|
ążąŠčĆčāą╝ ąĀą░ą┤ąĖąŠąÜąŠčé • ą¤čĆąŠčüą╝ąŠčéčĆ č鹥ą╝čŗ - ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║
ąĪąŠąŠą▒čēąĄąĮąĖčÅ ą▒ąĄąĘ ąŠčéą▓ąĄč鹊ą▓ | ąÉą║čéąĖą▓ąĮčŗąĄ č鹥ą╝čŗ
 
|
ąĪčéčĆą░ąĮąĖčåą░ 10 ąĖąĘ 14
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 270 ] |
... , , , , , , , |
| ąÉą▓č鹊čĆ |
ąĪąŠąŠą▒čēąĄąĮąĖąĄ |
alekselektrik01

|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║  ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ą░ą▓ą│ 18, 2021 00:09:20 |
|
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü ą░ą▓ą│ 01, 2021 13:46:54
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 19
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
(ą» ąŠą┐čÅčéčī ąŠą▒ąĮąŠą▓ąĖą╗ ą░čĆčģąĖą▓ čü v1.1b) ąśąĘą▓ąĖąĮčÅčÄčüčī !č湥čé čÅ čāąČąĄ ąĘą░ą┐čāčéą░ą╗čüčÅ ! ą│ą┤ąĄ ąŠąĮ ąĮą░čģąŠą┤ąĖčéčüčÅ ?ąŠčéą║čāą┤ą░ čüą║ą░čćąĖą▓ą░čéčī ?
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
 |
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ą░ą▓ą│ 18, 2021 18:26:07 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
(ą» ąŠą┐čÅčéčī ąŠą▒ąĮąŠą▓ąĖą╗ ą░čĆčģąĖą▓ čü v1.1b) ąśąĘą▓ąĖąĮčÅčÄčüčī !č湥čé čÅ čāąČąĄ ąĘą░ą┐čāčéą░ą╗čüčÅ ! ą│ą┤ąĄ ąŠąĮ ąĮą░čģąŠą┤ąĖčéčüčÅ ?ąŠčéą║čāą┤ą░ čüą║ą░čćąĖą▓ą░čéčī ? https://drive.google.com/drive/mobile/f ... sp=sharingąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 4 hours 41 minute:*Trigger*, ąÉčĆčüąĄąĮąĖą╣, ą░ ąĘą░ čćč鹊 ąŠčéą▓ąĄčćą░ąĄčé ą▓ąŠčé čŹč鹊čé ą┐ą░čĆą░ą╝ąĄčéčĆ? (winding.h) ąĪą┐ą░čüąĖą▒ąŠ! #define GUIDE_MOTOR_ACCEL_RPS 1UL //in 0.1 rps/sec units #define GUIDE_MOTOR_ACCEL_FREQ (GUIDE_MOTOR_ACCEL_RPS * GUIDE_MOTOR_MICROSTEPS_PER_REVOLUTION) #define GUIDE_MOTOR_ACCEL_FREQ_STEP (GUIDE_MOTOR_ACCEL_FREQ * MOTOR_ACCEL_PERIOD / 10000) #define MOTOR_FREQ_MIN 3 ą£ąĖąĮąĖą╝ą░ą╗čīąĮą░čÅ čćą░čüč鹊čéą░ ą╝ąŠč鹊čĆą░ 3? čéčĆąĖ č湥ą│ąŠ? ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 5 hours 36 minutes 34 seconds:ąÆąŠčé ąĄčēčæ ąŠą▒ąĮą░čĆčāąČąĖą╗: https://www.youtube.com/watch?v=4k5eocw-NF4ą¤čĆąŠą▓ąĄčĆąĖą╗ čÅ ąĖ ą┐ąĄčĆą▓čāčÄ ą▓ąĄčĆčüąĖčÄ ą┐čĆąŠčłąĖą▓ą║ąĖ čéą░ą╝ č鹊čćąĮąŠ čéą░ą║ ąČąĄ. ąĪčéčĆą░ąĮąĮąŠ čćč鹊 ąĖąĘ ąæąŠą╗ą│ą░čĆąĖąĖ ą┤čÅą┤ąĄąĮčīą║ą░ ąĮąĖč湥ą│ąŠ ąŠą▒ čŹč鹊ą╝ ąĮąĄ čüą║ą░ąĘą░ą╗. ąÜąŠč鹊čĆčŗą╣ ą║ą░čéčāčłą║ąĖ ąĖąĘ ą┐čĆąŠą▓ąŠą╗ą║ąĖ 4 ą╝ą╝ ą╝ąŠčéą░ąĄčé ą¤čĆąĖą▓ąĄčé ąĖąĘ ąæąŠą╗ą│ą░čĆąĖąĖ, čÅ ą┐ąŠčćčéąĖ ąĘą░ą║ąŠąĮčćąĖą╗ čüą▓ąŠčÄ ą╝ą░čłąĖąĮčā čü ą¦ą¤ąŻ. ą» čģąŠčćčā ą┐ąŠą▒ą╗ą░ą│ąŠą┤ą░čĆąĖčéčī ą▓ą░čü, čĆąĄą▒čÅčéą░, ąĘą░ ą┐čĆąŠą│čĆą░ą╝ą╝ąĮąŠąĄ ąŠą▒ąĄčüą┐ąĄč湥ąĮąĖąĄ. ąĀą░ą▒ąŠčéą░ąĄčé ąŠčéą╗ąĖčćąĮąŠ. ąÆąĮą░čćą░ą╗ąĄ ą╝ą░čłąĖąĮą░ ą▒čŗą╗ą░ čü NEMA23, ąĮąŠ čüąĄą│ąŠą┤ąĮčÅ čÅ ą┐ąĄčĆąĄčłąĄą╗ ąĮą░ NEMA34 12NM. NEMA23 ąĖą╝ąĄąĄčé čéčĆčāą┤ąĮąŠčüčéąĖ čü 1,4 ą╝ą╝ ąĖ ą▒ąŠą╗ąĄąĄ. ąóąĄą┐ąĄčĆčī čü ąĮąŠą▓čŗą╝ ą╝ąŠč鹊čĆąŠą╝ čÅ ą╝ąŠą│čā ą▒ąĄąĘ ą┐čĆąŠą▒ą╗ąĄą╝ ąĮą░ą╝ą░čéčŗą▓ą░čéčī 4-ą╝ąĖą╗ą╗ąĖą╝ąĄčéčĆąŠą▓čŗą╣ ą┐čĆąŠą▓ąŠą┤. ąĢčüčéčī ąĄčēąĄ ąĮąĄčüą║ąŠą╗čīą║ąŠ ąĮąĄąĘąĮą░čćąĖč鹥ą╗čīąĮčŗčģ ąĖąĘą╝ąĄąĮąĄąĮąĖą╣, ąĮąŠ ą┐ąŠąĘąČąĄ. ąöą╗čÅ ą┐ąĖčéą░ąĮąĖčÅ čÅ ąĖčüą┐ąŠą╗čīąĘčāčÄ č鹊čĆąŠąĖą┤ą░ą╗čīąĮčŗą╣ čéčĆą░ąĮčüč乊čĆą╝ą░č鹊čĆ 100V 5A. ą¤ąŠą┤ąĄą╗čÄčüčī ą▓ą░ą╝ čüą▓ąŠąĄą╣ ą┐ąĄčćą░čéąĮąŠą╣ ą┐ą╗ą░č鹊ą╣ čü ą╝ąĖą║čĆąŠą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆąŠą╝. https://imgur.com/a/J4o2tTJ
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
*Trigger*
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ ą░ą▓ą│ 18, 2021 22:37:47 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
 |
ąÜą░čĆą╝ą░: 81
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1377
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą╝ą░ą╣ 11, 2009 14:15:00
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3059
ą×čéą║čāą┤ą░: ąĪą¤ą▒
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
ą£ąĄą┤ą░ą╗ąĖ: 1
")
|
spov2 ą┐ąĖčüą░ą╗(ą░): #define MOTOR_FREQ_MIN 3
ą£ąĖąĮąĖą╝ą░ą╗čīąĮą░čÅ čćą░čüč鹊čéą░ ą╝ąŠč鹊čĆą░ 3? čéčĆąĖ č湥ą│ąŠ? ąŁč鹊 čćą░čüč鹊čéą░ ąĖą╝ą┐čāą╗čīčüąŠą▓ STEP čüčĆą░ąĘčā ą┐ąŠčüą╗ąĄ ąĘą░ą┐čāčüą║ą░ ą║ą░ą║ąŠą│ąŠ-ą╗ąĖą▒ąŠ ąĖąĘ ą┤ą▓ąĖą│ą░č鹥ą╗ąĄą╣. ąóąŠ ąĄčüčéčī ąĮą░čćą░ą╗čīąĮąŠąĄ ąĘąĮą░č湥ąĮąĖąĄ, čü ą║ąŠč鹊čĆąŠą│ąŠ ąĮą░čćąĖąĮą░ąĄčéčüčÅ čĆą░ąĘą│ąŠąĮ. ąĢą┤ąĖąĮąĖčåą░ ąĖąĘą╝ąĄčĆąĄąĮąĖčÅ - ąōčå. spov2 ą┐ąĖčüą░ą╗(ą░): ą» ą┤čāą╝ą░čÄ, čŹč鹊 čüą▓čÅąĘą░ąĮąŠ čü č鹥ą╝, čćč鹊 ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ ą▓čĆą░čēąĄąĮąĖčÅ ą©ąö čāą║ą╗ą░ą┤čćąĖą║ą░ čĆąĄąĘą║ąŠ ą╝ąĄąĮčÅąĄčéčüčÅ ą▒ąĄąĘ ąĘą░ą╝ąĄą┤ą╗ąĄąĮąĖčÅ/čāčüą║ąŠčĆąĄąĮąĖčÅ. ąÜąŠą│ą┤ą░ čłą░ą│ ą╝ą░ą╗ąĄąĮčīą║ąĖą╣, čüą║ąŠčĆąŠčüčéčī ą▓čĆą░čēąĄąĮąĖčÅ ą©ąö ąĮąĄą▓ąĄą╗ąĖą║ą░, ąĖ ą╝ą│ąĮąŠą▓ąĄąĮąĮą░čÅ čüą╝ąĄąĮą░ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ąĮąĄ ą▓čŗąĘčŗą▓ą░ąĄčé ą┐čĆąŠą▒ą╗ąĄą╝. ąÉ ą┐čĆąĖ ą▒ąŠą╗čīčłąĖčģ čłą░ą│ą░čģ ą©ąö ąĮąĄ čāčüą┐ąĄą▓ą░ąĄčé ąŠčüčéą░ąĮąŠą▓ąĖčéčīčüčÅ ąĖ ąĘą░ąĮąŠą▓ąŠ čĆą░čüą║čĆčāčéąĖčéčīčüčÅ ą▓ ąŠą▒čĆą░čéąĮčāčÄ čüč鹊čĆąŠąĮčā, ąĖ, ą▓ čĆąĄąĘčāą╗čīčéą░č鹥, ąĮą░čćąĖąĮą░ąĄčé ą┤ąĄčĆą│ą░čéčīčüčÅ ąŠą║ąŠą╗ąŠ ąŠą┤ąĮąŠą│ąŠ ą┐ąŠą╗ąŠąČąĄąĮąĖčÅ. ąÉąĮą░ą╗ąŠą│ąĖčćąĮą░čÅ čüąĖčéčāą░čåąĖčÅ ąĮą░ą▒ą╗čÄą┤ą░ąĄčéčüčÅ, ąĄčüą╗ąĖ ą┐ąŠą┐čŗčéą░čéčīčüčÅ ąĘą░ą┐čāčüčéąĖčéčī ą©ąö čüčĆą░ąĘčā ąĮą░ ą▒ąŠą╗čīčłąŠą╣ čüą║ąŠčĆąŠčüčéąĖ, ą▒ąĄąĘ ą┐ą╗ą░ą▓ąĮąŠą│ąŠ čĆą░ąĘą│ąŠąĮą░. ą¦č鹊ą▒čŗ čāą▒ąĄą┤ąĖčéčīčüčÅ, čćč鹊 ą┐čĆąŠą▒ą╗ąĄą╝ą░ ąĖą╝ąĄąĮąĮąŠ ą▓ čŹč鹊ą╝, ą┐ąŠą┐čĆąŠą▒čāą╣č鹥 ąĘą░ą┐čāčüčéąĖčéčī ąĮą░ą╝ąŠčéą║čā čü ą▓ą║ą╗čÄč湥ąĮąĮąŠą╣ ą┐ą░čāąĘąŠą╣ ą╝ąĄąČą┤čā čüą╗ąŠčÅą╝ąĖ. ą¤ąŠčģąŠąČąĄ, ąĮčāąČąĮąŠ ą▓ą▓ąŠą┤ąĖčéčī ąŠčüčéą░ąĮąŠą▓ą║čā ąĖ ą┐ą╗ą░ą▓ąĮčŗą╣ čĆą░ąĘą│ąŠąĮ ą▓ ą║ąŠąĮčåąĄ ą║ą░ąČą┤ąŠą│ąŠ čüą╗ąŠčÅ. ąÆ ąĖą┤ąĄą░ą╗ąĄ, ąĮčāąČąĮąŠ ą┤ąĄą╗ą░čéčī ąĄčēčæ ąĖ ą┐ą╗ą░ą▓ąĮčāčÄ ąŠčüčéą░ąĮąŠą▓ą║čā, čé.ąĄ. ąŠą│čĆą░ąĮąĖčćąĖą▓ą░čéčī čāčüą║ąŠčĆąĄąĮąĖąĄ ąĮąĄ č鹊ą╗čīą║ąŠ ą┐čĆąĖ čĆą░ąĘą│ąŠąĮąĄ, ąĮąĖ ą┐čĆąĖ ąĘą░ą╝ąĄą┤ą╗ąĄąĮąĖąĖ, ąĘą░čĆą░ąĮąĄąĄ ąĮą░čćąĖąĮą░čÅ čüąĮąĖąČą░čéčī čüą║ąŠčĆąŠčüčéčī. ąöąŠą▒ą░ą▓ąĖčéčī ąŠą▒čŗčćąĮčāčÄ čĆąĄąĘą║čāčÄ ąŠčüčéą░ąĮąŠą▓ą║čā ąĖ ą┐ą╗ą░ą▓ąĮčŗą╣ čĆą░ąĘą│ąŠąĮ ą▓ ąĮą░čćą░ą╗ąĄ čüą╗ąŠčÅ ą╗ąĄą│ą║ąŠ. ąÉ ą▓ąŠčé ą┐ą╗ą░ą▓ąĮą░čÅ ąŠčüčéą░ąĮąŠą▓ą║ą░ - čŹč鹊 ąĮąĄ ąŠč湥ąĮčī ą┐čĆąŠčüč鹊. ąóą░ą╝ ąĮčāąČąĮąŠ ą▒čāą┤ąĄčé čģąŠčĆąŠčłąŠ ą┐ąŠą┤čāą╝ą░čéčī ąĖ ą┐ąŠčüčćąĖčéą░čéčī. ąÆ čüą▓čÅąĘąĖ čü čŹčéąĖą╝ ą▓ąŠą┐čĆąŠčü: ą░ ąĮčāąČąĮą░ ą╗ąĖ ąŠąĮą░? ą¤ąŠ čüčāčéąĖ, ąĮčāąČąĮąŠ ą┐ąŠąĮčÅčéčī, ą╝ąŠąČąĄčé ą╗ąĖ ą©ąö ąŠčüčéą░ąĮąŠą▓ąĖčéčīčüčÅ ą╝ą│ąĮąŠą▓ąĄąĮąĮąŠ, ąĮąĄ čüą┤ąĄą╗ą░ą▓ ą╗ąĖčłąĮąĖčģ/ąĮąĄ ą┐čĆąŠą┐čāčüčéąĖą▓ čłą░ą│ąŠą▓. ą£ąŠąČąĮąŠ čŹč鹊 ą┐čĆąŠą▓ąĄčĆąĖčéčī, ąĘą░ą┤ą░ą▓ čéą░ą║ąĖąĄ čłą░ą│ ąĖ čćąĖčüą╗ąŠ ą▓ąĖčéą║ąŠą▓, čćč鹊ą▒čŗ, ą▓ąŠ-ą┐ąĄčĆą▓čŗčģ, ą©ąö čāčüą┐ąĄą╗ąĖ čĆą░ąĘąŠą│ąĮą░čéčīčüčÅ ą┤ąŠ ą╝ą░ą║čü. čüą║ąŠčĆąŠčüčéąĖ, ą░ ą▓ąŠ-ą▓č鹊čĆčŗčģ, čćč鹊ą▒čŗ ą©ąö čāą║ą╗ą░ą┤čćąĖą║ą░ ą┤ąĄą╗ą░ą╗ čåąĄą╗ąŠąĄ čćąĖčüą╗ąŠ ąŠą▒ąŠčĆąŠč鹊ą▓. ą¦ąĖčüą╗ąŠ ą▓ąĖčéą║ąŠą▓ ą▓ čüą╗ąŠąĄ čāčüčéą░ąĮąŠą▓ąĖčéčī čéą░ą║, čćč鹊ą▒čŗ ą▒čŗą╗ ąŠą┤ąĖąĮ čüą╗ąŠą╣. ąŚą░č鹥ą╝ ą┐ąŠą╝ąĄčéąĖčéčī ąĮą░čćą░ą╗čīąĮąŠąĄ ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ ą©ąö ąĖ ąĘą░ą┐čāčüčéąĖčéčī ąĮą░ą╝ąŠčéą║čā ąĮąĄčüą║ąŠą╗čīą║ąŠ čĆą░ąĘ ą┐ąŠą┤čĆčÅą┤ (10-20). ąĢčüą╗ąĖ ąŠą▒ą░ ą©ąö ą┐ąŠčüą╗ąĄ čŹč鹊ą│ąŠ ą▓ąĄčĆąĮčāčéčüčÅ ą▓ ąĖčüčģąŠą┤ąĮąŠąĄ ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ, ą┐ą╗ą░ą▓ąĮąŠą│ąŠ ąĘą░ą╝ąĄą┤ą╗ąĄąĮąĖčÅ ąĮąĄ ąĮčāąČąĮąŠ. ąØąŠ čŹč鹊 ąĮąĄ čüąŠą▓čüąĄą╝ ą║ąŠčĆčĆąĄą║čéąĮčŗą╣ č鹥čüčé, čé.ą║. ąĮąĄčé ąĮą░ą│čĆčāąĘą║ąĖ ąĮą░ ą▓ą░ą╗ą░čģ ą©ąö. ą¤čĆąĖ ąĮą░ą╝ąŠčéą║ąĄ čéčÅąČčæą╗ąŠą╣ ą║ą░čéčāčłą║ąĖ ą╝ąŠą│čāčé ą▓čŗą╗ąĄąĘčéąĖ ą┐čĆąŠą▒ą╗ąĄą╝čŗ. ąÜ čüą╗ąŠą▓čā, ą▓ čüčéą░ąĮą║ą░čģ čü ą¦ą¤ąŻ čāčüą║ąŠčĆąĄąĮąĖąĄ ąŠą│čĆą░ąĮąĖčćąĖą▓ą░ąĄčéčüčÅ ą║ą░ą║ ą┐čĆąĖ čĆą░ąĘą│ąŠąĮąĄ, čéą░ą║ ąĖ ą┐čĆąĖ č鹊čĆą╝ąŠąČąĄąĮąĖąĖ.
_________________
ąŁč鹊čé ą┐ąŠčüčé ąŠą║ą░ąĘą░ą╗čüčÅ ą┐ąŠą╗ąĄąĘąĄąĮ? ąØąĄ ą┐ąŠą╗ąĄąĮąĖčüčī, ąĮą░ąČą╝ąĖ  čüą╗ąĄą▓ą░! čüą╗ąĄą▓ą░!
  
ąÜčāą┐ą╗čÄ ąĖąĮą┤ąĖą║ą░č鹊čĆčŗ ąśąóąĪ-1ąÉ, ąśąóąĪ-1ąæ, ąśąōąÆ1-8čģ5ąø, ąśąōą¤ąĪ1-222/7, ąśąōą¤ąĪ1-111/7 ąĖ ą┐ąŠą┤ąŠą▒ąĮčŗąĄ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¦čé ą░ą▓ą│ 19, 2021 01:40:10 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą» ą┤čāą╝ą░čÄ, čŹč鹊 čüą▓čÅąĘą░ąĮąŠ čü č鹥ą╝, čćč鹊 ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ ą▓čĆą░čēąĄąĮąĖčÅ ą©ąö čāą║ą╗ą░ą┤čćąĖą║ą░ čĆąĄąĘą║ąŠ ą╝ąĄąĮčÅąĄčéčüčÅ ą▒ąĄąĘ ąĘą░ą╝ąĄą┤ą╗ąĄąĮąĖčÅ/čāčüą║ąŠčĆąĄąĮąĖčÅ. ąŁč鹊 ą▓čĆčÅą┤ ą╗ąĖ. ą» ą╝ąĮąŠą│ąŠ ąĮą░ą▒ą╗čÄą┤ą░ą╗ ąĘą░ čĆą░ą▒ąŠč鹊ą╣ čłą░ą│ąŠą▓ąĖą║ąŠą▓ ąĮą░ ą¦ą¤ąŻ čäčĆąĄąĘąĄčĆą░čģ. ąóą░ą╝ ą▓ą░čēąĄ čĆąĄąĘą║ąĖąĄ čüą╝ąĄąĮčŗ ąĖ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ąĖ ąĮą░ą│čĆčāąĘą║ąĖ. ąĀą░ą▒ąŠčéą░čÄčé ąĮą░ ąĘą░ą┤ą░ąĮąĮčŗčģ ąŠą▒ąŠčĆąŠčéą░čģ ą▒ąĄąĘ ą▓čüčÅą║ąĖčģ ąĘą░ą╝ąĄą┤ą╗ąĄąĮąĖą╣. ąÆąŠ ą▓čüąĄčģ čéčĆąĄčģ ąŠčüčÅčģ. ą¦č鹊-č鹊 ą┤čĆčāą│ąŠąĄ. ą£ąŠąČąĄčé ąĘą░ą▓ąĖčüąĄčéčī ąŠčé ą┤čĆą░ą╣ą▓ąĄčĆą░ ąĖ čüą░ą╝ąŠą│ąŠ ą┤ą▓ąĖąČą║ą░. ą» ą┐ąŠčüčéą░čĆą░čÄčüčī ąĮą░ą╣čéąĖ ą▓čĆąĄą╝čÅ ąĖ čüąŠą▒čĆą░čéčī 菹╗ąĄą║čéčĆąŠąĮąĖą║čā ąĮą░ ą▒ąŠą╗čīčłąŠą╣ čüčéą░ąĮąŠą║. ąóą░ą╝ nema23 ąĖ ą┤čĆą░ą╣ą▓ąĄčĆčŗ 6600. ąĢčüą╗ąĖ ąĖ čéą░ą╝ čéą░ą║ą░čÅ ąČąĄ čłąĮčÅą│ą░, č鹊 ąĮą░ą┤ąŠ ą▒čāą┤ąĄčé čüą╝ąŠčéčĆąĄčéčī ąĖ ąĘą░ą┐ąĖčüčŗą▓ą░čéčī ąĮą░ ąŠčüčåąĖą╗ą╗ąĄ-čåąĖčäčĆąŠą▓ąĖą║ąĄ čćč鹊 ą┐čĆąŠąĖčüčģąŠą┤ąĖčé ą▓ čŹč鹊čé ą╝ąŠą╝ąĄąĮčé. ąś ąĮą░čüč湥čé čłąĖčĆąĖąĮčŗ ąĮą░ą╝ąŠčéą║ąĖ 200 ą╝ą╝. ą×ąĮą░ č鹥čĆčÅąĄčé ą▓čüčÅą║ąĖą╣ čüą╝čŗčüą╗ ąĄąČąĄą╗ąĖ ąĮą░ą╝ą░čéčŗą▓ą░čéčī ą╝ąŠąČąĮąŠ č鹊ą╗čīą║ąŠ ą▓ąĖč鹊ą║ ą║ ą▓ąĖčéą║čā. ąĀą░ąĘą▓ąĄ, čćč鹊 ą║č鹊 č鹊 ą▒čāą┤ąĄčé čĆąĄąŠčüčéą░čéčŗ ą╝ąŠčéą░čéčī ąĖą╗ąĖ ą╝ąĖąĮąĖ ą║ą░čéčāčłą║čā ąóąĄčüą╗čŗ. ą¤čĆąŠą▒ąŠą▓ą░ą╗ ą▓čŗčüčéą░ą▓ą╗čÅčéčī 50 ą▓ąĖčéą║ąŠą▓, ą┐čĆąŠą▓ąŠą┤ ą┐ąŠą┤čĆą░ąĘčāą╝ąĄą▓ą░ą╗čüčÅ 0,1 ą╝ą╝ , ą░ čłą░ą│ 3 ą╝ą╝. ąŚąĮą░čćąĖčé ą┐čĆąĖ čŹč鹊ą╝ čłąĖčĆąĖąĮą░ ą║ą░čéčāčłą║ąĖ ą┐ąŠą╗čāčćą░ą╗ą░čüčī 150 ą╝ą╝...ąØąĄ čģąŠč湥čé. ąóąŠą╗čīą║ąŠ ą▓ąĖč鹊ą║ ą║ ą▓ąĖčéą║čā. ąŁč鹊 ą┐čĆąĖ ąĘą░ą╗ąĖč鹊ą╣ ą┐čĆąŠą│ąĄ čü pitch 4 mm. ąÆčŗ čĆą░ąĮąĄąĄ ą┐ąĖčüą░ą╗ąĖ ą┐čĆąŠ ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéčī( ą░ą╗ą│ąŠčĆąĖčéą╝) ąæčĆąĄąĘąĄąĮčģąĄą╝ą░ ąĖ ą▓čĆąŠą┤ąĄ ą▓ ąĮąĄą│ąŠ ą▓čüąĄ čŹč鹊 čāą║ą╗ą░ą┤čŗą▓ą░ąĄčéčüčÅ, ąĮąŠ ąĮąĄ čģąŠč湥čé ąĖ ą▓čüąĄ .ąŻą▓čŗ. ą¤ąŠčćčéąĖ čāčüąĮčāą╗ ąĖ čéčāčé ą┐ąŠčüąĄčéąĖą╗ą░ ą╝čŗčüą╗čī. ą£ąŠąČąĄčé ąĮą░ą┤ąŠ čüą┤ąĄą╗ą░čéčī ą▓ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ ą┐ąŠ ą┐čĆąĖąĮčåąĖą┐čā dead time ą║ą░ą║ ą▓ ą┤čĆą░ą╣ą▓ąĄčĆą░čģ ą┐ąĄčĆąĄą║ą╗čÄč湥ąĮąĖčÅ ą┐ąŠą╗ąĄą▓ąĖą║ąŠą▓ ą▓ ąĖą╝ą┐čāą╗čīčüąĮčŗčģ ąĖčüč鹊čćąĮąĖą║ą░čģ ą┐ąĖčéą░ąĮąĖčÅ. ąóą░ą╝ ąŠąĮąŠ ą▓ą░čēąĄ ą╝ąĖąĘąĄčĆ ą╝ąĖą╗ąĖčüąĄą║čāąĮą┤čŗ ąĄčüą╗ąĖ ąĮąĄ ą╝ąĖą║čĆąŠ. ąó.ąĄ. čāą║ą╗ą░ą┤čćąĖą║ ą┐čĆąŠčłčæą╗ čüą╗ąŠą╣ , ą┐ą░čāąĘą░ ąĮąĄčüą║ąŠą╗čīą║ąŠ ą╝ąĖą╗ąĖčüąĄą║čāąĮą┤ ąĖ čüą╝ąĄąĮą░ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ. ą» ąĄčüą╗ąĖ ąĖčüą║ą╗čÄčćčā, čćč鹊 čŹč鹊 ąĮąĄ ą┤čĆą░ą▓ąĄčĆ ąĖ ą╝ąŠč鹊čĆ -čĆą░ąĘčā ąĮą░ą┐ąĖčłčā.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąÆčŗą▒ąĖčĆą░ąĄą╝ čüčģąĄą╝čā BMS ą┤ą╗čÅ ąĘą░čĆčÅą┤ą░ ą╗ąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗčģ (LiFePO4) ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓
ą×ą▒čÅąĘą░č鹥ą╗čīąĮčŗą╝ čāčüą╗ąŠą▓ąĖąĄą╝ ą┤ąŠą╗ą│ąŠą╣ ąĖ čüčéą░ą▒ąĖą╗čīąĮąŠą╣ čĆą░ą▒ąŠčéčŗ Li-FePO4-ą░ą║ą║čāą╝čāą╗čÅč鹊čĆąŠą▓, ą▓ č鹊ą╝ čćąĖčüą╗ąĄ ąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ EVE Energy, čÅą▓ą╗čÅąĄčéčüčÅ ą┐čĆąĖą╝ąĄąĮąĄąĮąĖąĄ čüą┐ąĄčåąĖą░ą╗ąĖąĘąĖčĆąŠą▓ą░ąĮąĮčŗčģ BMS-ą╝ąĖą║čĆąŠčüčģąĄą╝. ąøąĖčéąĖą╣-ąČąĄą╗ąĄąĘąŠč乊čüčäą░čéąĮčŗąĄ ąÉąÜąæ ąŠčéą╗ąĖčćą░čÄčéčüčÅ čéą░ą║ąĖą╝ąĖ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ą╝ąĖ, ą║ą░ą║ ą▓čŗčüąŠą║ą░čÅ ą╝ąĮąŠą│ąŠą║čĆą░čéąĮąŠčüčéčī čåąĖą║ą╗ąŠą▓ ąĘą░čĆčÅą┤ą░-čĆą░ąĘčĆčÅą┤ą░, ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ą▒čŗčüčéčĆąŠą╣ ąĘą░čĆčÅą┤ą║ąĖ, čāčüč鹊ą╣čćąĖą▓ąŠčüčéčī ą║ ą▒čāč乥čĆąĮąŠą╝čā čĆąĄąČąĖą╝čā čĆą░ą▒ąŠčéčŗ ąĖ ą┐čĆąĖąĄą╝ą╗ąĄą╝ą░čÅ čüč鹊ąĖą╝ąŠčüčéčī. ąØąŠ ą┤ą╗čÅ čŹčéąĖčģ ąÉąÜąæ ąŠč湥ąĮčī ą▓ą░ąČąĄąĮ ą║ąŠąĮčéčĆąŠą╗čī ą┐čĆąŠčåąĄčüčüą░ ąĘą░čĆčÅą┤ą░ ąĖ čĆą░ąĘčĆčÅą┤ą░ ą┤ą╗čÅ ąĖąĘą▒ąĄą│ą░ąĮąĖčÅ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖčÅ ą▓ąĮąĄčłąĮąĄą│ąŠ ąĘą░čĆčÅą┤ąĮąŠą│ąŠ ąĮą░ą┐čĆčÅąČąĄąĮąĖčÅ ą┐ąŠčüą╗ąĄ ą┤ąŠčüčéąĖąČąĄąĮąĖčÅ 100% ąĘą░čĆčÅą┤ą░. ąśąĮąČąĄąĮąĄčĆčŗ ąÜą×ą£ą¤ąŁąø ą┐ąŠą┤ą│ąŠč鹊ą▓ąĖą╗ąĖ čüą┐ąĖčüąŠą║ čéą░ą║ąĖčģ čĆąĄčłąĄąĮąĖą╣ ąŠčé čĆą░ąĘąĮčŗčģ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¦čé ą░ą▓ą│ 19, 2021 19:25:55 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą░ ą▓ąŠ-ą▓č鹊čĆčŗčģ, čćč鹊ą▒čŗ ą©ąö čāą║ą╗ą░ą┤čćąĖą║ą░ ą┤ąĄą╗ą░ą╗ čåąĄą╗ąŠąĄ čćąĖčüą╗ąŠ ąŠą▒ąŠčĆąŠč鹊ą▓. ąÉ ą▓ąŠčé čéčāčé čÅ ąĮąĄ "ą┤ąŠą│ąŠąĮčÅčÄ". ąÜą░ą║ čÅ ą┐ąŠąĮčÅą╗ ąĖąĘ č鹥ąŠčĆąĖąĖ, ą┐čĆąŠą│čĆą░ą╝ą╝ą░ ąĘą░ą┤ą░čæčé čłą░ą│ąŠą▓ąĖą║čā ąŠą┐čĆąĄą┤ąĄą╗čæąĮąĮąŠčæ ą║ąŠą╗-ą▓ąŠ ąĖą╝ą┐čāą╗čīčüąŠą▓ ąĖ ąĄą╝čā čäąĖąŠą╗ąĄč鹊ą▓ąŠ - čåąĄą╗ąŠčæ čŹč鹊 čćąĖčüą╗ąŠ ąŠą▒ąŠčĆąŠč鹊ą▓ ąĖą╗ąĖ čćą░čüčéąĖčćąĮąŠąĄ. ąŠąĮ ą┤ąŠą╗ąČąĄąĮ ą┐ąŠą▓ąĄčĆąĮčāčéčīčüčÅ ąĮą░ čüą║ąŠą╗čīą║ąŠ ąĄą╝čā "čüą║ą░ąČčāčé". ąś ąĄčüą╗ąĖ ąĄą╝čā ą┐ąŠą┤ą░čÄčé ąĮąŠčĆą╝ą░ą╗čīąĮčŗąĄ ąĖą╝ą┐čāą╗čīčüčŗ, č鹊 ąŠąĮ ąĮąĄ ą┤ąŠą╗ąČąĄąĮ ąĘą░ą▓ąĖčüą░čéčī. ąĄčüą╗ąĖ ą║ąŠąĮąĄčćąĮąŠ ąŠąĮ ąĖčüą┐čĆą░ą▓ąĄąĮ. ą¤ąŠčÅčüąĮąĖč鹥 ą┐ąČą╗čüčé. ą╝čŗčüą╗čī čüą▓ąŠčÄ ) ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 1 hour 39 minutes 54 seconds:ąĪąĄą╣čćą░čü ą┐čĆąŠč鹥čüčéąĖčĆąŠą▓ą░ą╗ ąĮą░ čĆą░ąĘąĮčŗčģ čüą║ąŠčĆąŠčüčéčÅčģ. 1 ą╝ą╝ ą┐čĆąŠą▓ąŠą┤, ąĮą░čćąĖąĮą░ąĄčé ąĘą░ą▓ąĖčüą░čéčī ą┐čĆąĖ 3 ąŠą▒/čüąĄą║ ąĖ ą▒ąŠą╗čīčłąĄ. 2.5 ąŠą▒/čüąĄą║ ą▒ąĄąĘ ąĘą░ą╝ąĄčćą░ąĮąĖą╣. ąĀąĄčłąĖą╗ ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░čéčī ąĖąĘą╝ąĄąĮąĖčéčī č鹊ą╗čēąĖąĮčā ą┐čĆąŠą▓ąŠą┤ą░ ą┤ąŠ 4 ą╝ą╝ ąÜą░ą║ čā ą▒ąŠą╗ą│ą░čĆąĖąĮą░. ąØąŠ ą┐čĆąĖ ą║ąŠą╝ą┐ąĖą╗čÅčåąĖąĖ ą▓čŗą┤ą░ą╗ ąĘą░ą╗ąŠąČąĄąĮąĮčāčÄ ąÆą░ą╝ąĖ ą▓ main.c čäčĆą░ąĘčā error "TURN_SPACING_MAX should be less than or equal to WINDING_TURN_SPACING_MAX!" ąØą░čłčæą╗ čŹč鹊 ą╝ąĄčüč鹊 ą▓ main.c #if TURN_SPACING_MAX > WINDING_TURN_SPACING_MAX #error "TURN_SPACING_MAX should be less than or equal to WINDING_TURN_SPACING_MAX!" #endif // TURN_SPACING_MAX TURN_SPACING_MAX ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī ą╝ąĄąĮčīčłąĄ ąĖą╗ąĖ čĆą░ą▓ąĮąŠ WINDING_TURN TURN_SPACING_MAX čÅ ą▓čŗčüčéą░ą▓ąĖą╗ 400. ąóąĄą┐ąĄčĆčī ą┐ąŠ ą╗ąŠą│ąĖą║ąĄ ą▓čĆąŠą┤ąĄ ąĮą░ą┤ąŠ čāą▓ąĄą╗ąĖčćąĖčéčī čéą░ą║ ąČąĄ WINDING_TURN. ąØąŠ čÅ ąĮąĄ ą╝ąŠą│čā ąĮą░ą╣čéąĖ čŹčéčā ą┐ą░čĆčā čüą╗ąŠą▓.??) ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 1 hour 2 minutes 23 seconds:ą¤ąŠą┐čĆąŠą▒ąŠą▓ą░ą╗ ą╝ąŠčéą░čéčī čü ą┐ą░čāąĘąŠą╣ ą▓ ą║ąŠąĮčåąĄ ą║ą░ąČą┤ąŠą│ąŠ čüą╗ąŠčÅ. ąÆčüčæ ąĮąŠčĆą╝. ą£ąŠąČąĄčé ą╝ąŠč鹊čĆčŗ ą┤ąĄčĆčīą╝ąŠą▓čŗąĄ... ąøą░ą┤ąĮąŠ, ą▓čĆąĄą╝čÅ ą┐ąŠą║ą░ąČąĄčé. ąØčā ąĖ ąŠą▒čĆą░čéąĖą╗ ą▓ąĮąĖą╝ą░ąĮąĖąĄ. ą¦č鹊 ą▓ ą║ą░ąČą┤ąŠą╝ čüą╗ąŠąĄ ą┐čĆąĖ ą┐ą░čāąĘąĄ ą┐ąŠą║ą░ąĘčŗą▓ą░ąĄčé ąĮą░ ą▓ąĖč鹊ą║ ą╝ąĄąĮčīčłąĄ. ąØą░ą┐čĆąĖą╝ąĄčĆ ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī 6 čüą╗ąŠčæą▓ ą┐ąŠ 25 ą▓ąĖčéą║ąŠą▓ ą▓ čüą╗ąŠąĄ (300 ą▓ąĖčéą║ąŠą▓). ąØąŠ ąĮą░ ą┐ą░čāąĘčā ą▓čüčéą░čæčé ąĮąĄą┤ąŠą╝ą░čéčŗą▓ą░čÅ ąŠą┤ąĖąĮ ą▓ąĖč鹊ą║ ąŁčéą░ ą┐ąŠą│čĆąĄčłąĮąŠčüčéčī ąĮą░ą▒ąĄą│ą░ąĄčé ąĖ ą║ čéčĆąĄą╝čüčéą░ą╝ ą▓ąĖčéą║ą░ą╝ ą┐čĆąĖčģąŠą┤ąĖčé čü ąĮąĄčģą▓ą░čéą║ąŠą╣ čłąĄčüčéąĖ ą▓ąĖčéą║ąŠą▓ ą║ąŠč鹊čĆčŗąĄ ą┐ąŠč鹊ą╝ ą║ą╗ą░ą┤čæčé ą▓ ąĮąŠą▓čŗą╣ čüą╗ąŠą╣. ąÜą░ą║ čŹč鹊 ą▒čāą┤ąĄčé ą▓ čĆąĄą░ą╗ąĄ č鹊ąČąĄ ąĮą░ą┤ąŠ ą┐ąŠčüą╝ąŠčéčĆąĄčéčī. ąźąŠčéčÅ ąĄčüčéčī ą┤ąŠą│ą░ą┤ą║ą░, čćč鹊 čāą║ą╗ą░ą┤čćąĖą║ ąĘą░čĆą░ąĮąĄąĄ ą╝ąĄąĮčÅąĄčé ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ ą┤ą▓ąĖąČąĄąĮąĖčÅ, čćč鹊 ą▒čŗ ąĮą░ ą║čĆą░čÅčģ ąĮąĄ ą┐ąŠą╗čāčćą░ą╗ąŠčüčī ąĮą░ą│čĆąŠą╝ąŠąČą┤ąĄąĮąĖąĄ
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
ąØąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ EVE čüąĄčĆąĖąĖ PLM ą┤ą╗čÅ GSM-čéčĆąĄą║ąĄčĆąŠą▓, čĆą░ą▒ąŠčéą░čÄčēąĖčģ ą▓ ąČčæčüčéą║ąĖčģ čāčüą╗ąŠą▓ąĖčÅčģ (ą┤ąŠ -40┬░ąĪ)
ąÜąŠą╝ą┐ą░ąĮąĖčÅ EVE ą▓čŗą┐čāčüčéąĖą╗ą░ ąĮąŠą▓čŗą╣ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆ čüąĄčĆąĖąĖ PLM, čüąŠč湥čéą░čÄčēąĖą╣ ą▓ čüąĄą▒ąĄ ą▓čŗčüąŠą║čāčÄ ą▒ąĄąĘąŠą┐ą░čüąĮąŠčüčéčī, ą┤ą╗ąĖč鹥ą╗čīąĮčŗą╣ čüčĆąŠą║ čüą╗čāąČą▒čŗ, čłąĖčĆąŠą║ąĖą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĮčŗą╣ ą┤ąĖą░ą┐ą░ąĘąŠąĮ ąĖ ą▓čŗčüąŠą║čāčÄ č鹊ą║ąŠąŠčéą┤ą░čćčā ą┤ą░ąČąĄ ą┐čĆąĖ ąŠčéčĆąĖčåą░č鹥ą╗čīąĮąŠą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ.
ąŁčéąĖ ą░ą║ą║čāą╝čāą╗čÅč鹊čĆčŗ ą┐ąŠą┤ą┤ąĄčƹȹĖą▓ą░čÄčé ąĘą░čĆčÅą┤ ą┐čĆąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ ąŠčé -40/-20┬░ąĪ (čüąĮąĖąČąĄąĮąĮčŗą╝ ąĘąĮą░č湥ąĮąĖąĄą╝ č鹊ą║ą░), ą▒ąĄąĘąŠą┐ą░čüąĮčŗ (ąĮąĄ ą▓ąŠčüą┐ą╗ą░ą╝ąĄąĮčÅčÄčéčüčÅ ąĖ ąĮąĄ ą▓ąĘčĆčŗą▓ą░čÄčéčüčÅ) ą┐čĆąĖ ą╝ąĄčģą░ąĮąĖč湥čüą║ąŠą╝ ą┐ąŠą▓čĆąĄąČą┤ąĄąĮąĖąĖ (ą┐čĆąŠčéčŗą║ą░ąĮąĖąĄ ąĖ čüą┤ą░ą▓ą╗ąĖą▓ą░ąĮąĖąĄ), čāčüč鹊ą╣čćąĖą▓čŗ ą║ ą▓ąĖą▒čĆą░čåąĖąĖ. ą×ąĮąĖ ą╝ąŠą│čāčé ą┐čĆąĖą╝ąĄąĮčÅčéčīčüčÅ ą║ą░ą║ ą┤ą╗čÅ ą░ą▓č鹊čéčĆą░ąĮčüą┐ąŠčĆčéą░ (čéčĆąĄą║ąĄčĆčŗ, ą╝ą░čÅčćą║ąĖ, čüąĖą│ąĮą░ą╗ąĖąĘą░čåąĖčÅ), čéą░ą║ ąĖ ą┤ą╗čÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮčŗčģ čāčüčéčĆąŠą╣čüčéą▓ ą╝ąŠąĮąĖč鹊čĆąĖąĮą│ą░, IoT-čāčüčéčĆąŠą╣čüčéą▓.
ą¤ąŠą┤čĆąŠą▒ąĮąĄąĄ>>
|
|
|
|
|
|
|
*Trigger*
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¦čé ą░ą▓ą│ 19, 2021 20:32:12 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 81
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1377
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą╝ą░ą╣ 11, 2009 14:15:00
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3059
ą×čéą║čāą┤ą░: ąĪą¤ą▒
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
ą£ąĄą┤ą░ą╗ąĖ: 1
|
spov2 ą┐ąĖčüą░ą╗(ą░): ąŁč鹊 ą▓čĆčÅą┤ ą╗ąĖ. ą» ą╝ąĮąŠą│ąŠ ąĮą░ą▒ą╗čÄą┤ą░ą╗ ąĘą░ čĆą░ą▒ąŠč鹊ą╣ čłą░ą│ąŠą▓ąĖą║ąŠą▓ ąĮą░ ą¦ą¤ąŻ čäčĆąĄąĘąĄčĆą░čģ. ąóą░ą╝ ą▓ą░čēąĄ čĆąĄąĘą║ąĖąĄ čüą╝ąĄąĮčŗ ąĖ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ąĖ ąĮą░ą│čĆčāąĘą║ąĖ. ąĀą░ą▒ąŠčéą░čÄčé ąĮą░ ąĘą░ą┤ą░ąĮąĮčŗčģ ąŠą▒ąŠčĆąŠčéą░čģ ą▒ąĄąĘ ą▓čüčÅą║ąĖčģ ąĘą░ą╝ąĄą┤ą╗ąĄąĮąĖą╣. ąĪą║ąŠčĆąĄąĄ ą▓čüąĄą│ąŠ, čéą░ą╝ ą┐čĆąŠčüč鹊 ąĮą░čüč鹊ą╗čīą║ąŠ ą▓čŗčüąŠą║ąŠąĄ ąĘąĮą░č湥ąĮąĖąĄ čāčüą║ąŠčĆąĄąĮąĖčÅ, čćč鹊 čŹč鹊čé čŹčäč乥ą║čé ąĮąĄąĘą░ą╝ąĄč鹥ąĮ. ąś ą©ąö, ąĮą░ą▓ąĄčĆąĮąŠąĄ, ąĮąĄ ą┐čĆąŠčüčéčŗąĄ, ą░ čü 菹Įą║ąŠą┤ąĄčĆą░ą╝ąĖ, čé.ąĄ. čü ąŠą▒čĆą░čéąĮąŠą╣ čüą▓čÅąĘčīčÄ. ąśą╗ąĖ ą▓ąŠąŠą▒čēąĄ čüąĄčĆą▓ąŠą┐čĆąĖą▓ąŠą┤čŗ c ą┤čĆčāą│ąĖą╝ąĖ, ąĮąĄ čłą░ą│ąŠą▓čŗą╝ąĖ, ą┤ą▓ąĖą│ą░č鹥ą╗čÅą╝ąĖ. ąÆąŠčé, ąĮą░ą┐čĆąĖą╝ąĄčĆ, ą║ą░ą║ ą▓čüčæ čāčüčéčĆąŠąĄąĮąŠ ą▓ LinuxCNC: https://wiki.linuxcnc.org/cgi-bin/wiki. ... e_Tp_Notes. ąÜą░čĆčéąĖąĮą║ą░ ąŠčéčéčāą┤ą░: ąĪą┐ąŠą╣ą╗ąĄčĆ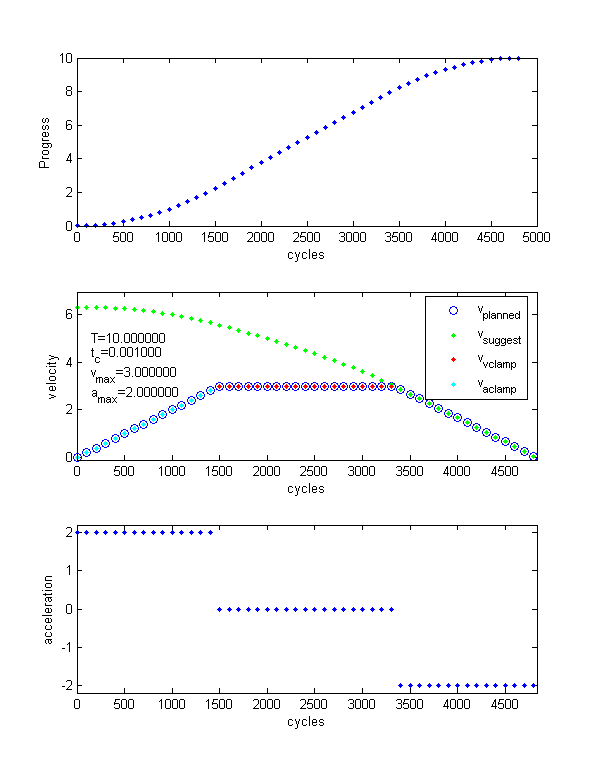 ąŻ ą╝ąĄąĮčÅ ąĄčüčéčī čüčéą░ąĮąŠą║ ą┐ąŠą┤ čāą┐čĆą░ą▓ą╗ąĄąĮąĖąĄą╝ LinuxCNC, ą▓čüčæ čĆą░ą▒ąŠčéą░ąĄčé ąĖą╝ąĄąĮąĮąŠ čéą░ą║, ą║ą░ą║ ąĮą░ ą║ą░čĆčéąĖąĮą║ąĄ. spov2 ą┐ąĖčüą░ą╗(ą░): ąś ąĮą░čüč湥čé čłąĖčĆąĖąĮčŗ ąĮą░ą╝ąŠčéą║ąĖ 200 ą╝ą╝. ą×ąĮą░ č鹥čĆčÅąĄčé ą▓čüčÅą║ąĖą╣ čüą╝čŗčüą╗ ąĄąČąĄą╗ąĖ ąĮą░ą╝ą░čéčŗą▓ą░čéčī ą╝ąŠąČąĮąŠ č鹊ą╗čīą║ąŠ ą▓ąĖč鹊ą║ ą║ ą▓ąĖčéą║čā. ąĀą░ąĘą▓ąĄ, čćč鹊 ą║č鹊 č鹊 ą▒čāą┤ąĄčé čĆąĄąŠčüčéą░čéčŗ ą╝ąŠčéą░čéčī ąĖą╗ąĖ ą╝ąĖąĮąĖ ą║ą░čéčāčłą║čā ąóąĄčüą╗čŗ. ą¤čĆąŠą▒ąŠą▓ą░ą╗ ą▓čŗčüčéą░ą▓ą╗čÅčéčī 50 ą▓ąĖčéą║ąŠą▓, ą┐čĆąŠą▓ąŠą┤ ą┐ąŠą┤čĆą░ąĘčāą╝ąĄą▓ą░ą╗čüčÅ 0,1 ą╝ą╝ , ą░ čłą░ą│ 3 ą╝ą╝. ąŚąĮą░čćąĖčé ą┐čĆąĖ čŹč鹊ą╝ čłąĖčĆąĖąĮą░ ą║ą░čéčāčłą║ąĖ ą┐ąŠą╗čāčćą░ą╗ą░čüčī 150 ą╝ą╝...ąØąĄ čģąŠč湥čé. ąóąŠą╗čīą║ąŠ ą▓ąĖč鹊ą║ ą║ ą▓ąĖčéą║čā. ąÉ ąÆčŗ ąĘą░ą┤ą░ą▓ą░ą╗ąĖ ą┤ą╗ąĖąĮčā ąĮą░ą╝ąŠčéą║ąĖ ąĖą╗ąĖ čćąĖčüą╗ąŠ ą▓ąĖčéą║ąŠą▓ čü čüą╗ąŠąĄ? ą¤ąŠ čāą╝ąŠą╗čćą░ąĮąĖčÄ ą▓ čüą╗ąŠąĄ 1 ą▓ąĖč鹊ą║, ą┐ąŠčŹč鹊ą╝čā ą┤ą╗ąĖąĮą░ ą▒čāą┤ąĄčé ąĮąĄ 150 ą╝ą╝. ą¤ąŠą┐čĆąŠą▒čāą╣č鹥 čāčüčéą░ąĮąŠą▓ąĖčéčī ą┤ą╗ąĖąĮčā ąĮą░ą╝ąŠčéą║ąĖ čĆą░ą▓ąĮąŠą╣ 153 ą╝ą╝. ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖ ą┐ąŠą╗čāčćąĖč鹥 50 ą▓ąĖčéą║ąŠą▓ ą▓ čüą╗ąŠąĄ. spov2 ą┐ąĖčüą░ą╗(ą░): ą£ąŠąČąĄčé ąĮą░ą┤ąŠ čüą┤ąĄą╗ą░čéčī ą▓ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ ą┐ąŠ ą┐čĆąĖąĮčåąĖą┐čā dead time ą║ą░ą║ ą▓ ą┤čĆą░ą╣ą▓ąĄčĆą░čģ ą┐ąĄčĆąĄą║ą╗čÄč湥ąĮąĖčÅ ą┐ąŠą╗ąĄą▓ąĖą║ąŠą▓ ą▓ ąĖą╝ą┐čāą╗čīčüąĮčŗčģ ąĖčüč鹊čćąĮąĖą║ą░čģ ą┐ąĖčéą░ąĮąĖčÅ. ąóą░ą╝ ąŠąĮąŠ ą▓ą░čēąĄ ą╝ąĖąĘąĄčĆ ą╝ąĖą╗ąĖčüąĄą║čāąĮą┤čŗ ąĄčüą╗ąĖ ąĮąĄ ą╝ąĖą║čĆąŠ. ąó.ąĄ. čāą║ą╗ą░ą┤čćąĖą║ ą┐čĆąŠčłčæą╗ čüą╗ąŠą╣ , ą┐ą░čāąĘą░ ąĮąĄčüą║ąŠą╗čīą║ąŠ ą╝ąĖą╗ąĖčüąĄą║čāąĮą┤ ąĖ čüą╝ąĄąĮą░ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ. ąŁč鹊 ąĮąĄ čĆąĄčłąĖčé ą┐čĆąŠą▒ą╗ąĄą╝čā ą┐ąŠą╗ąĮąŠčüčéčīčÄ. ą©ąö ąĮąĄ ą╝ąŠąČąĄčé čüčéą░čĆč鹊ą▓ą░čéčī čĆąĄąĘą║ąŠ ąĮą░ ą▒ąŠą╗čīčłąŠą╣ čüą║ąŠčĆąŠčüčéąĖ, ą▒ąĄąĘ ą┐ą╗ą░ą▓ąĮąŠą│ąŠ čĆą░ąĘą│ąŠąĮą░. spov2 ą┐ąĖčüą░ą╗(ą░): ąÉ ą▓ąŠčé čéčāčé čÅ ąĮąĄ "ą┤ąŠą│ąŠąĮčÅčÄ". ąÜą░ą║ čÅ ą┐ąŠąĮčÅą╗ ąĖąĘ č鹥ąŠčĆąĖąĖ, ą┐čĆąŠą│čĆą░ą╝ą╝ą░ ąĘą░ą┤ą░čæčé čłą░ą│ąŠą▓ąĖą║čā ąŠą┐čĆąĄą┤ąĄą╗čæąĮąĮąŠčæ ą║ąŠą╗-ą▓ąŠ ąĖą╝ą┐čāą╗čīčüąŠą▓ ąĖ ąĄą╝čā čäąĖąŠą╗ąĄč鹊ą▓ąŠ - čåąĄą╗ąŠčæ čŹč鹊 čćąĖčüą╗ąŠ ąŠą▒ąŠčĆąŠč鹊ą▓ ąĖą╗ąĖ čćą░čüčéąĖčćąĮąŠąĄ. ąŠąĮ ą┤ąŠą╗ąČąĄąĮ ą┐ąŠą▓ąĄčĆąĮčāčéčīčüčÅ ąĮą░ čüą║ąŠą╗čīą║ąŠ ąĄą╝čā "čüą║ą░ąČčāčé". ąóčāčé čÅ ąĖą╝ąĄą╗ ą▓ ą▓ąĖą┤čā, čćč鹊 ą┤ą╗čÅ č鹊ą│ąŠ, čćč鹊ą▒čŗ ą┐čĆąŠą▓ąĄčĆąĖčéčī, ąĄčüčéčī ą╗ąĖ ą┐čĆąŠą┐čāčüą║/ąĮą░ą▒ąĄą│ą░ąĮąĖąĄ čłą░ą│ąŠą▓ ą┐čĆąĖ čüą╝ąĄąĮąĄ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ (čŹč鹊 ą┐čĆąĖąĘąĮą░ą║ č鹊ą│ąŠ, čćč鹊 ąĮčāąČąĮąŠ ąŠą│čĆą░ąĮąĖčćąĖą▓ą░čéčī čāčüą║ąŠčĆąĄąĮąĖąĄ, ą║ą░ą║ čÅ ąŠą┐ąĖčüą░ą╗), čāą┤ąŠą▒ąĮąŠ ąĘą░ą┤ą░čéčī čéą░ą║ąĖąĄ ą┐ą░čĆą░ą╝ąĄčéčĆčŗ, ą┐čĆąĖ ą║ąŠč鹊čĆčŗčģ ą©ąö čāą║ą╗ą░ą┤čćąĖą║ą░ ą▒čāą┤ąĄčé ą┤ąĄą╗ą░čéčī čåąĄą╗ąŠąĄ čćąĖčüą╗ąŠ ąŠą▒ąŠčĆąŠč鹊ą▓. ąóąŠą│ą┤ą░ ą╝ąŠąČąĮąŠ ą▒čāą┤ąĄčé ą╗ąĄą│ą║ąŠ ą┐čĆąŠą║ąŠąĮčéčĆąŠą╗ąĖčĆąŠą▓ą░čéčī ą▓ąĖąĘčāą░ą╗čīąĮąŠ, čćč鹊 ąŠąĮ ą▓ąĄčĆąĮčāą╗čüčÅ ą▓ ąĖčüčģąŠą┤ąĮąŠąĄ ą┐ąŠą╗ąŠąČąĄąĮąĖąĄ, čé.ąĄ. ą▓čüąĄ čłą░ą│ąĖ ąŠčéčĆą░ą▒ąŠčéą░ą╗ąĖčüčī ąĮąŠčĆą╝ą░ą╗čīąĮąŠ. spov2 ą┐ąĖčüą░ą╗(ą░): ąóąĄą┐ąĄčĆčī ą┐ąŠ ą╗ąŠą│ąĖą║ąĄ ą▓čĆąŠą┤ąĄ ąĮą░ą┤ąŠ čāą▓ąĄą╗ąĖčćąĖčéčī čéą░ą║ ąČąĄ WINDING_TURN. ąØąŠ čÅ ąĮąĄ ą╝ąŠą│čā ąĮą░ą╣čéąĖ čŹčéčā ą┐ą░čĆčā čüą╗ąŠą▓.??) ąŁč鹊čé ą┐ą░čĆą░ą╝ąĄčéčĆ ąĮąĄ ąĘą░ą┤ą░čæčéčüčÅ, ą░ čĆą░čüčüčćąĖčéčŗą▓ą░ąĄčéčüčÅ ąĮą░ ąŠčüąĮąŠą▓ąĄ ąĘą░ą┤ą░ąĮąĮąŠą│ąŠ čłą░ą│ą░ ą▓ąĖąĮčéą░ ąĖ čćąĖčüą╗ą░ čłą░ą│ąŠą▓/ą╝ąĖą║čĆąŠčłą░ą│ąŠą▓ ą┤ą▓ąĖą│ą░č鹥ą╗ąĄą╣. ą¤čĆąŠą▓ąĄčĆą║ą░, ą║ąŠč鹊čĆą░čÅ ą▓čŗąĘą▓ą░ą╗ą░ ąŠčłąĖą▒ą║čā, ą║ą░ą║ čĆą░ąĘ ąĖ ąĄčüčéčī č鹊 čüą░ą╝ąŠąĄ čāčüą╗ąŠą▓ąĖąĄ ą┤ą╗čÅ ą░ą╗ą│ąŠčĆąĖčéą╝ą░ ąæčĆąĄąĘąĄąĮčģąĄą╝ą░. ą¦č鹊 ąĮčāąČąĮąŠ čüą┤ąĄą╗ą░čéčī, čćč鹊ą▒čŗ čāčüą╗ąŠą▓ąĖąĄ ą▓čŗą┐ąŠą╗ąĮčÅą╗ąŠčüčī, čÅ ąŠą┐ąĖčüčŗą▓ą░ą╗ čĆą░ąĮčīčłąĄ. spov2 ą┐ąĖčüą░ą╗(ą░): ąØčā ąĖ ąŠą▒čĆą░čéąĖą╗ ą▓ąĮąĖą╝ą░ąĮąĖąĄ. ą¦č鹊 ą▓ ą║ą░ąČą┤ąŠą╝ čüą╗ąŠąĄ ą┐čĆąĖ ą┐ą░čāąĘąĄ ą┐ąŠą║ą░ąĘčŗą▓ą░ąĄčé ąĮą░ ą▓ąĖč鹊ą║ ą╝ąĄąĮčīčłąĄ. ąØą░ą┐čĆąĖą╝ąĄčĆ ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī 6 čüą╗ąŠčæą▓ ą┐ąŠ 25 ą▓ąĖčéą║ąŠą▓ ą▓ čüą╗ąŠąĄ (300 ą▓ąĖčéą║ąŠą▓). ąØąŠ ąĮą░ ą┐ą░čāąĘčā ą▓čüčéą░čæčé ąĮąĄą┤ąŠą╝ą░čéčŗą▓ą░čÅ ąŠą┤ąĖąĮ ą▓ąĖč鹊ą║ ąŁčéą░ ą┐ąŠą│čĆąĄčłąĮąŠčüčéčī ąĮą░ą▒ąĄą│ą░ąĄčé ąĖ ą║ čéčĆąĄą╝čüčéą░ą╝ ą▓ąĖčéą║ą░ą╝ ą┐čĆąĖčģąŠą┤ąĖčé čü ąĮąĄčģą▓ą░čéą║ąŠą╣ čłąĄčüčéąĖ ą▓ąĖčéą║ąŠą▓ ą║ąŠč鹊čĆčŗąĄ ą┐ąŠč鹊ą╝ ą║ą╗ą░ą┤čæčé ą▓ ąĮąŠą▓čŗą╣ čüą╗ąŠą╣. ąÉ ą║ą░ą║ ąÆčŗ ąĘą░ą┤ą░čæč鹥 čćąĖčüą╗ąŠ ą▓ąĖčéą║ąŠą▓ ą▓ čüą╗ąŠąĄ? ąĢčüą╗ąĖ ą┐ąŠ ą┤ą╗ąĖąĮąĄ, č鹊 čéą░ą║ ąĖ ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī. ąĀą░čüčćčæčé čćąĖčüą╗ą░ ą▓ąĖčéą║ąŠą▓ ą▓ čüą╗ąŠąĄ ąĘą░č鹊č湥ąĮ ą┐ąŠą┤ ąĮą░ą╝ąŠčéą║čā "ą▓ąĖč鹊ą║ ą║ ą▓ąĖčéą║čā", ą┐ąŠčŹč鹊ą╝čā ą┤ą╗ąĖąĮą░ ąĮą░ą╝ąŠčéą║ąĖ čĆą░ą▓ąĮą░ čłą░ą│čā, čāą╝ąĮąŠąČąĄąĮąĮąŠą╝čā ąĮą░ čćąĖčüą╗ąŠ ą▓ąĖčéą║ąŠą▓ ą┐ą╗čÄčü 1. ąØą░ą┐čĆąĖą╝ąĄčĆ, ąĄčüą╗ąĖ ąĮą░ą╝ąŠčéą░čéčī čéčĆąĖ ą▓ąĖčéą║ą░ ą▓ąĖč鹊ą║ ą║ ą▓ąĖčéą║čā ą┐čĆąŠą▓ąŠą┤ąŠą╝ 0,1, č鹊 ą┤ą╗ąĖąĮą░ ąĮą░ą╝ąŠčéą║ąĖ ą▒čāą┤ąĄčé 0,1 * (3 + 1) = 0,4 ą╝ą╝, čéą░ą║ ą║ą░ą║ ą┤ąŠą▒ą░ą▓ą╗čÅąĄčéčüčÅ ąĄčēčæ ąŠą┤ąĮą░ č鹊ą╗čēąĖąĮą░ ą┐čĆąŠą▓ąŠą┤ą░. ą¤ąŠčüą╗ąĄ čāčüčéą░ąĮąŠą▓ą║ąĖ ą┤ą╗ąĖąĮčŗ ąĮą░ą╝ąŠčéą║ąĖ ą┐ąŠčüą╝ąŠčéčĆąĖč鹥, č湥ą╝čā čĆą░ą▓ąĮąŠ ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖ čĆą░čüčüčćąĖčéą░ąĮąĮąŠąĄ čćąĖčüą╗ąŠ ą▓ąĖčéą║ąŠą▓ ą▓ čüą╗ąŠąĄ (čüą╗ąĄą┤čāčÄčēą░čÅ čüčéčĆąŠčćą║ą░ ą▓ ą╝ąĄąĮčÄ). ąĪą║ąŠčĆąĄąĄ ą▓čüąĄą│ąŠ, čéą░ą╝ ą▒čāą┤ąĄčé ąĮą░ ąŠą┤ąĖąĮ ą╝ąĄąĮčīčłąĄ, č湥ą╝ ąÆčŗ ą┐ą╗ą░ąĮąĖčĆąŠą▓ą░ą╗ąĖ.
_________________
ąŁč鹊čé ą┐ąŠčüčé ąŠą║ą░ąĘą░ą╗čüčÅ ą┐ąŠą╗ąĄąĘąĄąĮ? ąØąĄ ą┐ąŠą╗ąĄąĮąĖčüčī, ąĮą░ąČą╝ąĖ čüą╗ąĄą▓ą░!
ąÜčāą┐ą╗čÄ ąĖąĮą┤ąĖą║ą░č鹊čĆčŗ ąśąóąĪ-1ąÉ, ąśąóąĪ-1ąæ, ąśąōąÆ1-8čģ5ąø, ąśąōą¤ąĪ1-222/7, ąśąōą¤ąĪ1-111/7 ąĖ ą┐ąŠą┤ąŠą▒ąĮčŗąĄ.
ą¤ąŠčüą╗ąĄą┤ąĮąĖą╣ čĆą░ąĘ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī *Trigger* ą¤čé ą░ą▓ą│ 20, 2021 11:07:13, ą▓čüąĄą│ąŠ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī 1 čĆą░ąĘ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
alekselektrik01
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą░ą▓ą│ 20, 2021 08:52:33 |
|
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü ą░ą▓ą│ 01, 2021 13:46:54
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 19
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
(ąÉ ą║ą░ą║ ąÆčŗ ąĘą░ą┤ą░čæč鹥 čćąĖčüą╗ąŠ ą▓ąĖčéą║ąŠą▓ ą▓ čüą╗ąŠąĄ? ąĢčüą╗ąĖ ą┐ąŠ ą┤ą╗ąĖąĮąĄ, č鹊 čéą░ą║ ąĖ ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī. ąĀą░čüčćčæčé čćąĖčüą╗ą░ ą▓ąĖčéą║ąŠą▓ ą▓ čüą╗ąŠąĄ ąĘą░č鹊č湥ąĮ ą┐ąŠą┤ ąĮą░ą╝ąŠčéą║čā "ą▓ąĖč鹊ą║ ą║ ą▓ąĖčéą║čā", ą┐ąŠčŹč鹊ą╝čā ą┤ą╗ąĖąĮą░ ąĮą░ą╝ąŠčéą║ąĖ čĆą░ą▓ąĮą░ čłą░ą│čā, čāą╝ąĮąŠąČąĄąĮąĮąŠą╝čā ąĮą░ čćąĖčüą╗ąŠ ą▓ąĖčéą║ąŠą▓ ą┐ą╗čÄčü 1)
ą░ ąĄčüą╗ąĖ ąĮąĄ čéčĆąŠą│ą░čéčī ą┤ą╗ąĖąĮčā ą║ą░čĆą║ą░čüą░ ą░ čüčéą░ą▓ąĖčéčī č鹊ą╗čīą║ąŠ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ ą▓ąĖčéą║ąŠą▓ ą▓ čüą╗ąŠąĄ ? ą┐čĆąĖą╝ąĄčĆ: ąŠą▒čēąĄąĄ 900 ą▓ čüą╗ąŠąĄ 150 ą┤ąĖą░ą╝ąĄčéčĆ 0.28
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¤čé ą░ą▓ą│ 20, 2021 21:58:23 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ą¤čĆąĖąĄčģą░ą╗ ą▓ąĄčüčī ąĮą░ą▒ąŠčĆ ąČąĄą╗ąĄąĘą░ ą┤ą╗čÅ čüčéą░ąĮą║ą░ čü ąÉą╗ąĖčłą║ąĖ. ąæčāą┤čā čüąŠą▒ąĖčĆą░čéčī, ą║ą░ą║ ąŠą┐ąŠčĆąĮčŗą╣ ą║čĆąĄą┐čæąČ čüą┤ąĄą╗ą░čÄčé. ą£ąĄąĮčÅ čéčāčé ą║ą╗čÄąĮčāą╗ąŠ. ąÉ ą╝ąŠąČąĄčé ą┐ą░čĆąĄąĮčī ąĖąĘ ąæąŠą╗ą│ą░čĆąĖąĖ ąĮąĄ č鹊ą╗čēąĖąĮčā ą┐čĆąŠą▓ąŠą┤ą░ ą┐ąĄčĆąĄąĮą░ąĘąĮą░čćą░ą╗ ąĖ ą║ąŠą╝ą┐ąĖą╗ąĖčĆąŠą▓ą░ą╗. ą£ąŠąČąĄčé ąŠąĮ ą▓ 4 čĆą░ąĘą░ čāą╝ąĄąĮčīčłąĖą╗ GUIDE_SCREW_PITCH, 100 ąĖąĘą╝ąĄąĮąĖą╗ ąĮą░ 25, ą░ ą┐čĆąŠą▓ąŠą┤ ąĘą░čĆčÅą┤ąĖą╗ ą║ą░ą║ ąĖ čģąŠč鹥ą╗ 4 ą╝ą╝ ą┤ąĖą░ą╝ąĄčéčĆąŠą╝. ąÆąŠčé ąĖ ą┐ąŠą╗čāčćąĖą╗ ą║ą░čéčāčłą║ąĖ ą║ą░ą║ čā ąĮąĄą│ąŠ ąĮą░ č乊čéą║ą░čģ)
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
ąĀąĄą║ą╗ą░ą╝ą░
|
|
|
|
|
|
|
|
|
|
alekselektrik01
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ą░ą▓ą│ 28, 2021 19:04:09 |
|
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü ą░ą▓ą│ 01, 2021 13:46:54
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 19
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
čāą▓ą░ąČą░ąĄą╝čŗą╣ *Trigger*!! ąĮąĄ ą╝ąŠą│ą╗ąĖ ą▒čŗ ą▓čŗ čüą┤ąĄą╗ą░čéčī ą▓ąĄčĆčüąĖčÄ čćč鹊ą▒ ąĮą░ą╝ąŠčéą║ą░ ąĮą░čćąĖąĮą░ą╗ą░čüčī čü čüą░ą╝čŗčģ ą╝ą░ą╗čŗčģ ąŠą▒ąŠčĆąŠč鹊ą▓ ą▓čüąĄ ąŠčüčéą░ą╗čīąĮąŠąĄ ą┐ąŠ čāą╝ąŠą╗čćą░ąĮąĖčÄ. ąĮčā ąĮąĄ ą┐ąŠą╗čāčćą░ąĄčéčüčÅ čā čüą░ą╝ąŠą│ąŠ .ąĮąĄ ą╝ąŠąĄ čŹč鹊 ą▓ ą┐čĆąŠą│čĆą░ą╝ą╝ą░čģ ą╗ą░ąĘąĖčéčī ! ąĄčüą╗ąĖ ąĮąĄ čéčĆčāą┤ąĮąŠ ą┐ąŠą╝ąŠą│ąĖč鹥 ą┐ąŠąČą░ą╗čāą╣čüčéą░ !
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
*Trigger*
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą░ą▓ą│ 31, 2021 18:55:21 |
|
| ąöčĆčāą│ ąÜąŠčéą░ |
|
ąÜą░čĆą╝ą░: 81
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 1377
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¤ąĮ ą╝ą░ą╣ 11, 2009 14:15:00
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 3059
ą×čéą║čāą┤ą░: ąĪą¤ą▒
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 1
ą£ąĄą┤ą░ą╗ąĖ: 1
|
ą» ąĮą░ą║ąŠąĮąĄčå-č鹊 ą┐čĆąĖą┤čāą╝ą░ą╗, ą║ą░ą║ čüą┤ąĄą╗ą░čéčī ą┐ą╗ą░ą▓ąĮčāčÄ ąŠčüčéą░ąĮąŠą▓ą║čā. ąÆčŗčćąĖčüą╗ąĄąĮąĖčÅ ą┐ąŠą╗čāčćąĖą╗ąĖčüčī ąĮąĄ ąŠč湥ąĮčī čüą╗ąŠąČąĮčŗąĄ, ąĮąŠ ą▒ąĄąĘ ąĖąĘą▓ą╗ąĄč湥ąĮąĖčÅ ą║ą▓ą░ą┤čĆą░čéąĮąŠą│ąŠ ą║ąŠčĆąĮčÅ ąĮąĄ ąŠą▒ąŠčłą╗ąŠčüčī. ąÆ čĆąĄąĘčāą╗čīčéą░č鹥 ą┐ą░ą╝čÅčéčī ATmega8 ąĖ, ąŠčüąŠą▒ąĄąĮąĮąŠ, ATmega88, ąĘą░ąĮčÅčéą░ ą┐ąŠčćčéąĖ ą┐ąŠą╗ąĮąŠčüčéčīčÄ. ąöą░ą╗čīąĮąĄą╣čłąĄąĄ čĆą░čüčłąĖčĆąĄąĮąĖąĄ čäčāąĮą║čåąĖąŠąĮą░ą╗čīąĮąŠčüčéąĖ čüčéą░ąĮą║ą░ ą▓ąŠąĘą╝ąŠąČąĮąŠ č鹊ą╗čīą║ąŠ ąĮą░ ATmega168/328. ą×č湥čĆąĄą┤ąĮąŠąĄ ąŠą▒ąĮąŠą▓ą╗ąĄąĮąĖąĄ ą▓ąĄčĆčüąĖąĖ 1.1b ąĮą░ ąōčāą│ą╗-ą┤ąĖčüą║ąĄ. spov2, ą┐čĆąŠč鹥čüčéąĖčĆčāą╣č鹥, ą┐ąŠąČą░ą╗čāą╣čüčéą░. alekselektrik01, ą▓ąŠčé ą┐čĆąŠčłąĖą▓ą║ą░ čü ą╝ąĖąĮ. čüą║ąŠčĆąŠčüčéčīčÄ 0,1 ąŠą▒/čü ąĖ čāčüą║ąŠčĆąĄąĮąĖąĄą╝ ąŠą▒ąŠąĖčģ ą┤ą▓ąĖą│ą░č鹥ą╗ąĄą╣ 0,1 ąŠą▒/čü^2. ąÆą╗ąŠąČąĄąĮąĖąĄ:
_________________
ąŁč鹊čé ą┐ąŠčüčé ąŠą║ą░ąĘą░ą╗čüčÅ ą┐ąŠą╗ąĄąĘąĄąĮ? ąØąĄ ą┐ąŠą╗ąĄąĮąĖčüčī, ąĮą░ąČą╝ąĖ čüą╗ąĄą▓ą░!
ąÜčāą┐ą╗čÄ ąĖąĮą┤ąĖą║ą░č鹊čĆčŗ ąśąóąĪ-1ąÉ, ąśąóąĪ-1ąæ, ąśąōąÆ1-8čģ5ąø, ąśąōą¤ąĪ1-222/7, ąśąōą¤ąĪ1-111/7 ąĖ ą┐ąŠą┤ąŠą▒ąĮčŗąĄ.
ą¤ąŠčüą╗ąĄą┤ąĮąĖą╣ čĆą░ąĘ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī *Trigger* ąÆčé ą░ą▓ą│ 31, 2021 20:35:42, ą▓čüąĄą│ąŠ čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░ą╗ąŠčüčī 1 čĆą░ąĘ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
alekselektrik01
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé ą░ą▓ą│ 31, 2021 19:15:53 |
|
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü ą░ą▓ą│ 01, 2021 13:46:54
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 19
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ąæą×ąøą¼ą©ą×ąĢ ąĪą¤ąÉąĪąśąæą× !!!!!!
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčé čüąĄąĮ 07, 2021 22:20:28 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą» ąĮą░ą║ąŠąĮąĄčå-č鹊 ą┐čĆąĖą┤čāą╝ą░ą╗, ą║ą░ą║ čüą┤ąĄą╗ą░čéčī ą┐ą╗ą░ą▓ąĮčāčÄ ąŠčüčéą░ąĮąŠą▓ą║čā. ąÆčŗčćąĖčüą╗ąĄąĮąĖčÅ ą┐ąŠą╗čāčćąĖą╗ąĖčüčī ąĮąĄ ąŠč湥ąĮčī čüą╗ąŠąČąĮčŗąĄ, ąĮąŠ ą▒ąĄąĘ ąĖąĘą▓ą╗ąĄč湥ąĮąĖčÅ ą║ą▓ą░ą┤čĆą░čéąĮąŠą│ąŠ ą║ąŠčĆąĮčÅ ąĮąĄ ąŠą▒ąŠčłą╗ąŠčüčī. ąÆ čĆąĄąĘčāą╗čīčéą░č鹥 ą┐ą░ą╝čÅčéčī ATmega8 ąĖ, ąŠčüąŠą▒ąĄąĮąĮąŠ, ATmega88, ąĘą░ąĮčÅčéą░ ą┐ąŠčćčéąĖ ą┐ąŠą╗ąĮąŠčüčéčīčÄ. ąöą░ą╗čīąĮąĄą╣čłąĄąĄ čĆą░čüčłąĖčĆąĄąĮąĖąĄ čäčāąĮą║čåąĖąŠąĮą░ą╗čīąĮąŠčüčéąĖ čüčéą░ąĮą║ą░ ą▓ąŠąĘą╝ąŠąČąĮąŠ č鹊ą╗čīą║ąŠ ąĮą░ ATmega168/328. ą×č湥čĆąĄą┤ąĮąŠąĄ ąŠą▒ąĮąŠą▓ą╗ąĄąĮąĖąĄ ą▓ąĄčĆčüąĖąĖ 1.1b ąĮą░ ąōčāą│ą╗-ą┤ąĖčüą║ąĄ. spov2, ą┐čĆąŠč鹥čüčéąĖčĆčāą╣č鹥, ą┐ąŠąČą░ą╗čāą╣čüčéą░. alekselektrik01, ą▓ąŠčé ą┐čĆąŠčłąĖą▓ą║ą░ čü ą╝ąĖąĮ. čüą║ąŠčĆąŠčüčéčīčÄ 0,1 ąŠą▒/čü ąĖ čāčüą║ąŠčĆąĄąĮąĖąĄą╝ ąŠą▒ąŠąĖčģ ą┤ą▓ąĖą│ą░č鹥ą╗ąĄą╣ 0,1 ąŠą▒/čü^2. ąÆą╗ąŠąČąĄąĮąĖąĄ: winding_machine_v1.1b_m8_min_speed_0.1_acc_0.1.hex ą×ą▒čÅąĘą░č鹥ą╗čīąĮąŠ ą┐čĆąŠč鹥čüčéąĖčĆčāčÄ, ą» čŹč鹊čé ą╝ąĄčüčÅčå ą╝ą░ą╗ąŠčüčéčī ąĘą░ą│čĆčāąČąĄąĮ, čĆą░ą▒ąŠčéą░ ąĖ čĆąĄą╝ąŠąĮčé ą┤ąŠą╝ą░ ąĮąĄą▒ąŠą╗čīčłąŠą╣. ą¤ąŠ čĆąĄąĘčāą╗čīčéą░čéčā ąŠčéčćąĖčéą░čÄčüčī. ąĪą┐ą░čüąĖą▒ąŠ, ąÉčĆčüąĄąĮąĖą╣! ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 7 minutes 23 seconds:. ąöą░ą╗čīąĮąĄą╣čłąĄąĄ čĆą░čüčłąĖčĆąĄąĮąĖąĄ čäčāąĮą║čåąĖąŠąĮą░ą╗čīąĮąŠčüčéąĖ čüčéą░ąĮą║ą░ ą▓ąŠąĘą╝ąŠąČąĮąŠ č鹊ą╗čīą║ąŠ ąĮą░ ATmega168/328. ąÉ čÅ ą┐ą╗ą░ąĮąĖčĆčāčÄ 168ą╣ čüčéą░ą▓ąĖčéčī čü ą║ą▓ą░čĆčåąĄą╝ 20 ą╝ą│čå čćč鹊 čü ąÉą╗ąĖčłą║ąĖ ą┐čĆąĖąĄčģą░ą╗ąĖ. ąÆ ą│ąŠčĆąŠą┤ąĄ ąĖčģ ąĮąĄ ąŠą║ą░ąĘą░ą╗ąŠčüčī-čĆą░čüčģą▓ą░čéą░ą╗ąĖ ą▓čüąĄ. ą¤ąĄčćą░čéą║čā ą┐ąĄčĆąĄą┤ąĄą╗ą░čÄ ąĖ ą▒čāą┤čā ą┐čĆąŠą▒ąŠą▓ą░čéčī. ą¦ąĄčĆąĄąĘ ąĮąĄą┤ąĄą╗čÄ ą┐čĆąĖą╝ąĄčĆąĮąŠ. ąæčŗčé ąĘą░ąĄą╗.))) ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 1 hour 26 minutes 12 seconds:ą» ąĮą░ą║ąŠąĮąĄčå-č鹊 ą┐čĆąĖą┤čāą╝ą░ą╗, ą║ą░ą║ čüą┤ąĄą╗ą░čéčī ą┐ą╗ą░ą▓ąĮčāčÄ ąŠčüčéą░ąĮąŠą▓ą║čā. ąÆčŗčćąĖčüą╗ąĄąĮąĖčÅ ą┐ąŠą╗čāčćąĖą╗ąĖčüčī ąĮąĄ ąŠč湥ąĮčī čüą╗ąŠąČąĮčŗąĄ, ąĮąŠ ą▒ąĄąĘ ąĖąĘą▓ą╗ąĄč湥ąĮąĖčÅ ą║ą▓ą░ą┤čĆą░čéąĮąŠą│ąŠ ą║ąŠčĆąĮčÅ ąĮąĄ ąŠą▒ąŠčłą╗ąŠčüčī. ąØąĄ čāč鹥čĆą┐ąĄą╗. ąÆčĆąĄą╝ąĄąĮąĖ ąĮąĄ ą╝ąĮąŠą│ąŠ čāčłą╗ąŠ. ąĪąĮą░čćą░ą╗ą░ ą┐čĆąŠą▓ąĄčĆąĖą╗ čü č鹥ą╝ čćč鹊 čā ą╝ąĄąĮčÅ ą┐čĆąŠčłąĖč鹊. ą×čüą▓ąĄąČąĖą╗ ą║ą░ą║ ą│ąŠą▓ąŠčĆąĖčéčüčÅ ą┐ąŠčüą╗ąĄą┤ąĮąĖąĄ ą┤ą░ąĮąĮčŗąĄ , čćč鹊 ąĖ ą║ą░ą║ čĆą░ą▒ąŠčéą░ą╗ąŠ. ą£ąŠč鹊čĆ čāą║ą╗ą░ą┤čćąĖą║ą░ ąĘą░ą▓ąĖčüą░ąĄčé ąĮą░ čüą╝ąĄąĮąĄ čüą╗ąŠčÅ ąŠčé ą┐čĆąŠą▓ąŠą┤ą░ 0.8 ą╝ą╝ (Spacing 0.8ą╝ą╝) ąĖ čüą║ąŠčĆąŠčüčéąĖ ąŠą▒ąŠčĆąŠč鹊ą▓ 4ąŠą▒/čüąĄą║ ąĖ ą▓čŗčłąĄ. 3,5 ąŠą▒/čüąĄą║ čĆą░ą▒ąŠčéą░ąĄčé ąĮąŠčĆą╝. ąØąŠ ąŠą┐čÅčéčī ąČąĄ čŹč鹊 NEMA 17 ą┤ąĄčłą╝ą░ąĮčüą║ą░čÅ ą┐ąŠ 600 čĆčāą▒. ąöą░ ąĖ ą┐čĆąŠą▓ąŠą┤ 0.8 ą┤ą╗čÅ 17ą╣ ą╝ąĮąĄ ą║ą░ąČąĄčéčüčÅ ą▓ąĄą╗ąĖą║ąŠą▓ą░čé. ąØą░ą┤ąŠ ą▒čāą┤ąĄčé ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░čéčī ąĮą░ nema 23. ąŻ ąĮąĄčæ čĆą░ą┤ąĖą░ąĮ ą┐ąŠą▒ąŠą╗čīčłąĄ... ąźąŠčéčÅ ąĖ čāą│ą╗ąŠą▓ą░čÅ čüą║ąŠčĆąŠčüčéčī ąĮą░ ąŠą║čĆčāąČąĮąŠčüčéąĖ čĆąŠč鹊čĆą░ č鹊ąČąĄ ą▒ąŠą╗čīčłąĄ. čģ.ąĘ. ąĮą░ą┤ąŠ ą┐čĆąŠą▒ąŠą▓ą░čéčī. ąÉ čā ą╝ąĄąĮčÅ čüąĄą╣čćą░čü ąĮąĄčé ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéąĖ ą┐ąŠą║ą░. ą¤ąŠč鹊ą╝. ąöą░ą╗ąĄąĄ čÅ čüą║ą░čćą░ą╗ ą▒ąĄčéčā ąĘą░ 31ąĄ ą░ą▓ą│čāčüčéą░. ąŚą░ą║ąĖąĮčāą╗ ą│ąĄą║čü ą▓ ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆ. ąöą░ąČąĄ ąĮąĄ čüčéą░ą╗ ąĖčüą┐čĆą░ą▓ą╗čÅčéčī ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą▓čĆą░čēąĄąĮąĖčÅ ąśčüą║ą░ą╗ ąĘą░ą╝ąĄą┤ą╗ąĄąĮąĖąĄ ą▓ ą║ąŠąĮčåąĄ ąĮą░ą╝ąŠčéą║ąĖ, ą▓ ą░ą▓č鹊 ą┐ą░čāąĘą░čģ ąĮąŠ... ąĮąĄ čāąĘčĆąĄą╗. ą×čüčéą░ąĮą░ą▓ą╗ąĖą▓ą░ąĄčéčüčÅ čéą░ą║ ąČąĄ čĆąĄąĘą║ąŠ ą║ą░ą║ ąĖ ą▒čŗą╗ąŠ. ą¦č鹊 ąĮąĄ čéą░ą║?
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąÆčü čüąĄąĮ 19, 2021 10:52:03 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą» ąĮą░ą║ąŠąĮąĄčå-č鹊 ą┐čĆąĖą┤čāą╝ą░ą╗, ą║ą░ą║ čüą┤ąĄą╗ą░čéčī ą┐ą╗ą░ą▓ąĮčāčÄ ąŠčüčéą░ąĮąŠą▓ą║čā. ąÆčŗčćąĖčüą╗ąĄąĮąĖčÅ ą┐ąŠą╗čāčćąĖą╗ąĖčüčī ąĮąĄ ąŠč湥ąĮčī čüą╗ąŠąČąĮčŗąĄ, ąĮąŠ ą▒ąĄąĘ ąĖąĘą▓ą╗ąĄč湥ąĮąĖčÅ ą║ą▓ą░ą┤čĆą░čéąĮąŠą│ąŠ ą║ąŠčĆąĮčÅ ąĮąĄ ąŠą▒ąŠčłą╗ąŠčüčī. ąÆ čĆąĄąĘčāą╗čīčéą░č鹥 ą┐ą░ą╝čÅčéčī ATmega8 ąĖ, ąŠčüąŠą▒ąĄąĮąĮąŠ, ATmega88, ąĘą░ąĮčÅčéą░ ą┐ąŠčćčéąĖ ą┐ąŠą╗ąĮąŠčüčéčīčÄ. ąöą░ą╗čīąĮąĄą╣čłąĄąĄ čĆą░čüčłąĖčĆąĄąĮąĖąĄ čäčāąĮą║čåąĖąŠąĮą░ą╗čīąĮąŠčüčéąĖ čüčéą░ąĮą║ą░ ą▓ąŠąĘą╝ąŠąČąĮąŠ č鹊ą╗čīą║ąŠ ąĮą░ ATmega168/328. ą×č湥čĆąĄą┤ąĮąŠąĄ ąŠą▒ąĮąŠą▓ą╗ąĄąĮąĖąĄ ą▓ąĄčĆčüąĖąĖ 1.1b ąĮą░ ąōčāą│ą╗-ą┤ąĖčüą║ąĄ. spov2, ą┐čĆąŠč鹥čüčéąĖčĆčāą╣č鹥, ą┐ąŠąČą░ą╗čāą╣čüčéą░. alekselektrik01, ą▓ąŠčé ą┐čĆąŠčłąĖą▓ą║ą░ čü ą╝ąĖąĮ. čüą║ąŠčĆąŠčüčéčīčÄ 0,1 ąŠą▒/čü ąĖ čāčüą║ąŠčĆąĄąĮąĖąĄą╝ ąŠą▒ąŠąĖčģ ą┤ą▓ąĖą│ą░č鹥ą╗ąĄą╣ 0,1 ąŠą▒/čü^2. ąÆą╗ąŠąČąĄąĮąĖąĄ: winding_machine_v1.1b_m8_min_speed_0.1_acc_0.1.hex ą×ą▒čÅąĘą░č鹥ą╗čīąĮąŠ ą┐čĆąŠč鹥čüčéąĖčĆčāčÄ, ą» čŹč鹊čé ą╝ąĄčüčÅčå ą╝ą░ą╗ąŠčüčéčī ąĘą░ą│čĆčāąČąĄąĮ, čĆą░ą▒ąŠčéą░ ąĖ čĆąĄą╝ąŠąĮčé ą┤ąŠą╝ą░ ąĮąĄą▒ąŠą╗čīčłąŠą╣. ą¤ąŠ čĆąĄąĘčāą╗čīčéą░čéčā ąŠčéčćąĖčéą░čÄčüčī. ąĪą┐ą░čüąĖą▒ąŠ, ąÉčĆčüąĄąĮąĖą╣! ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 7 minutes 23 seconds:. ąöą░ą╗čīąĮąĄą╣čłąĄąĄ čĆą░čüčłąĖčĆąĄąĮąĖąĄ čäčāąĮą║čåąĖąŠąĮą░ą╗čīąĮąŠčüčéąĖ čüčéą░ąĮą║ą░ ą▓ąŠąĘą╝ąŠąČąĮąŠ č鹊ą╗čīą║ąŠ ąĮą░ ATmega168/328. ąÉ čÅ ą┐ą╗ą░ąĮąĖčĆčāčÄ 168ą╣ čüčéą░ą▓ąĖčéčī čü ą║ą▓ą░čĆčåąĄą╝ 20 ą╝ą│čå čćč鹊 čü ąÉą╗ąĖčłą║ąĖ ą┐čĆąĖąĄčģą░ą╗ąĖ. ąÆ ą│ąŠčĆąŠą┤ąĄ ąĖčģ ąĮąĄ ąŠą║ą░ąĘą░ą╗ąŠčüčī-čĆą░čüčģą▓ą░čéą░ą╗ąĖ ą▓čüąĄ. ą¤ąĄčćą░čéą║čā ą┐ąĄčĆąĄą┤ąĄą╗ą░čÄ ąĖ ą▒čāą┤čā ą┐čĆąŠą▒ąŠą▓ą░čéčī. ą¦ąĄčĆąĄąĘ ąĮąĄą┤ąĄą╗čÄ ą┐čĆąĖą╝ąĄčĆąĮąŠ. ąæčŗčé ąĘą░ąĄą╗.))) ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 1 hour 26 minutes 12 seconds:ą» ąĮą░ą║ąŠąĮąĄčå-č鹊 ą┐čĆąĖą┤čāą╝ą░ą╗, ą║ą░ą║ čüą┤ąĄą╗ą░čéčī ą┐ą╗ą░ą▓ąĮčāčÄ ąŠčüčéą░ąĮąŠą▓ą║čā. ąÆčŗčćąĖčüą╗ąĄąĮąĖčÅ ą┐ąŠą╗čāčćąĖą╗ąĖčüčī ąĮąĄ ąŠč湥ąĮčī čüą╗ąŠąČąĮčŗąĄ, ąĮąŠ ą▒ąĄąĘ ąĖąĘą▓ą╗ąĄč湥ąĮąĖčÅ ą║ą▓ą░ą┤čĆą░čéąĮąŠą│ąŠ ą║ąŠčĆąĮčÅ ąĮąĄ ąŠą▒ąŠčłą╗ąŠčüčī. ąØąĄ čāč鹥čĆą┐ąĄą╗. ąÆčĆąĄą╝ąĄąĮąĖ ąĮąĄ ą╝ąĮąŠą│ąŠ čāčłą╗ąŠ. ąĪąĮą░čćą░ą╗ą░ ą┐čĆąŠą▓ąĄčĆąĖą╗ čü č鹥ą╝ čćč鹊 čā ą╝ąĄąĮčÅ ą┐čĆąŠčłąĖč鹊. ą×čüą▓ąĄąČąĖą╗ ą║ą░ą║ ą│ąŠą▓ąŠčĆąĖčéčüčÅ ą┐ąŠčüą╗ąĄą┤ąĮąĖąĄ ą┤ą░ąĮąĮčŗąĄ , čćč鹊 ąĖ ą║ą░ą║ čĆą░ą▒ąŠčéą░ą╗ąŠ. ą£ąŠč鹊čĆ čāą║ą╗ą░ą┤čćąĖą║ą░ ąĘą░ą▓ąĖčüą░ąĄčé ąĮą░ čüą╝ąĄąĮąĄ čüą╗ąŠčÅ ąŠčé ą┐čĆąŠą▓ąŠą┤ą░ 0.8 ą╝ą╝ (Spacing 0.8ą╝ą╝) ąĖ čüą║ąŠčĆąŠčüčéąĖ ąŠą▒ąŠčĆąŠč鹊ą▓ 4ąŠą▒/čüąĄą║ ąĖ ą▓čŗčłąĄ. 3,5 ąŠą▒/čüąĄą║ čĆą░ą▒ąŠčéą░ąĄčé ąĮąŠčĆą╝. ąØąŠ ąŠą┐čÅčéčī ąČąĄ čŹč鹊 NEMA 17 ą┤ąĄčłą╝ą░ąĮčüą║ą░čÅ ą┐ąŠ 600 čĆčāą▒. ąöą░ ąĖ ą┐čĆąŠą▓ąŠą┤ 0.8 ą┤ą╗čÅ 17ą╣ ą╝ąĮąĄ ą║ą░ąČąĄčéčüčÅ ą▓ąĄą╗ąĖą║ąŠą▓ą░čé. ąØą░ą┤ąŠ ą▒čāą┤ąĄčé ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░čéčī ąĮą░ nema 23. ąŻ ąĮąĄčæ čĆą░ą┤ąĖą░ąĮ ą┐ąŠą▒ąŠą╗čīčłąĄ... ąźąŠčéčÅ ąĖ čāą│ą╗ąŠą▓ą░čÅ čüą║ąŠčĆąŠčüčéčī ąĮą░ ąŠą║čĆčāąČąĮąŠčüčéąĖ čĆąŠč鹊čĆą░ č鹊ąČąĄ ą▒ąŠą╗čīčłąĄ. čģ.ąĘ. ąĮą░ą┤ąŠ ą┐čĆąŠą▒ąŠą▓ą░čéčī. ąÉ čā ą╝ąĄąĮčÅ čüąĄą╣čćą░čü ąĮąĄčé ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéąĖ ą┐ąŠą║ą░. ą¤ąŠč鹊ą╝. ąöą░ą╗ąĄąĄ čÅ čüą║ą░čćą░ą╗ ą▒ąĄčéčā ąĘą░ 31ąĄ ą░ą▓ą│čāčüčéą░. ąŚą░ą║ąĖąĮčāą╗ ą│ąĄą║čü ą▓ ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆ. ąöą░ąČąĄ ąĮąĄ čüčéą░ą╗ ąĖčüą┐čĆą░ą▓ą╗čÅčéčī ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ ą▓čĆą░čēąĄąĮąĖčÅ ąśčüą║ą░ą╗ ąĘą░ą╝ąĄą┤ą╗ąĄąĮąĖąĄ ą▓ ą║ąŠąĮčåąĄ ąĮą░ą╝ąŠčéą║ąĖ, ą▓ ą░ą▓č鹊 ą┐ą░čāąĘą░čģ ąĮąŠ... ąĮąĄ čāąĘčĆąĄą╗. ą×čüčéą░ąĮą░ą▓ą╗ąĖą▓ą░ąĄčéčüčÅ čéą░ą║ ąČąĄ čĆąĄąĘą║ąŠ ą║ą░ą║ ąĖ ą▒čŗą╗ąŠ. ą¦č鹊 ąĮąĄ čéą░ą║?ąśą╗ąĖ ąŠąĮąŠ ąĄčüčéčī ąĮąŠ ą│ą╗ą░ąĘ ąĮąĄ ą▓ąĖą┤ąĖčé?
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪčĆ čüąĄąĮ 22, 2021 22:18:32 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ą» ąĮą░ą║ąŠąĮąĄčå-č鹊 ą┐čĆąĖą┤čāą╝ą░ą╗, ą║ą░ą║ čüą┤ąĄą╗ą░čéčī ą┐ą╗ą░ą▓ąĮčāčÄ ąŠčüčéą░ąĮąŠą▓ą║čā. ąöąŠą▒čĆąŠą│ąŠ ą┤ąĮčÅ! ąÉčĆčüąĄąĮąĖą╣, ąĮąĄąČą┤ą░ąĮąĮąŠ-ąĮąĄą│ą░ą┤ą░ąĮąĮąŠ ą┐čĆąĖą║ą╗čÄčćąĖą╗ą░čüčī ą▓ąŠčé čéą░ą║ą░čÅ ą║ąŠč鹊ą▓ą░čüąĖčÅ. ą¤ąĄčĆąĄčüčéą░ą╗ą░ čĆą░ą▒ąŠčéą░čéčī ą║ąŠą╝ą┐ąĖą╗čÅčåąĖčÅ. ąøąĖą▒ąŠ čÅ ą┐ąŠčüą╗ąĄ ą╗ąĄčéąĮąĖčģ ąŠčéą┤čŗčģąŠą▓ č湥ą│ąŠ č鹊 ą┐ąĄčĆąĄą┐čāčéą░ą╗. ąØąŠ ą▓čĆąŠą┤ąĄ ą╝ąĮąŠą│ąŠ čĆą░ąĘ ą║ąŠą╝ą┐ąĖą╗ąĖčĆąŠą▓ą░ą╗ ą┐čĆąŠčłąĖą▓ą║čā. ąÉ čéčāčé čüčéą░ą╗ąŠ ą▓čŗą┤ą░ą▓ą░čéčī ąŠčłąĖą▒ą║čā. ą» ą┐ąĄčĆąĄą┐čĆąŠą▒ąŠą▓ą░ą╗ ą▓čüąĄ čüą║ą░čćą░ąĮąĮčŗąĄ ą▓ąĄčĆčüąĖąĖ. ąØąŠ ą┤ą░ąČąĄ č鹥 ą║ąŠč鹊čĆčŗąĄ čĆą░ą▒ąŠčćąĖąĄ 100% ą┐ąĄčĆąĄčüčéą░ą╗ąĖ ą║ąŠą╝ą┐ąĖą╗ąĖčĆąŠą▓ą░čéčīčüčÅ. ąÆčŗą┤ą░ąĄčé ą▓ąŠčé čéą░ą║čāčÄ ą║ą░čĆčéąĖąĮą║čā. ą»č鹥ą┐ąĄčĆčī ąĖ ą┐ąŠčŹą║čüą┐ąĄčĆąĄą╝ąĄąĮčéąĖčĆąŠą▓ą░čéčī ąĮąĄ ą╝ąŠą│čā. ąĖ ą┐čĆąŠą▓ąĄčĆąĖčéčī ...ąÆčŗ, ą║ą░ą║ čÅ ą┐ąŠąĮąĖą╝ą░čÄ ąĮąĄ ą║ąŠą╝ą┐ąĖą╗ąĖčĆąŠą▓ą░ą╗ąĖ ą┐ąŠčüą╗ąĄą┤ąĮąĖąĄ ąĖąĘą╝ąĄąĮąĄąĮąĖčÅ čü č鹊čĆą╝ąŠąČąĄąĮąĖąĄą╝ čĆą░ąĘ ąŠąĮąĖ ąĮąĄ čĆą░ą▒ąŠčéą░čÄčé.? ąĪą┐ą░čüąĖą▒ąŠ!
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¦čé čüąĄąĮ 23, 2021 11:54:09 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ą¤ąŠą▒ąĄą│ą░ą╗ ą┐ąŠ č乊čĆčāą╝ą░ą╝. ą¤ąŠą┤ąŠą▒ąĮą░čÅ ąŠčłąĖą▒ą║ą░ ą▓čŗą┐ąŠą╗ąĘą░ąĄčé ąĮąĄ č鹊ą╗čīą║ąŠ čā ą╝ąĄąĮčÅ. ąś ą┐ąŠčģąŠąČąĄ čŹč鹊 čćč鹊-č鹊 čü čüąĖčüč鹥ą╝ąŠą╣. ąŻ ą╝ąĄąĮčÅ ą▓ ą░ą▓ą│čāčüč鹥 čüą┤ąŠčģ čüąĖčüč鹥ą╝ąĮčŗą╣ ą┤ąĖčüą║. ą¤ąŠčüčéą░ą▓ąĖą╗ ąĮąŠą▓čŗą╣, čüą▒ąŠčĆą║ą░ ą▓ąĖąĮą┤čŗ čéą░ ąČąĄ, ąĮąŠ čÅ ąĮąĄ ą┐ąŠą╝ąĮčÄ ą║ą░ą║ąĖąĄ ą┐čĆąŠą│ąĖ ą▒čŗą╗ąĖ ąĮą░ čüčéą░čĆąŠą╣ ąĖ ą║ą░ą║ąĖąĄ čüąĄą╣čćą░čü, čüčĆą░ą▓ąĮąĖčéčī ąĮąĄ ą╝ąŠą│čā. ą£ąŠąČąĄčé ą║ą░čüą┐ąĄčĆčŗčć čćč鹊 č鹊 ą┐čĆąĖą▓ąĮčæčü. ąØąŠ ąŠąĮ čā ą╝ąĄąĮčÅ ąŠčéą║ą╗čÄč湥ąĮ. ą» ąĘą░ąĮąŠą▓ąŠ čüą║ą░čćą░ą╗ ąĖčüčģąŠą┤ąĮąĖą║ąĖ, ąĮąŠ čŹč鹊 ąĮąĖč湥ą│ąŠ ąĮąĄ ą┤ą░ą╗ąŠ. ą¤ąŠą┐čĆąŠą▒čāčÄ ąĮą░ą╣čéąĖ ą┤čĆčāą│ąŠą╣ ą║ąŠą╝ą┐ ąĖ ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░čéčī ąĮą░ ąĮčæą╝. ąÉ ą╝ąŠąČąĄčé čģą▓ą░čéą░ąĮčāą╗ č湥ą│ąŠ. ąØąĄą┤ąĄą╗ąĖ ą┤ą▓ąĄ čÅ čĆą░ą▒ąŠčéą░ą╗ ą▒ąĄąĘ ą░ąĮčéąĖą▓ąĖčĆčÅ.
ąØąĄčé...ą¤ąŠą┐čĆąŠą▒ąŠą▓ą░ą╗ ąĮą░ ą┤čĆčāą│ąŠą╝ ą║ąŠą╝ą┐ąĄ. ąóą░ ąČąĄ ą║ą░čĆčéąĖąĮą░. ąĮąĄ čģąŠč湥čé ą║ąŠą┐ąĖą╗ąĖčĆąŠą▓ą░čéčī ą▓čŗą┤ą░čæčé ąŠčłąĖą▒ą║čā, ąĮąĄ ą╝ąŠąČąĄčé čćč鹊-č鹊 čüąŠąĘą┤ą░čéčī. ąÆąŠčé čéą░ą║ ą▓čŗą│ą╗čÅą┤ąĖčé ąŠą║ąĮąŠ ą┐ąŠčüą╗ąĄ ą║ąŠą╝ą░ąĮą┤čŗ Make clean_all
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¦čé čüąĄąĮ 23, 2021 23:47:20 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
ąĪąĮčæčü ą▓ąĖąĮą┤čā. ąØą░ čćąĖčüč鹊ą╣ ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░ą╗ ąĘą░ą┐čāčüčéąĖčéčī ą║ąŠą╝ą┐ąĖą╗čÅč鹊čĆ. ąÜą░čĆčéąĖąĮą║ą░ ąĮąĄ ąĖąĘą╝ąĄąĮąĖą╗ą░čüčī. ąØąĄ čģąŠč湥čé ą║ąŠą╝ą┐ąĖą╗ąĖčĆąŠą▓ą░čéčī. *Trigger* ąĮąĄ ą┐ąŠčÅą▓ą╗čÅąĄčéčüčÅ, ąĮą░čćą░ą╗ąŠ čāč湥ą▒ąĮąŠą│ąŠ ą│ąŠą┤ą░, ą▓ąĖą┤ąĖą╝ąŠ ąĘą░ąĮčÅčé. ąÜč鹊 ą┐ąŠą┤čüą║ą░ąČąĄčé- čÅ ą┐čĆą░ą▓ąĖą╗čīąĮąŠ ąĮą░ą▒ąĖčĆą░čÄ ą║ąŠą╝ą░ąĮą┤čā, ą░ č鹊 čā ą╝ąĄąĮčÅ čāąČąĄ ą╝ąŠčüą║ ąĮą░ą▒ąĄą║čĆąĄąĮčī?
D:\AVR\winding_machine 1_1b>D:\AVR\avr-gcc-8.3.0-x64-mingw\bin\make
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¦čé čüąĄąĮ 30, 2021 19:07:36 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
ąōą╗ą░čü ą▓ąŠą┐ąĖčÄčēąĄą│ąŠ ą▓ ą┐čāčüčéčŗąĮąĄ. ąØčā ą┤ą░ ą╗ą░ą┤ąĮąŠ.ąĀą░ąĘąŠą▒čĆą░ą╗čüčÅ čüą░ą╝: ąÆ Makefile ąĮą░ 5ą╣ čüčéčĆąŠą║ąĄ ąĄčüčéčī ą▓čŗčĆą░ąČąĄąĮąĖąĄ CC_BASE = C:/AVR/avr-gcc-8.3.0-x86-mingw. ą×ą▒čĆą░čéąĖč鹥 ą▓ąĮąĖą╝ą░ąĮąĖąĄ, čćč鹊 čāą║ą░ąĘą░ąĮą░ ą▓ąĄčĆčüąĖčÅ ą║ąŠą╝ą┐ąĖą╗čÅč鹊čĆą░ ą┤ą╗čÅ 32bit ą▓ąĄčĆčüąĖąĖ Windows. ąöąŠ ą┤ąŠą▒ą░ą▓ą╗ąĄąĮąĖčÅ ą┐ąŠ ą┐čĆąŠčüčīą▒ąĄ č乊čĆčāą╝čćą░ąĮ, ą║ąŠą╝ą┐ąĖą╗čÅč鹊čĆą░ ą┤ą╗čÅ 32čģ čĆą░ąĘčĆčÅą┤ąĮąŠą╣ ą▓ąĄčĆčüąĖąĖ ą▓ąĖąĮą┤čŗ, ą▓ Makefile ą▓čŗčĆą░ąČąĄąĮąĖąĄ ąĖą╝ąĄą╗ąŠ ą▓ąĖą┤ CC_BASE = C:/AVR/avr-gcc-8.3.0-x64-mingw. ąĪ čŹč鹊ą╣ ą▓ąĄčĆčüąĖąĄą╣ čÅ ąĖ ą┐čĆąŠą▓ąŠą┤ąĖą╗ ą▓čüąĄ 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčéčŗ. ąÉ ą┐ąŠčüą╗ąĄ čüą╝ąĄąĮčŗ ą▓ąĖąĮčéą░ ąĖ ą▓ąĖąĮą┤čŗ ąĮąĄ ąŠą▒čĆą░čéąĖą╗ ą▓ąĮąĖą╝ą░ąĮąĖčÅ čćč鹊 ą▓ąŠ ą▓čüąĄčģ ą▒ąĄčéą░ ą▓ąĄčĆčüąĖčÅčģ č鹥ą┐ąĄčĆčī č鹊čĆčćąĖčé CC_BASE = C:/AVR/avr-gcc-8.3.0- x86-mingw, č鹊 ą▒ąĖčłčī 32bit. ąÆąŠčé ąĖ ą┐čĆąŠčéčĆą░čģą░ą╗čüčÅ ąĮąĄą┤ąĄą╗čÄ. ąóą░ą║ čćč鹊 ąŠą▒čĆą░čéąĖč鹥 ąĮą░ čŹč鹊 ą▓ąĮąĖą╝ą░ąĮąĖąĄ ą▓ą╗ą░ą┤ąĄą╗čīčåčŗ 64 ą▒ąĖčéąĮąŠą╣ Windows. ąŁą║čüą┐ąĄčĆąĖą╝ąĄąĮčéčŗ ą┐čĆąŠą┤ąŠą╗ąČčā, ą┐ąŠ čĆąĄąĘčāą╗čīčéą░čéą╝ ąŠčéą┐ąĖčłčāčüčī. ąÆčüąĄą╝ čāčüą┐ąĄčģą░! ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ after 3 hours 45 minutes 11 seconds:ąÆąŠčé čüą╗ąĄą│ą║ą░ ą┐ąŠą┤ą┐čĆą░ą▓ą╗ąĄąĮąĮą░čÅ ąĖąĮčüčéčĆčāą║čåąĖčÅ ( ąĮą░ą┤ąĄčÄčüčī *Trigger* ąĮąĄ ąŠčüčāą┤ąĖčé) ąśčéą░ą║, ąĖąĮčüčéčĆčāą║čåąĖčÅ (ą▓ ąŠčüąĮąŠą▓ąĮąŠą╝, ą┤ą╗čÅ ą┐ąŠą╗čīąĘąŠą▓ą░č鹥ą╗ąĄą╣ Windows. ąóąĄ, ą║č鹊 ąĖčüą┐ąŠą╗čīąĘčāčÄčé Linux ąĖ ą┐ąŠą┤ąŠą▒ąĮčŗąĄ čüąĖčüč鹥ą╝čŗ, čü čŹčéąĖą╝ ąĘąĮą░ą║ąŠą╝čŗ): 1. ąĪą║ą░čćą░čéčī ąĘą┤ąĄčüčī ą░čĆčģąĖą▓ čü ąĖčüčģąŠą┤ąĮąĖą║ą░ą╝ąĖ winding_machine_all.zip, ą░ čéą░ą║ąČąĄ ą░čĆčģąĖą▓ čü ą║ąŠą╝ą┐ąĖą╗čÅč鹊čĆąŠą╝ (ąĖąĘ ą┐ą░ą┐ą║ąĖ avr-gcc). ąÉčĆčģąĖą▓ winding_machine_all.zip ą▒čāą┤ąĄčé ą╝ąĮąŠą╣ ąŠą▒ąĮąŠą▓ą╗čÅčéčīčüčÅ ą┐čĆąĖ ą┤ąŠčĆą░ą▒ąŠčéą║ą░čģ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ.
2. ąĀą░čüą┐ą░ą║ąŠą▓ą░čéčī ąŠą▒ą░ ą░čĆčģąĖą▓ą░ ą║čāą┤ą░-ąĮąĖą▒čāą┤čī (ąĮąĄ ąŠą▒čÅąĘą░č鹥ą╗čīąĮąŠ ą▓ ąŠą┤ąĮąŠ ąĖ č鹊 ąČąĄ ą╝ąĄčüč鹊), ą┐čĆąĖ čŹč鹊ą╝ ą▓ ą┐čāčéčÅčģ ąĮąĄ ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī ą┐čĆąŠą▒ąĄą╗ąŠą▓ ąĖ čĆčāčüčüą║ąĖčģ ą▒čāą║ą▓ (ą┤ą╗čÅ č鹥čģ, čā ą║ąŠą│ąŠ Windows čü čĆčāčüčüą║ąĖą╝ ąĖą╝ąĄąĮąĄą╝ ą┐ąŠą╗čīąĘąŠą▓ą░č鹥ą╗čÅ: ąĮąĄ ąĖčüą┐ąŠą╗čīąĘčāą╣č鹥 ą┐ą░ą┐ą║čā ą┐ąŠą╗čīąĘąŠą▓ą░č鹥ą╗čÅ ą▓ C:\Users\user, čĆą░čüą┐ą░ą║čāą╣č鹥 ą║čāą┤ą░-ąĮąĖą▒čāą┤čī ą┐ąŠą▒ą╗ąĖąČąĄ ą║ ą║ąŠčĆąĮčÄ ą┤ąĖčüą║ą░ (D:\AVR ). 3. ą×čéą║čĆčŗčéčī čäą░ą╣ą╗ D:\AVR\winding_machine_all\winding_machine/ Makefile (ąŠąĮ ą▒ąĄąĘ čĆą░čüčłąĖčĆąĄąĮąĖčÅ, ąŠčéą║čĆčŗčéčī ą╝ąŠąČąĮąŠ ą▒ą╗ąŠą║ąĮąŠč鹊ą╝) 4. ąØą░ą╣čéąĖ ą▓ čäą░ą╣ą╗ąĄ čüčéčĆąŠą║čā (5čÅ čüčéčĆąŠą║ą░) ąÜąŠą┤: CC_BASE = C:/AVR/avr-gcc-8.3.0- x64-mingw ąĖ ąĘą░ą╝ąĄąĮąĖčéčī ą▓ ąĮąĄą╣ ą▓čüčæ, čćč鹊 ąĮą░ą┐ąĖčüą░ąĮąŠ ą┐ąŠčüą╗ąĄ ąĘąĮą░ą║ą░ "=", ąĮą░ č鹊čé ą┐čāčéčī, ą║čāą┤ą░ ąÆčŗ čĆą░čüą┐ą░ą║ąŠą▓ą░ą╗ąĖ ą║ąŠą╝ą┐ąĖą╗čÅč鹊čĆ (ąĮą░ą┐čĆąĖą╝ąĄčĆ, ąĄčüą╗ąĖ čŹč鹊 D:\AVR, č鹊 ąĮą░ą┤ąŠ ąĮą░ą┐ąĖčüą░čéčī ąÜąŠą┤: CC_BASE = D:/AVR/avr-gcc-8.3.0- x64-mingw ąöą╗čÅ 32čģ ą▒ąĖčéąĮąŠą╣ ą▓ąĄčĆčüąĖąĖ Windows ą║ąŠą┤ ą▒čāą┤ąĄčé ąĖą╝ąĄčéčī ą▓ąĖą┤: ąÜąŠą┤: CC_BASE = D:/AVR/avr-gcc-8.3.0- x86-mingw ąÆą░ąČąĮąŠ! ąŠą▒čĆą░čéąĮčŗąĄ čüą╗ąĄčłąĖ "\" ąĮą░ą┤ąŠ ąĘą░ą╝ąĄąĮąĖčéčī ąĮą░ ą┐čĆčÅą╝čŗąĄ "/". ąĪąŠčģčĆą░ąĮąĖčéčī ąĖąĘą╝ąĄąĮąĄąĮąĖčÅ. 5. ąÆąĮąĄčüčéąĖ, ąĄčüą╗ąĖ čéčĆąĄą▒čāčÄčéčüčÅ ą┤ą╗čÅ ą▓ą░čłąĄą│ąŠ čüčéą░ąĮą║ą░ ąĖą╗ąĖ ą▓ą░čłąĄą│ąŠ ą▓ąĖą┤ąĄąĮąĖčÅ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ, ąĖąĘą╝ąĄąĮąĄąĮąĖčÅ ą▓ čäą░ą╣ą╗čŗ pins.h, lcdlibrary/lcd_definitions.h, winding.h ąĖ main.c, čüąŠčģčĆą░ąĮąĖčéčī. ąśčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī ą╝ąŠąČąĮąŠ ą╗čÄą▒ąŠą╣ č鹥ą║čüč鹊ą▓čŗą╣ čĆąĄą┤ą░ą║č鹊čĆ. 6. ą×čéą║čĆčŗčéčī ą║ąŠą╝ą░ąĮą┤ąĮčāčÄ čüčéčĆąŠą║čā (ąĮą░ąČą░čéčī Win + R, ąĮą░ą┐ąĖčüą░čéčī "cmd" (ą▒ąĄąĘ ą║ą░ą▓čŗč湥ą║), ąĮą░ąČą░čéčī Enter). 7. ąÆčŗą┐ąŠą╗ąĮčÅąĄą╝ čüą╝ąĄąĮčā ą┤ąĖčüą║ą░: C:\ users\user> D:D:\> ą¤ąĄčĆąĄčģąŠą┤ąĖą╝ ą▓ ą┐ą░ą┐ą║čā winding_machine ąĖąĘ čĆą░čüą┐ą░ą║ąŠą▓ą░ąĮąĮąŠą│ąŠ ą░čĆčģąĖą▓ą░ D:\AVR\winding_machine_all\winding_machine ąöą╗čÅ čŹč鹊ą│ąŠ ą╝ąĄąĮčÅąĄą╝ ą┤ąĖčĆąĄą║č鹊čĆąĖčÄ, čé.ąĄ. ąĘą░čģąŠą┤ąĖą╝ ą▓ ą┐ą░ą┐ą║čā čü čĆą░čüą┐ą░ą║ąŠą▓ą░ąĮąĮčŗą╝ ą░čĆčģąĖą▓ąŠą╝ cd D:\AVR\winding_machine_all\winding_machine , ą┐ąŠą╗čāčćą░ąĄą╝ ą▓ąĖą┤ ą▓ ą║ąŠą╝ą░ąĮą┤ąĮąŠą╣ čüčéčĆąŠą║ąĄ D:\AVR\winding_machine_all\winding_machine> 8. ąöą░ą╗ąĄąĄ. ąĢčüą╗ąĖ ą║ąŠą╝ą┐ąĖą╗čÅč鹊čĆ ą▒čŗą╗ čĆą░čüą┐ą░ą║ąŠą▓ą░ąĮ ą▓ D:\AVR\, č鹊 ąĮčāąČąĮąŠ ą▓ą▓ąĄčüčéąĖ ąÜąŠą┤: D:\AVR\avr-gcc-8.3.0- x64-mingw\bin (ą┐ąŠč鹊ą╝čā, čćč鹊 ą▓ makefile čéą░ą║ ąĖ ą┐čĆąŠą┐ąĖčüą░ąĮąŠ > CC_BASE = D:/AVR/avr-gcc-8.3.0- čģ64-mingw) ąĪčéčĆąŠą║ą░ ą▓ ą║ąŠąĮčüąŠą╗ąĖ ą┐čĆąĖą╝ąĄčé ą▓ąŠčé čéą░ą║ąŠą╣ ą▓ąĖą┤ D:\AVR\winding_machine_all\winding_machine> D:\AVR\avr-gcc-8.3.0- x64-mingw\bin ą×čüčéą░ą╗ąŠčüčī ą┤ąŠą▒ą░ą▓ąĖčéčī ą║ąŠą╝ą░ąĮą┤čā make ąĮąŠ... ąĄčüčéčī ąĮčÄą░ąĮčüčŗ. ąÆ ą┐ą░ą┐ą║ąĄ D:\AVR\winding_machine_all\winding_machine\bin > ą╗ąĄąČą░čé čģčĆą░ąĮąĖą╗ąĖčēą░ ą┤ą╗čÅ ąĮąĄčüą║ąŠą╗čīą║ąĖčģ ą▓ąĖą┤ąŠą▓ ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆąŠą▓ čüąĄčĆąĖąĖ ATmega Release Release_m88 Release_m88p Release_m168 Release_m168p Release_m328 Release_m328p ąÆ ąĮąĖčģ ąĮą░čģąŠą┤čÅčéčüčÅ ą┐čĆąŠčłąĖą▓ą║ąĖ ą┤ą╗čÅ ąŠą┐čĆąĄą┤ąĄą╗čæąĮąĮąŠą│ąŠ ą▓ąĖą┤ą░ ą╝ąĄčģą░ąĮąĮąĖą║ąĖ, ą║ąŠč鹊čĆą░čÅ ą┤ą╗čÅ ą║ą░ą║ąĖčģ-č鹊 čüčéą░ąĮą║ąŠą▓ ąĮąĄ ą┐ąŠą┤čģąŠą┤ąĖčé. ąÆ čéą░ą║ąŠą╝ čüą╗čāčćą░ąĄ ą▓ ą║ąŠąĮčåąĄ čüčéčĆąŠą║ąĖ ą┤ąŠą▒ą░ą▓ą╗čÅąĄą╝ make clean_allD:\AVR\winding_machine_all\winding_machine> D:\AVR\avr-gcc-8.3.0- x64-mingw\bin\ make clean_all ąĖ ąĮą░ąČąĖą╝ą░ąĄą╝ Enter. ąĪčéąĖčĆą░ąĄčéčüčÅ ą▓čüčÅ ąĖąĮč乊čĆą╝ą░čåąĖčÅ ą▓ ą┐ą░ą┐ą║ą░čģ Release* ąĢčüą╗ąĖ ąĮą░ą┐čĆąĖą╝ąĄčĆ ąĮą░ą┤ąŠ čüč鹥čĆąĄčéčī čüą▒ąŠčĆą║čā ą┤ą╗čÅ ąŠą┤ąĮąŠą│ąŠ ą£ąĪU,č鹊: D:\AVR\winding_machine_all\winding_machine> D:\AVR\avr-gcc-8.3.0- x64-mingw\bin\ make clean MCU=atmega168pa ( ąĮą░ ą▓ą░čł ą▓čŗą▒ąŠčĆ) ą¤ąŠčüą╗ąĄ čŹč鹊ą│ąŠ ą▓čŗ ą╝ąŠąČąĄč鹥 ą▒ąĄąĘ ąĮą░ą┐čĆčÅą│ąŠą▓ ąĖ čéą░ąĮčåąĄą▓ čü ą▒čāą▒ąĮąŠą╝ čüą║ąŠą╝ą┐ąĖą╗ąĖčĆąŠą▓ą░čéčī ą┐čĆąŠčłąĖą▓ą║čā ą┤ą╗čÅ ą╗čÄą▒ąŠą│ąŠ ą╝ąĖą║čĆąŠą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆą░ ąĖąĘ čüą┐ąĖčüą║ą░ Realese (ą▓ ą┐ąĄčĆą▓ąŠą╣ ą┐ą░ą┐ą║ąĄ realese ąČąĖą▓čæčé ATmega8), ą┐čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮąŠ ą▓ąĮąĄčüčÅ ąĖąĘą╝ąĄąĮąĄąĮąĖčÅ ą▓ čäą░ą╣ą╗čŗ čāą║ą░ąĘą░ąĮąĮčŗąĄ ą▓čŗčłąĄ ( pins.h, lcdlibrary/lcd_definitions.h, winding.h ąĖ main.c) ąöą╗čÅ čŹč鹊ą│ąŠ: D:\AVR\winding_machine_all\winding_machine> D:\AVR\avr-gcc-8.3.0- x64-mingw\bin\ make (ą┤ą╗čÅ atmega8) D:\AVR\winding_machine_all\winding_machine> D:\AVR\avr-gcc-8.3.0- x64-mingw\bin\ make MCU=atmega88pa ( ą┤ą╗čÅ atmega88pa) D:\AVR\winding_machine_all\winding_machine> D:\AVR\avr-gcc-8.3.0- x64-mingw\bin\ make MCU=atmeg168pa ( ą┤ą╗čÅ atmega168pa) ąĮčā ąĖ čé.ą┤. 9. ąÆ čüą╗čāčćą░ąĄ čāčüą┐ąĄčłąĮąŠą╣ ą║ąŠą╝ą┐ąĖą╗čÅčåąĖąĖ ą▓ ą║ąŠąĮčåąĄ ą▒čāą┤ąĄčé ą▓čŗą▓ąĄą┤ąĄąĮąŠ čüąŠąŠą▒čēąĄąĮąĖąĄ ąŠ ąĘą░ąĮčÅč鹊ą╣ ą┐ą░ą╝čÅčéąĖ: ąÜąŠą┤: AVR Memory Usage ---------- Device: atmega8 Program: 7712 bytes (94.1% Full) (.text + .data + .bootloader) Data: 230 bytes (22.5% Full) (.data + .bss + .noinit) ąØąĖą║ą░ą║ąĖčģ čüąŠąŠą▒čēąĄąĮąĖą╣ ąŠą▒ ąŠčłąĖą▒ą║ą░čģ ą▒čŗčéčī ąĮąĄ ą┤ąŠą╗ąČąĮąŠ. ąĪą║ąŠą╝ą┐ąĖą╗ąĖčĆąŠą▓ą░ąĮąĮčāčÄ ą┐čĆąŠčłąĖą▓ą║čā ąĮą░ą╣ą┤čæč鹥 čéą░ą╝, ą│ą┤ąĄ ąĖčüčģąŠą┤ąĮąĖą║ąĖ, ą┐ąŠ ą┐čāčéąĖ D:\AVR\winding_machine_all\winding_machine\bin\ Release\winding_machine.hex. ą¤čĆąŠčćąĖąĄ ąĖą╝ąĄčÄčēąĖąĄčüčÅ čéą░ą╝ čäą░ą╣ą╗čŗ ąĮąĄ ąĖčüą┐ąŠą╗čīąĘčāčÄčéčüčÅ. ą» ą┐čĆąŠčłąĖą▓ą░čÄ ą║ąŠąĮčéčĆąŠą╗ą╗ąĄčĆąŠą╝ USBAsp ą¤čĆąŠą▒ąŠą▓ą░ą╗ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ Khazama (ąĮą░ ą▓čŗčüą║ą░ą║ąĖą▓ą░čÄčēąĖąĄ ąŠčłąĖą▒ą║ąĖ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ ą╝ąŠąČąĮąŠ ąĮąĄ ąŠą▒čĆą░čēą░čéčī ą▓ąĮąĖą╝ą░ąĮąĖčÅ) ąĖ AVERDUDE ąÆąŠąĘą╝ąŠąČąĮčŗ ą║ą░ą║ąĖąĄ-č鹊 ą║ąŠčüčÅą║ąĖ čü ą┐ąŠčüą╗ąĄą┤ąĮąĄą╣ ą┐čĆąŠčłąĖą▓ą║ąŠą╣ ąŠąĮą░ ąĄčēčæ ąĮąĄ ą┐čĆąŠą▓ąĄčĆąĄąĮą░ ą▓ čĆą░ą▒ąŠč鹥. ąśą┤čæčé č鹥čüčéąĖčĆąŠą▓ą░ąĮąĖąĄ.
ąÆ čŹč鹊ą╝ ą▓ą░čĆąĖą░ąĮč鹥 ąĖąĮčüčéčĆčāą║čåąĖąĖ ą┐čĆąŠčüč鹊 ąŠą▒čŖąĄą┤ąĖąĮąĄąĮčŗ ąŠčéą▓ąĄčéčŗ ą┐čĆą░ą║čéąĖč湥čüą║ąĖ ąĮą░ ą▓čüąĄ ąĘą░ą┤ą░ąĮąĮčŗąĄ ą▓ č鹥č湥ąĮąĖąĄ č鹥ą╝čŗ ą▓ąŠą┐čĆąŠčüčŗ čćąĖčéą░č鹥ą╗ąĄą╣ ą┐ąŠ ą║ąŠą╝ą┐ąĖą╗čÅčåąĖąĖ.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
alekselektrik01
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ą¦čé čüąĄąĮ 30, 2021 20:12:48 |
|
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ąÆčü ą░ą▓ą│ 01, 2021 13:46:54
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 19
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
|
spov2 . čüą┐ą░čüąĖą▒ąŠ ąĘą░ ąĖąĮčüčéčĆčāą║čåąĖčÄ ! ąĮą░ą┤ąŠ ą▒čāą┤ąĄčé ą┐ąŠą┐čĆąŠą▒ąŠą▓ą░čéčī ą░ čŹč鹊 ą▓čüąĄ ąĮą░ 10 ąĖą╗ąĖ 7 ą▓ąĖąĮą┤ąĄ?
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
spov2
|
ąŚą░ą│ąŠą╗ąŠą▓ąŠą║ čüąŠąŠą▒čēąĄąĮąĖčÅ: Re: ąÉą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖą╣ ąĮą░ą╝ąŠč鹊čćąĮčŗą╣ čüčéą░ąĮąŠą║ ąöąŠą▒ą░ą▓ą╗ąĄąĮąŠ: ąĪą▒ ąŠą║čé 02, 2021 20:22:51 |
|
ąÜą░čĆą╝ą░: 3
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖą╣: 4
ąŚą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮ: ą¦čé ąĖčÄąĮ 17, 2021 19:55:11
ąĪąŠąŠą▒čēąĄąĮąĖą╣: 60
ąĀąĄą╣čéąĖąĮą│ čüąŠąŠą▒čēąĄąĮąĖčÅ: 0
|
spov2 . ą░ čŹč鹊 ą▓čüąĄ ąĮą░ 10 ąĖą╗ąĖ 7 ą▓ąĖąĮą┤ąĄ? ąØą░ 7ą║ąĄ ąĮąĄ ą┐čĆąŠą▒ąŠą▓ą░ą╗ čā ą╝ąĄąĮčÅ 10ą║ą░. ąØąŠ ą╝ąĮąĄ ą║ą░ąČąĄčéčüčÅ ą▒ąĄąĘ čĆą░ąĘąĮąĖčåčŗ, ą│ą╗ą░ą▓ąĮąŠąĄ čĆą░ąĘčĆčÅą┤ąĮąŠčüčéčī ą▓ąĖąĮą┤čŗ. ą¤ąŠ ą║čĆą░ą╣ąĮąĄą╣ ą╝ąĄčĆąĄ *Trigger* ą▓čĆąŠą┤ąĄ ąĮąĖč湥ą│ąŠ ąĮąĄ ą┐ąĖčüą░ą╗ ą┐ąŠ čŹč鹊ą╝čā ą┐ąŠą▓ąŠą┤čā.
|
|
| ąÆąĄčĆąĮčāčéčīčüčÅ ąĮą░ą▓ąĄčĆčģ |
|
|
|
|
ąĪčéčĆą░ąĮąĖčåą░ 10 ąĖąĘ 14
|
[ ąĪąŠąŠą▒čēąĄąĮąĖą╣: 270 ] |
... , , , , , , , |
ąÜč鹊 čüąĄą╣čćą░čü ąĮą░ č乊čĆčāą╝ąĄ |
ąĪąĄą╣čćą░čü čŹč鹊čé č乊čĆčāą╝ ą┐čĆąŠčüą╝ą░čéčĆąĖą▓ą░čÄčé: ąĮąĄčé ąĘą░čĆąĄą│ąĖčüčéčĆąĖčĆąŠą▓ą░ąĮąĮčŗčģ ą┐ąŠą╗čīąĘąŠą▓ą░č鹥ą╗ąĄą╣ ąĖ ą│ąŠčüčéąĖ: 20 |
|
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąĮą░čćąĖąĮą░čéčī č鹥ą╝čŗ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ąŠčéą▓ąĄčćą░čéčī ąĮą░ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čĆąĄą┤ą░ą║čéąĖčĆąŠą▓ą░čéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 čāą┤ą░ą╗čÅčéčī čüą▓ąŠąĖ čüąŠąŠą▒čēąĄąĮąĖčÅ
ąÆčŗ ąĮąĄ ą╝ąŠąČąĄč鹥 ą┤ąŠą▒ą░ą▓ą╗čÅčéčī ą▓ą╗ąŠąČąĄąĮąĖčÅ
|

|
|