠą▓ąĄčĆąĖą╗ąĖ. ąĪ ą┤čĆčāą│ąŠą╣ - ą░ ąĮčā ą║ą░ą║ ą┤ąĄą╗ąŠ ą▓ ą║ąŠą╝ą┐ąĄ ą▒čŗą╗ąŠ, ąĖ, ą┐ąŠą╗čāčćą░ąĄčéčüčÅ, ą▒čāą┤čā ą▓čŗą│ą╗čÅą┤ąĄčéčī ą┤čāčĆą░ą║ąŠą╝. ąöą░ ąĖ ą▒ąĄąĘ čüčéą░ąĮą║ą░ ąĮą░ 3 ąĮąĄą┤ąĄą╗ąĖ čüąĮąŠą▓ą░ ąŠčüčéą░ą▓ą░čéčīčüčÅ ąĮąĄ čģąŠč湥čéčüčÅ. Sailanser ą┐ąĖčüą░ą╗(ą░): ą┐ąĖą╗ąĖą╝ ą║čĆčāą│ ą┐čāčüą║ą░ą╣ ą▒čāą┤ąĄčé 20 ą╝ą╝ ą▓ ą┤ąĖą░ą╝, čéą░ą║ ą▓ąŠčé ąĄčüą╗ąĖ ą┐ąĖą╗ąĖčéčī čüąĮą░čĆčāąČąĖ ą║ąŠąĮčéčāčĆą░ č鹊 ą▒čāą┤ąĄčé 20,2 ąĄčüą╗ąĖ ą▓ąĮčāčéčĆąĖ ą║ąŠąĮčéčāčĆą░ č鹊 19,8 čŹč鹊 ąĮą░ą┤ąŠ čāčćąĖčéčŗą▓ą░čéčī ąöą▓ą░ ą▓ąŠą┐čĆąŠčüą░: 1. ąÆčŗ ąĖą╝ąĄąĄč鹥 ą▓ą▓ąĖą┤čā, čćč鹊, ąĄčüą╗ąĖ ą┐ąĖą╗ąĖą╝ ą▓ąĮčāčéčĆąĖ, ąĮčāąČąĮąŠ čüčĆą░ąĘčā ąĮą░ ą┤ąĄčéą░ą╗ąĖ čāą║ą░ąĘčŗą▓ą░čéčī ąŠčéą▓ąĄčĆčüčéąĖąĄ 19.8 ?  2. ąĢčüą╗ąĖ ą┤ą░, č鹊 čĆą░ąĘą▓ąĄ CAM ąĮąĄ ą┤ąŠą╗ąČąĄąĮ čüą░ą╝ čāčćąĖčéčŗą▓ą░čéčī čéą░ą║ąĖąĄ ąĮčÄą░ąĮčüčŗ - čéą░ą╝ ą▓ąĄą┤čī ąĄčüčéčī "ą║ąŠą╝ą┐ąĄąĮčüą░čåąĖčÅ ąĖąĮčüčéčĆčāą╝ąĄąĮčéą░ - čüą╗ąĄą▓ą░\čüą┐čĆą░ą▓ą░\čåąĄąĮčéčĆ" - ? ąÜčüčéą░čéąĖ, ą╝ąŠąČąĄčé čā ą║ąŠą│ąŠ ąĄčüčéčī ąĖ ą║ąŠą╝čā ąĮąĄ ąČą░ą╗ą║ąŠ ą┐ąŠčüč鹊ą┐čĆąŠčåąĄčüčüąŠčĆą░ Mach3 ą┤ą╗čÅ MasterCAM X8 ?
_________________
ą¤ą╗ą░čéčŗ ą┤ą╗čÅ HLDI - čāčüčéą░ąĮąŠą▓ą║ąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ ąĘą░čüą▓ąĄčéą║ąĖ č乊č鹊čĆąĄąĘąĖčüčéą░.
ążąŠč鹊čĆąĄąĘąĖčüčéčŗ Ordyl Alpha 340 ąĖ AM 140.
ą¢ąĖą┤ą║ąŠąĄ ąŠą╗ąŠą▓ąŠ ą┤ą╗čÅ ą╗čāąČąĄąĮąĖčÅ ą┐ą╗ą░čé (ą▓ąĖą┤ąĄąŠ) - čüą░ą╝ąŠąĄ ą╗čāčćčłąĄąĄ ąĖ č鹊ą╗čīą║ąŠ čā ą╝ąĄąĮčÅ !
ą¤ą░čÅą╗čīąĮą░čÅ ą╝ą░čüą║ą░ XV501T-4 (5 čåą▓ąĄč鹊ą▓).
ąŚą░ą║ą░ąĘ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé - pcbsmac@gmail.com
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
Sailanser
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ąĖčÄąĮ 14, 2015 09:55:31 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 39
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 707
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ č乥ą▓ 01, 2006 22:29:02
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3050
ą×čéą║čāą┤ą░: ą│.ąĀąŠčüč鹊ą▓-ąĮą░-ąöąŠąĮčā
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
smacorp ą┐ąĖčüą░ą╗(ą░): ąöą▓ą░ ą▓ąŠą┐čĆąŠčüą░: 1. ąÆčŗ ąĖą╝ąĄąĄč鹥 ą▓ą▓ąĖą┤čā, čćč鹊, ąĄčüą╗ąĖ ą┐ąĖą╗ąĖą╝ ą▓ąĮčāčéčĆąĖ, ąĮčāąČąĮąŠ čüčĆą░ąĘčā ąĮą░ ą┤ąĄčéą░ą╗ąĖ čāą║ą░ąĘčŗą▓ą░čéčī ąŠčéą▓ąĄčĆčüčéąĖąĄ 19.8 ? 2. ąĢčüą╗ąĖ ą┤ą░, č鹊 čĆą░ąĘą▓ąĄ CAM ąĮąĄ ą┤ąŠą╗ąČąĄąĮ čüą░ą╝ čāčćąĖčéčŗą▓ą░čéčī čéą░ą║ąĖąĄ ąĮčÄą░ąĮčüčŗ - čéą░ą╝ ą▓ąĄą┤čī ąĄčüčéčī "ą║ąŠą╝ą┐ąĄąĮčüą░čåąĖčÅ ąĖąĮčüčéčĆčāą╝ąĄąĮčéą░ - čüą╗ąĄą▓ą░\čüą┐čĆą░ą▓ą░\čåąĄąĮčéčĆ" - ? 1. ąØąĄčé ąĮą░ąŠą▒ąŠčĆąŠčé 20,2 2. ąöą░ ąŠąĮ čāčćąĖčéčŗą▓ą░ąĄčé, ąĮąŠ ą╝ąŠąČąĄč鹥 čĆą░ą┤ąĖ ą┐čĆąĖą║ąŠą╗ą░ ą┐čĆąŠą▓ąĄčüčéąĖ ą╝ą░ą░ą░ą░ą░ą░ą░ą░ą░ą╗ąĄąĮčīą║ąĖą╣ 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčé ąĮą░ą┐čĆąĖą╝ąĄčĆ čéą░ ąČąĄ čäčĆąĄąĘą░ 3,175 čüą┤ąĄą╗ą░ą╣č鹥 čéčĆąĖ ąŠčéą▓ąĄčĆčüčéąĖčÅ ą┤ą╗čÅ ą▒ąŠą╗čéą░ ą£5 ą║ ą┐čĆąĖą╝ąĄčĆčā ąŠą┤ąĮąŠ č鹊čćąĮąŠ 5,0 ą┤čĆčāą│ąŠąĄ 4,8 čéčĆąĄčéčīąĄ 5,2 ą┐ąĖą╗čīąĮąĖč鹥 ą┐ąŠ ą▓ąĮčāčéčĆąĄąĮąĮąĄą╝čā, ąĖ ą▓čüčéą░ą▓čīč鹥 ą▒ąŠą╗čé. ą¤čĆąŠčüč鹊 čÅ čŹč鹊 ą║ č湥ą╝čā ą╗čÄą▒ą░čÅ ą╗ąĖąĮąĖčÅ ąĖą╝ąĄąĄčé č鹊ą╗čēąĖąĮčā ąĮčāą╗ąĄą▓ąŠą╣ ą▒čŗčéčī ąŠąĮą░ ąĮąĄ ą╝ąŠąČąĄčé, ą┐ąŠ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖčÄ, ąĖąĮą░č湥 ą╗ąĖąĮąĖčÄ ąĮąĄ ą▒čāą┤ąĄčé ą▓ąĖą┤ąĮąŠ, ąĮąŠą╗čī ąĮąĄčé ąĄąĄ ąĪąŠąŠčéą▓ąĄčéčüčéą▓ąĄąĮąĮąŠ ą║ąŠą│ą┤ą░ ą┐ąĖą╗ąĖą╝ ąĄčüą╗ąĖ ą┐ąŠ ą▓ąĮąĄčłąĮąĄą╝čā č鹊 čćčāčéčī ą▒ąŠą╗čīčłąĄ ą▓čŗčģąŠą┤ąĖčé, ąĄčüą╗ąĖ ą┐ąŠ ą▓ąĮčāčéčĆąĄąĮąĮąĄą╝čā č鹊 čćčāčéčī ą╝ąĄąĮčīčłąĄ. ąÜą░ą║ ą┐čĆąĖą╝ąĄčĆ ą┤ąĄą╗ą░ąĄą╝ čüąŠąĄą┤ąĖąĮąĄąĮąĖąĄ čłąĖą┐/ą┐ą░ąĘ, čüą║ą░ąČąĄą╝ ą║ ą┐čĆąĖą╝ąĄčĆčā 10 ą╝ą╝, ą┤ą╗ąĖąĮą░ ąĖ č鹊ą│ąŠ ąĖ ą┤čĆčāą│ąŠą│ąŠ, ą┐ąĖą╗ąĖą╝, ąŠą┤ąĮąŠ ą▓ ą┤čĆčāą│ąŠąĄ ą▓čģąŠą┤ąĖčé čü ąĮą░čéčÅą│ąŠą╝.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
smacorp
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ąĖčÄąĮ 14, 2015 12:13:14 |
|
| ąĪąŠą▒čāčéčŗą╗čīąĮąĖą║ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 61
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1363
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčé ąŠą║čé 22, 2013 04:37:23
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 2810
ą×čéą║čāą┤ą░: ąÜą░ąĘą░ąĮčī
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
Sailanser ą┐ąĖčüą░ą╗(ą░): ąĪąŠąŠčéą▓ąĄčéčüčéą▓ąĄąĮąĮąŠ ą║ąŠą│ą┤ą░ ą┐ąĖą╗ąĖą╝ ąĄčüą╗ąĖ ą┐ąŠ ą▓ąĮąĄčłąĮąĄą╝čā č鹊 čćčāčéčī ą▒ąŠą╗čīčłąĄ ą▓čŗčģąŠą┤ąĖčé, ąĄčüą╗ąĖ ą┐ąŠ ą▓ąĮčāčéčĆąĄąĮąĮąĄą╝čā č鹊 čćčāčéčī ą╝ąĄąĮčīčłąĄ ąÆčŗčģąŠą┤ąĖčé, čŹč鹊 ą║ą░čüą░ąĄčéčüčÅ ą▓čüąĄą│ąŠ? ąöą░ąČąĄ ąĄčüą╗ąĖ ą▓čŗą┐ąĖą╗ąĖą▓ą░čéčī ą┤ąĄčéą░ą╗čī ą┐ąŠ ą║ąŠąĮčéčāčĆčā (ą░ ąŠąĮ ą┐ąĖą╗ąĖčéčüčÅ ą┐ąŠ ą▓ąĮąĄčłąĮąĄą╝čā) ąĮčāąČąĮąŠ ąĘą░ą┤ą░ą▓ą░čéčī čĆą░ąĘą╝ąĄčĆ ą┤ąĄčéą░ą╗ąĖ ąĮą░ 0.2 ą╝ą╝. ą╝ąĄąĮčīčłąĄ, čćč鹊ą▒čŗ ą┐ąŠą┐ą░čüčéčī ą▓ ąĮčāąČąĮčŗą╣ čĆą░ąĘą╝ąĄčĆ? ąĢčüą╗ąĖ čéą░ą║, č鹊 ą║ą░ą║ąŠąĄ-č鹊 "čéą░ą╣ąĮąŠąĄ ąĘąĮą░ąĮąĖąĄ" ą┐ąŠą╗čāčćą░ąĄčéčüčÅ.
_________________
ą¤ą╗ą░čéčŗ ą┤ą╗čÅ HLDI - čāčüčéą░ąĮąŠą▓ą║ąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ ąĘą░čüą▓ąĄčéą║ąĖ č乊č鹊čĆąĄąĘąĖčüčéą░.
ążąŠč鹊čĆąĄąĘąĖčüčéčŗ Ordyl Alpha 340 ąĖ AM 140.
ą¢ąĖą┤ą║ąŠąĄ ąŠą╗ąŠą▓ąŠ ą┤ą╗čÅ ą╗čāąČąĄąĮąĖčÅ ą┐ą╗ą░čé (ą▓ąĖą┤ąĄąŠ) - čüą░ą╝ąŠąĄ ą╗čāčćčłąĄąĄ ąĖ č鹊ą╗čīą║ąŠ čā ą╝ąĄąĮčÅ !
ą¤ą░čÅą╗čīąĮą░čÅ ą╝ą░čüą║ą░ XV501T-4 (5 čåą▓ąĄč鹊ą▓).
ąŚą░ą║ą░ąĘ ą┐ąĄčćą░čéąĮčŗčģ ą┐ą╗ą░čé - pcbsmac@gmail.com
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
Sailanser
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÜčāą┐ąĖą╗ ą¦ą¤ąŻ, ą▓ąŠąĘąĮąĖą║ą╗ąĖ ą▓ąŠą┐čĆąŠčüčŗ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü ąĖčÄąĮ 14, 2015 12:20:27 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 39
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 707
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąĪčĆ č乥ą▓ 01, 2006 22:29:02
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3050
ą×čéą║čāą┤ą░: ą│.ąĀąŠčüč鹊ą▓-ąĮą░-ąöąŠąĮčā
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąØąĄčé, ąĘą░č湥ą╝, ą┐čĆąŠčüč鹊 čŹč鹊 ąĘąĮą░čéčī. ą» ą║ ą┐čĆąĖą╝ąĄčĆčā č鹊ą╗čīą║ąŠ ąŠčéą▓ąĄčĆčüčéąĖčÅ ąĮą░ą┐čĆąĖą╝ąĄčĆ ą┤ą╗čÅ ą║čĆąĄą┐ą╗ąĄąĮąĖčÅ ąĘą░ą┤ą░čÄ ąĮą░ 0,2 ą▒ąŠą╗čīčłąĄ. ą×čüčéą░ą╗čīąĮąŠąĄ ą┐ąĖą╗čÄ ą║ą░ą║ ąĄčüčéčī, čüą░ą┤ąĖčéčīčüčÅ čü ąĮąĄą▒ąŠą╗čīčłąĖą╝ ąĮą░čéčÅą│ąŠą╝. ąÜ ą┐čĆąĖą╝ąĄčĆčā ą╝ąĄčĆąĄąĄą╝ čĆą░ąĘčŖąĄą╝ ąĮą░ ą┐ąĄčĆąĄą┤ąĮčÄčÄ ą┐ą░ąĮąĄą╗čī ąŠąĮ ą┐ąŠą╗čāčćą░ąĄčéčüčÅ 15 ąĮą░ 12 ą╝ą╝ čĆąĖčüčāčÄ ą┐čĆčÅą╝ąŠčāą│ąŠą╗čīąĮąĖą║ 15,2 ąĖ 12,2 ą╝ą╝. ąśą╗ąĖ ą┤čĆčāą│ąŠą╣ ą┐ąŠčüą╗ąĄ ąĘą░ą╝ąĄčĆą░ ą┐ąŠą╗čāčćą░ąĄčéčüčÅ 17,75 ąĖ 14,78 ą┐čĆąŠčēąĄ čüą┤ąĄą╗ą░čéčī 18 ąĮą░ 15. ąŁč鹊 ąĮą░ą┤ąŠ ą┐ąŠ čüąĖčéčāą░čåąĖąĖ čüą╝ąŠčéčĆąĄčéčī ąó.ąĄ ą┐ąŠą╝ąĮąĖčéčī čćč鹊 ą┤ąŠą╗ąČąĄąĮ ą▒čŗčéčī ą┤ąŠą┐čāčüą║ ąĖąĮą░č湥 ąŠą┤ąĮąŠ ą▓ ą┤čĆčāą│ąŠąĄ čäąĖą│ ą▓čüčéą░ą▓ąĖč鹥 ąøąĖą▒ąŠ ą▓čüčéą░ą▓ąĖč鹥 ąĮąŠ ąŠč湥ąĮčī čéčāą│ąŠ ą▒čāą┤ąĄčé. ąĢčēąĄ ą┐ąŠą╝ąĮąĖčéčī čćč鹊 ą▓čüąĄ ą▓ąĮčāčéčĆąĄąĮąĮąĖąĄ čāą│ą╗čŗ ą▒čāą┤čāčé ąĖą╝ąĄčéčī čĆą░ą┤ąĖčāčü čĆą░ą▓ąĮčŗą╣ 0,5 ą┤ąĖą░ą╝ąĄčéčĆą░ čäčĆąĄąĘčŗ ąÜą░ą║ ą┐čĆąĖą╝ąĄčĆ ą╝ąŠąČąĄč鹥 ą┐ąŠčéčĆąĄąĮąĖčĆąŠą▓ą░čéčīčüčÅ ąĮą░ ąŠą▒čĆąĄąĘą║ą░čģ č湥ą│ąŠ ą╗ąĖą▒ąŠ. ąĪą┤ąĄą╗ą░ą╣č鹥 ą║ ą┐čĆąĖą╝ąĄčĆčā ą║čĆčāą│ 30 ą╝ą╝ ą┤ąĖą░ą╝ ąĖ ąĄą│ąŠ ą┐ąĖą╗čīąĮąĖč鹥 čüąĮą░čćą░ą╗ą░ ą┐ąŠ ą▓ąĮąĄčłąĮąĄą╝čā, ą┐ąŠč鹊ą╝ ą┐ąŠ ą▓ąĮčāčéčĆąĄąĮąĮąĄą╝čā, ą░ ą┐ąŠč鹊ą╝ ą▓čüčéą░ą▓čīč鹥 ąŠą┤ąĮąŠ ą▓ ą┤čĆčāą│ąŠąĄ ąĘ.čŗ ą¤ąŠ ąÆčüą┐ąĄąĮąĄąĮąĮąŠą╝čā ą¤ąÆąź čéčāčé č鹊ąČąĄ ąĮą░ą┤ąŠ čüą╝ąŠčéčĆąĄčéčī ą║ą░ą║ ą┐ąĖą╗ąĖčéčī, ą▓čüčéčĆąĄčćąĮąŠ ąĖą╗ąĖ ą┐ąŠą┐čāčéąĮąŠ, ą▓ ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéąĖ ąŠčé čŹč鹊ą│ąŠ čüčéčĆčāąČą║ą░ ą║ąŠč鹊čĆą░čÅ ąŠč湥ąĮčī ą╗ąĖą┐čāčćą░čÅ (čüčéą░čéąĖą║ą░) ą▒čāą┤ąĄčé ąŠčüčéą░ą▓ą░čéčīčüčÅ ą╗ąĖą▒ąŠ ąĮą░ ąĘą░ą│ąŠč鹊ą▓ą║ąĄ, ą╗ąĖą▒ąŠ ąĮą░ ą┤ąĄčéą░ą╗čīą║ąĄ ąĘ.čŗ2 ąŁč鹊 ą▓čŗ ąĄčēąĄ ą┤ąŠ ą┐ą╗ą░čüčéąĖą║ąŠą▓ ąĮąĄ ą┤ąŠą▒čĆą░ą╗ąĖčüčī ą▓ąŠčé ą│ą┤ąĄ čüą░ą╝ąŠąĄ ą▓ąĄčüąĄą╗čīąĄ čćčāčéčī ąĮąĄ čéą░ą║ čĆąĄąČąĖą╝ ąĖ čüą║ąŠčĆąŠčüčéčī ą┐ąŠčüčéą░ą▓ąĖčłčī ąĖ čéčĆčŗąĮą┤ąĄčå ą┐ą╗ą░čüčéąĖą║ ą┐ą╗ą░ą▓ąĖčéčīčüčÅ ąĖ ąĮą░ čäčĆąĄąĘčā ąĮą░ą╝ą░čéčŗą▓ą░ąĄčéčüčÅ  ąĢčüą╗ąĖ ą▓ ąŠą▒čēąĄą╝ č鹊 ąĮą░ą┤ąŠ ą▓čüąĄ čāčćąĖčéčŗą▓ą░čéčī č鹊ą│ą┤ą░ ą┐ąŠą╗čāčćą░ąĄą╝ ą▓ąĄą╗ą╗ąĖą║ąŠą╗ąĄą┐ąĮčŗąĄ čĆąĄąĘčāą╗čīčéą░čéčŗ.              
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
|
ąĪčéčĆą░ąĮąĖčåą░ 6 ąĖąĘ 7
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 139 ] |
... , , , , |
ąÜč鹊 čüąĄą╣čćą░čü ąĮą░ č乊čĆčāą╝ąĄ |
ąĪąĄą╣čćą░čü čŹč鹊čé č乊čĆčāą╝ ą┐čĆąŠčüą╝ą░čéčĆąĖą▓ą░čÄčé: ąĮąĄčé ąĘą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮąĮčŗčģ ą┐ąŠą╗čīąĘąŠą▓ą░č鹥ą╗ąĄą╣ ąĖ ą│ąŠčüčéąĖ: 25 |
|
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąĮą░čćąĖąĮą░čéčī č鹥ą╝čŗ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąŠčéą▓ąĄčćą░čéčī ąĮą░ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░čéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čāą┤ą░ą╗čÅčéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ą┤ąŠą▒ą░ą▓ą╗čÅčéčī ą▓ą╗ąŠąČąĄąĮąĖčÅ
|

|
|