|
–§–æ—Ä—É–º –Ý–∞–¥–∏–æ–ö–æ—Ç • –ü—Ä–æ—Å–º–æ—Ç—Ä —Ç–µ–º—ã - –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£
–°–æ–æ–±—â–µ–Ω–∏—è –±–µ–∑ –æ—Ç–≤–µ—Ç–æ–≤ | –ê–∫—Ç–∏–≤–Ω—ã–µ —Ç–µ–º—ã
 
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 79 –∏–∑ 174
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 3480 ] |
... , , , , , , ... |
| –ê–≤—Ç–æ—Ä |
–°–æ–æ–±—â–µ–Ω–∏–µ |
boka1733

|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£  –î–æ–±–∞–≤–ª–µ–Ω–æ: –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç –æ–∫—Ç 14, 2014 22:48:17 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
 |
–ö–∞—Ä–º–∞: 1
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 79
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 16, 2010 12:00:19
–°–æ–æ–±—â–µ–Ω–∏–π: 121
–û—Ç–∫—É–¥–∞: –ö–ú–í
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
—Ç–æ–≥–¥–∞ –ø–æ–Ω—è—Ç–Ω–æ, –µ—Å–ª–∏ –¥—ã—Ä–∫–∏ –±–æ–ª—å—à–µ.....
–°–∏–∂—É, –∫–∞–ª–∏–±—Ä—É—é —Å–≤–æ–π —Å—Ç–∞–Ω–æ–∫ —Å—Ä–µ–¥—Å—Ç–≤–∞–º–∏ Mach.
–ù–µ –¥–µ–ª–∞–ª —ç—Ç–æ —Å –º–æ–º–µ–Ω—Ç–∞ –ø–æ–∫—É–ø–∫–∏ (–¥–≤–∞ –≥–æ–¥–∞)
–í—ã–ª–æ–≤–∏–ª "–±–ª–æ—Ö—É" –≤ –≤–∏–¥–µ –ø–∞—Ä—ã –∏–º–ø—É–ª—å—Å–æ–≤ Step per - –±—ã–ª–æ 100 –ø–æ—Å—Ç–∞–≤–∏–ª 100.21 –ø–æ X –∏ –ø–æ Y
–°—Ç–∞–ª–æ —Ç–æ—á–Ω–µ–µ –ø–æ–ø–∞–¥–∞—Ç—å –ø—Ä–∏ –ø–µ—Ä–µ–µ–∑–¥–∞—Ö 0 --> 150 –∏ –æ–±—Ä–∞—Ç–Ω–æ.
–§—Ä–µ–∑–µ—Ä–Ω—É—Ç—å-–±—ã —á—Ç–æ-–Ω–∏–±—É–¥—å –±–æ–ª—å—à–æ–µ –∏ –∑–∞–º–µ—Ä–∏—Ç—å... –¥–∞ –ø–æ–∑–¥–Ω–æ —É–∂–µ, —à—É–º–µ—Ç—å –Ω–µ —Ö–æ—á–µ—Ç—Å—è.
–ï—â—ë –¥—É–º–∞—é, —Å–≤–æ—é –ª–µ–ø—Ç—É –≤ –∏—Å–∫–∞–∂–µ–Ω–∏—è –≤–Ω–µ—Å–ª–∞ —Ç–æ–ª—â–∏–Ω–∞ –ø–ª–µ–Ω–∫–∏ —Ñ–æ—Ç–æ—à–∞–±–ª–æ–Ω–∞, —á–µ—Ä–µ–∑ –∫–æ—Ç–æ—Ä—É—é —Å–≤–µ—Ç–∏–ª.
–Ø –Ω–∞–∫–ª–∞–¥—ã–≤–∞–ª —Ç–æ–Ω–µ—Ä–æ–º –≤–≤–µ—Ä—Ö. –õ–∞–º–ø–∞ –±—ã–ª–∞ –Ω–∞ –≤—ã—Å–æ—Ç–µ 15 —Å–º –∏ –æ–¥–Ω–∞ - –≤–µ—Å—å–º–∞ –Ω–∏–∑–∫–æ.
–ó–Ω–∞—á–∏—Ç –º–æ–≥–ª–∏ –±—ã—Ç—å –∫–æ—Å—ã–µ –ª—É—á–∏ –ø–æ–¥ 60 –≥—Ä–∞–¥—É—Å–æ–≤ –Ω–∞ –∫—Ä–∞—è –ø–ª–∞—Ç—ã (–µ—ë —Ä–∞–∑–º–µ—Ä 150—Ö100 - –ø—Ä–∞–∫—Ç–∏—á–µ—Å–∫–∏ —Ç—Ä–µ—É–≥–æ–ª—å–Ω–∏–∫ –ø–æ–ª—É—á–∞–µ—Ç—Å—è –ª–∞–º–ø–∞ –ø–ª–∞—Ç–∞ –∫—Ä–∞—è –ø–ª–∞—Ç—ã)
–∏ –æ–Ω–∏ –Ω–µ–º–Ω–æ–≥–æ —Å–º–µ—Å—Ç–∏–ª–∏ –¥–æ—Ä–æ–∂–∫–∏ –∫–æ—Å–æ–π —Ç–µ–Ω—å—é –ø–ª—é—Å –∏ –º–∏–Ω—É—Å –Ω–∞ –ø—Ä–æ—Ç–∏–≤–æ–ø–æ–ª–æ–∂–Ω—ã—Ö —Å—Ç–æ—Ä–æ–Ω–∞—Ö –æ—Ç –ª–∞–º–ø—ã.
–í–æ—Ç –∏ –Ω–∞–±–µ–∂–∞–ª–∏ –ª–∏—à–Ω–∏–µ –¥–≤–µ-—Ç—Ä–∏ —Å–æ—Ç–∫–∏ –Ω–∞ 100 –º–º –¥–ª–∏–Ω—ã.
–ù–∞–¥–æ –¥—É–º–∞—Ç—å –æ —Å—Ç—Ä–æ–≥–æ –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–µ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
 |
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç –æ–∫—Ç 14, 2014 22:51:48 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
boka1733 –ø–∏—Å–∞–ª(–∞): –í—ã–ª–æ–≤–∏–ª "–±–ª–æ—Ö—É" –≤ –≤–∏–¥–µ –ø–∞—Ä—ã –∏–º–ø—É–ª—å—Å–æ–≤ Step per - –±—ã–ª–æ 100 –ø–æ—Å—Ç–∞–≤–∏–ª 100.21 –ø–æ X –∏ –ø–æ Y
–°—Ç–∞–ª–æ —Ç–æ—á–Ω–µ–µ –ø–æ–ø–∞–¥–∞—Ç—å –ø—Ä–∏ –ø–µ—Ä–µ–µ–∑–¥–∞—Ö 0 --> 150 –∏ –æ–±—Ä–∞—Ç–Ω–æ. 100.21 - –∫–∞–∫ —ç—Ç–æ —Ä–∞—Å—Å—á–∏—Ç—ã–≤–∞–ª–æ—Å—å? –ê —Ç–æ —è —Ç–æ–∂–µ —Ç–∞–º —É—Å—Ç–∞–Ω–æ–≤–∏–ª –Ω–µ –ø–æ–Ω—è—Ç–Ω–æ —á—Ç–æ. 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
nhrib
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 06:40:37 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 5
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 119
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 08, 2013 07:08:10
–°–æ–æ–±—â–µ–Ω–∏–π: 339
–û—Ç–∫—É–¥–∞: –ú—É—Ä–∞–≤–ª–µ–Ω–∫–æ
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 5
|
–Ý—É–∑–∏–∫ –ó–¥–µ—Å—å —Ä–∞—Å–ø–∏—Å–∞–Ω–æ https://cloud.mail.ru/public/9d16525302 ... %D0%B0.rar–ò, –∫–∞–∫ —Å–æ–≤–µ—Ç—É–µ—Ç –∞–≤—Ç–æ—Ä —Ä—É—Å—Å–∫–æ–≥–æ —Å–∫—Ä–∏–Ω—Å–µ—Ç–∞ –¥–ª—è Mach3, –≤—ã–ø–æ–ª–Ω–∏—Ç—å —ç—Ç–æ: "–í –Ω–∞—Å—Ç—Ä–æ–π–∫–∞—Ö Mach3 –µ—Å—Ç—å –æ—á–µ–Ω—å —Å–ª–æ–∂–Ω—ã–π –º–æ–º–µ–Ω—Ç —Å –Ω–∞—Å—Ç—Ä–æ–π–∫–æ–π –ø–∞—Ä–∞–º–µ—Ç—Ä–æ–≤ –ø–ª–∞–Ω–∏—Ä–æ–≤—â–∏–∫–∞ —Ç—Ä–∞–µ–∫—Ç–æ—Ä–∏–∏. –õ–µ–Ω—å –≤ –æ—á–µ—Ä–µ–¥–Ω–æ–π —Ä–∞–∑ –æ–±—ä—è—Å–Ω—è—Ç—å. –ü—Ä–æ—Å—Ç–æ —É—Å—Ç–∞–Ω–æ–≤–∏—Ç–µ –æ–±–≤–µ–¥–µ–Ω–Ω—ã–µ –ø–∞—Ä–∞–º–µ—Ç—Ä—ã, –∫–∞–∫ –Ω–∞ –∫–∞—Ä—Ç–∏–Ω–∫–µ.  –≠—Ç–æ –ø–æ–≤–ª–∏—è–µ—Ç –Ω–∞ —Ç–æ, —á—Ç–æ —É –≤–∞—Å —Å—Ç–∞–Ω–æ–∫ –Ω–µ –±—É–¥–µ—Ç —Å–≥–ª–∞–∂–∏–≤–∞—Ç—å —É–≥–ª—ã —Ç—Ä–∞–µ–∫—Ç–æ—Ä–∏–∏ –∏ –Ω–µ –±—É–¥–µ—Ç —Å—Ä—ã–≤–∞—Ç—å—Å—è –≤ –ø—Ä–æ–ø—É—Å–∫ —à–∞–≥–æ–≤ –ø—Ä–∏ –æ–±—Ä–∞–±–æ—Ç–∫–µ –º–µ–ª–∫–∏—Ö —Ä–µ–ª—å–µ—Ñ–æ–≤."
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
boka1733
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 09:52:00 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
|
–ö–∞—Ä–º–∞: 1
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 79
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 16, 2010 12:00:19
–°–æ–æ–±—â–µ–Ω–∏–π: 121
–û—Ç–∫—É–¥–∞: –ö–ú–í
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 3
|
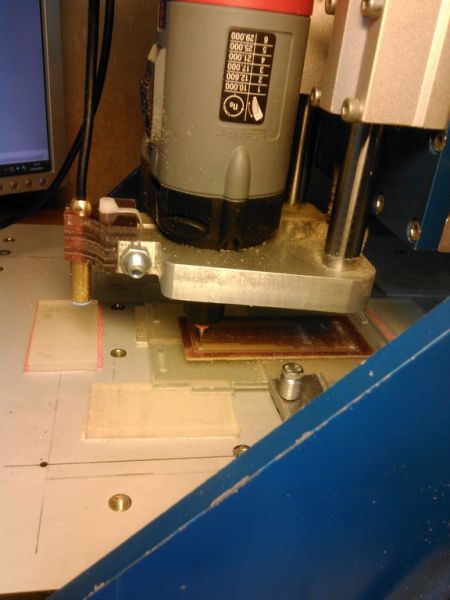
nhrib –ø–∏—Å–∞–ª(–∞): 2–Ý—É–∑–∏–∫ - —è —Ç–∞–∫ –∏ –¥–µ–ª–∞–ª, –∫–∞–∫ –≤ —ç—Ç–æ–π –∏–Ω—Å—Ç—Ä—É–∫—Ü–∏–∏, –ø—É–Ω–∫—Ç "–ö–∞–ª–∏–±—Ä–æ–≤–∫–∞ —Å—Ç–∞–Ω–∫–∞". –í –±—ã—Ç–æ–≤—ã—Ö —É—Å–ª–æ–≤–∏—è—Ö –≤–µ—Å—å–º–∞ –ø—Ä–æ–±–ª–µ–º–∞—Ç–∏—á–Ω–æ —Ç–æ—á–Ω–æ –∏–∑–º–µ—Ä–∏—Ç—å —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–µ. –î–ª—è —ç—Ç–æ–≥–æ (–∏ –Ω–µ —Ç–æ–ª—å–∫–æ) —è –ø—Ä–∏–∫—Ä—É—Ç–∏–ª –∫ –¥–µ—Ä–∂–∞—Ç–µ–ª—é —Ñ—Ä–µ–∑–µ—Ä–∞ –≤–µ–± –∫–∞–º–µ—Ä—É (—ç–Ω–¥–æ—Å–∫–æ–ø –∏–∑ –ö–∏—Ç–∞—è) –∫–æ—Ç–æ—Ä–∞—è —Å–º–æ—Ç—Ä–∏—Ç –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω–æ –≤–Ω–∏–∑ –Ω–∞ —Å—Ç–æ–ª (–∂—ë–ª—Ç–∞—è "–ø—É–ª—è" –ª–µ–≤–µ–µ –≥–∞–π–∫–∏ –∑–∞–∂–∏–º–∞) –∏ –ø–µ—Ä–µ–º–µ—â–∞–µ—Ç—Å—è –≤–º–µ—Å—Ç–µ —Å–æ —à–ø–∏–Ω–¥–µ–ª–µ–º –ø–æ –≤—Å–µ –æ—Å—è–º  —É —ç—Ç–æ–≥–æ —ç–Ω–¥–æ—Å–∫–æ–ø–∞ —Ñ–æ–∫—É—Å–Ω–æ–µ —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–µ 4..6 —Å–º - –ø–æ—ç—Ç–æ–º—É –æ—á–µ–Ω—å —Ö–æ—Ä–æ—à–æ —Ñ–æ–∫—É—Å–∏—Ä—É–µ—Ç—Å—è. –í –æ–∫–Ω–µ –ø—Ä–æ–≥—Ä–∞–º–º–∫–∏ (—Å–∞–º–æ–¥–µ–ª—å–Ω–æ–π) –ø–æ–ª—É—á–∞—é –≤–∏–¥–µ–æ –æ—Ç –≤–µ–± –∏ —Ä–∏—Å—É—é –≤ —Ü–µ–Ω—Ç—Ä–µ –ø–µ—Ä–µ–∫—Ä–µ—Å—Ç–∏–µ –ø—Ä–∏—Ü–µ–ª–∞. –î–∞–ª–µ–µ, –ø—Ä–æ—Å—Ç–æ –∫–ª–∞–¥—É –Ω–∞ —Å—Ç–æ–ª –ø–æ–¥ –∫–∞–º–µ—Ä—É —à—Ç–∞–Ω–≥–µ–Ω—Ü–∏—Ä–∫—É–ª—å- —Å–Ω–∞—á–∞–ª–∞ –≤–¥–æ–ª—å X. –í–∏–∑–∏—Ä –∫–∞–º–µ—Ä—ã –ø–µ—Ä–µ–º–µ—â–∞—é –Ω–∞ –Ω–æ–ª—å —à–∫–∞–ª—ã —à—Ç–∞–Ω–≥–µ–ª—è (–ø–µ—Ä–µ–º–µ—â–∞—é –∫–æ–º–∞–Ω–¥–∞–º–∏ –Ω–∞ —Å—Ç–∞–Ω–∫–µ –ø–æ X) –û–±–Ω—É–ª—è—é—Å—å. –ò, –¥–∞–ª–µ–µ –ø–æ –∏–Ω—Å—Ç—Ä—É–∫—Ü–∏–∏ (–≤—ã—à–µ) - –¥–∞—é –ø–µ—Ä–µ–º–µ—â–µ–Ω–∏–µ –ø–æ G0 X100 –∏ –≤–∏–∑—É–∞–ª—å–Ω–æ (–ø–æ –∫–∞–º–µ—Ä–µ) –≤–∏–∂—É —á—Ç–æ –ø–æ—Ä—Ç–∞–ª —É–µ—Ö–∞–ª –Ω–∞ , –¥–æ–ø—É—Å—Ç–∏–º 99,9. –ò –ø–æ —ç—Ç–∏–º —á–∏—Å–ª–∞–º –º–∞—á –≤—ã—á–∏—Å–ª—è–µ—Ç –ø–æ–ø—Ä–∞–≤–∫—É –¥–ª—è Step per. –£ –º–µ–Ω—è –±—ã–ª–æ 100 —Å—Ç–∞–ª–æ 100.21
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
boka1733
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 12:13:23 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
|
–ö–∞—Ä–º–∞: 1
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 79
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 16, 2010 12:00:19
–°–æ–æ–±—â–µ–Ω–∏–π: 121
–û—Ç–∫—É–¥–∞: –ö–ú–í
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ï—â—ë –ø—Ä–æ –±–µ–∑–æ–ø–∞—Å–Ω–æ—Å—Ç—å –æ–±—Ä–∞—â–µ–Ω–∏—è —Å–æ —Å—Ç–∞–Ω–∫–æ–º......  –£ –º–µ–Ω—è –Ω–æ—É—Ç–±—É–∫ —Å LPT –∏ –∏—Å–ø–æ–ª—å–∑—É–µ—Ç—Å—è —ç—Ç–æ—Ç –∫–æ–º–ø —Ç–æ–ª—å–∫–æ –¥–ª—è —Å—Ç–∞–Ω–∫–∞.–°—Ç–∞—Ä–µ–Ω—å–∫–∏–π –æ–Ω, –∞ –¥–ª—è CNC —Å–∞–º–æ–µ —Ç–æ. –í–∏–Ω–¥–∞ XP –æ–±—Ä–µ–∑–∞–Ω–∞ "–ø–æ —Å–∞–º–æ–µ –Ω–µ–±–∞–ª—É–π" - –≤—ã–∫–∏–Ω—É—Ç—ã –∞–±—Å–æ–ª—é—Ç–Ω–æ –≤—Å–µ –ø—Ä–æ—Ü–µ—Å—Å—ã –∏ –∑–∞–¥–∞—á–∏, –Ω–µ –Ω—É–∂–Ω—ã–µ (–º–µ—à–∞—é—â–∏–µ –∏–ª–∏ –º–æ–≥—É—â–∏–µ –ø–æ–º–µ—à–∞—Ç—å) —Ä–∞–±–æ—Ç–µ Mach. –ü–æ–¥ —Å–µ–∫–≤–µ—Å—Ç—Ä –ø–æ–ø–∞–ª–∞ –∏ —Å–ª—É–∂–±–∞ ACPI - –Ω–∞ –Ω–æ—É—Ç–±—É–∫–∞—Ö –æ–Ω–∞ –º–µ—à–∞–µ—Ç –Ω–æ—Ä–º–∞–ª—å–Ω–æ–π —Ä–∞–±–æ—Ç–µ Mach. –° –Ω–µ–π (—Å —ç—Ç–æ–π —Å–ª—É–∂–±–æ–π) –Ω–µ —Å—Ç–∞–ª–æ —Ç–∞–∫–∏—Ö —Ñ–∏—á –∫–∞–∫ –≤—ã–∫–ª—é—á–µ–Ω–∏–µ –∫–æ–º–ø—å—é—Ç–µ—Ä–∞ –ø—Ä–æ—Å—Ç–æ –∫–Ω–æ–ø–∫–æ–π –ø–∏—Ç–∞–Ω–∏—è (–ø—Ä–∞–≤–∏–ª—å–Ω–æ–µ –≤—ã–∫–ª—é—á–µ–Ω–∏–µ - –∑–∞–≤–µ—Ä—à–∏—Ç—å —Ä–∞–±–æ—Ç—É –∏ —Ç.–ø.) –ù–µ –∫–æ–Ω—Ç—Ä–æ–ª–∏—Ä—É–µ—Ç—Å—è —Å–æ—Å—Ç–æ—è–Ω–∏–µ –±–∞—Ç–∞—Ä–µ–π –∏ –º–Ω–æ–≥–æ —á–µ–≥–æ –µ—â—ë, –ø—Ä–∏–¥—É–º–∞–Ω–Ω–æ–≥–æ M$  –ù–µ—Ç, —Ç–∞–∫ –Ω–µ—Ç - –Ω–µ –æ—Å–æ–±–æ –∏ –Ω—É–∂–Ω–æ, –∫–æ–º–ø—å—é—Ç–µ—Ä –≤—Å–µ–≥–¥–∞ –ª–µ–∂–∏—Ç –Ω–∞ —Å—Ç–æ–ª–µ, –Ω–∞ —Å–µ—Ç–µ–≤–æ–º –ø–∏—Ç–∞–Ω–∏–∏. –¢–∞–∫ –≤–æ—Ç, –≤—á–µ—Ä–∞, —Ç–æ-–ª–∏ –ø–æ –∑–∞–ø–∞—Ä–∫–µ, —Ç–æ-–ª–∏ —Å–ª—É—á–∞–π–Ω–æ —è –Ω–µ –≤–æ—Ç–∫–Ω—É–ª —à–Ω—É—Ä–æ–∫ –ø–∏—Ç–∞–Ω–∏—è –≤ –≥–Ω–µ–∑–¥–æ –Ω–æ—É—Ç–∞ (–ë–ü –≤ —Ä–æ–∑–µ—Ç–∫—É –ø–æ—Å—Ç–æ—è–Ω–Ω–æ –≤–æ—Ç–∫–Ω—É—Ç, –∞ –∫–æ–Ω–µ—Ü –≤ –Ω—É–±—É–∫ –≤—ã–Ω–∏–º–∞—é) –ö–æ–º–ø –∑–∞–ø—É—Å—Ç–∏–ª—Å—è –Ω–∞ –±–∞—Ç–∞—Ä–µ–µ –∏ —Ç–∞–∫ —Ä–∞–±–æ—Ç–∞–ª —á–∞—Å —Å –Ω–µ–±–æ–ª—å—à–∏–º (–±–∞—Ç–∞—Ä–µ–π–∫–∞ –µ—â—ë –Ω–æ—Ä–º–∞–ª—å–Ω–∞—è) - —è –≥–æ–Ω—è–ª —Å—Ç–∞–Ω–æ–∫, –∫–∞–ª–∏–±—Ä–æ–≤–∞–ª –æ—Å–∏..... –ò –≤–¥—Ä—É–≥, –Ω–∞ —Å—Ç–∞–Ω–∫–µ –∑–∞–ø—É—Å–∫–∞–µ—Ç—Å—è —à–ø–∏–Ω–¥–µ–ª—å! –£ –º–µ–Ω—è –ø—É—Ä–µ–ª–æ–¥–∂–∏–∫–æ–≤—Å–∫–∏–π –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä —Å —Ä–µ–ª—é—à–∫–æ–π –Ω–∞ –±–æ—Ä—Ç—É –∏ —à–ø–∏–Ω–¥–µ–ª—å —É–ø—Ä–∞–≤–ª—è–µ—Ç—Å—è –ø—Ä–æ–≥—Ä–∞–º–º–Ω–æ. –ù–µ –ø–æ–Ω—è–ª.... –≤–∏–∂—É, –∫–æ–º–ø –ø–æ—Ç—É—Ö. –ü—Ä–æ—Å—Ç–æ –≤—ã–∫–ª—é—á–∏–ª—Å—è (—Å–µ–ª–∞ –±–∞—Ç–∞—Ä–µ—è) –∏ —Å–æ—Å—Ç–æ—è–Ω–∏–µ LPT –ø–æ—Ä—Ç–∞ –æ–∫–∞–∑–∞–ª–æ—Å—å —Ç–∞–∫–∏–º, —á—Ç–æ –∑–∞–ø—É—Å—Ç–∏–ª—Å—è —à–ø–∏–Ω–¥–µ–ª—å "–ù–∏ .... —Å–∫–∞–∑–∞–ª —è —Å–µ–±–µ" - –≤—Å–µ–≥–æ –ø–∞—Ä—É –º–∏–Ω—É—Ç –Ω–∞–∑–∞–¥ —è –æ—Ç–∫—Ä—É—á–∏–≤–∞–ª –ø–∞—Ç—Ä–æ–Ω —Ä—É–∫–∞–º–∏ –∏ —Å–Ω–∏–º–∞–ª —Ñ—Ä–µ–∑—É............... –¢–µ–ø–µ—Ä—å –≤–æ—Ç —Å–∏–∂—É –∏ –¥—É–º–∞—é - –∫–∞–∫ –±—ã—Ç—å —Å —Ç–∞–∫–æ–π "–ø–æ–¥—Å—Ç–∞–≤–æ–π". –í –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä–µ –¥–æ–ª–∂–Ω–∞ –±—ã—Ç—å –∑–∞—â–∏—Ç–∞ –æ—Ç –∑–∞–ø—É—Å–∫–∞ —à–ø–∏–Ω–¥–µ–ª—è –±–µ–∑ —É–ø—Ä–∞–≤–ª—è—é—â–∏—Ö –∏–º–ø—É–ª—å—Å–æ–≤, –∞ —Ç—É—Ç –æ–Ω–∞ –Ω–µ —Å—Ä–∞–±–æ—Ç–∞–ª–∞ –ø—Ä–∏ "—É–ø–∞–≤—à–µ–º" –∫–æ–º–ø–µ? –ò–ª–∏ —ç—Ç–æ–π –∑–∞—â–∏—Ç—ã –ø—Ä–æ—Å—Ç–æ –Ω–µ—Ç, –µ—Å–ª–∏ —Å–ª—É—á–∞–π–Ω–æ–µ —Å–æ—Å—Ç–æ—è–Ω–∏–µ LPT –ø—Ä–∏ –Ω–µ–æ–∂–∏–¥–∞–Ω–Ω–æ –æ—Ç—Ä—É–±–∏–≤—à–µ–º—Å—è –∫–æ–º–ø–µ —Å—Ç–∞—Ä—Ç—É–µ—Ç —à–ø–∏–Ω–¥–µ–ª—å? –ü–æ–Ω—è—Ç–Ω–æ, —á—Ç–æ –Ω–∞–¥–æ –æ—Ç–∫–ª—é—á–∞—Ç—å —Ç—É–º–±–ª–µ—Ä –Ω–∞ —à–ø–∏–Ω–¥–µ–ª–µ –º–µ—Ö–∞–Ω–∏—á–µ—Å–∫–∏, –∫–æ–≥–¥–∞ –ª–µ–∑–µ—à—å —Ä—É–∫–∞–º–∏ –∫ —Å—Ç–∞–Ω–∫—É..... –ù–æ –æ–Ω –Ω–µ –æ—á–µ–Ω—å —É–¥–æ–±–Ω—ã–π (–∂–µ—Å—Ç–∫–∏–π) –¥–∞ –∏ —ç–ª–µ–∫—Ç—Ä–æ–Ω–∏–∫–∞ –Ω–æ—Ä–º–∞–ª—å–Ω–æ —Ä–∞–±–æ—Ç–∞–ª–∞.... –¥–æ –≤—á–µ—Ä–∞—à–Ω–µ–≥–æ –¥–Ω—è. –¢–µ–ø–µ—Ä—å —Å–∏–∂—É, –º–Ω–æ–≥–æ –¥—É–º–∞—é.....
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
spongebob
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 12:20:13 |
|
| –ì—Ä—ã–∑–µ—Ç –∫–∞–Ω–∏—Ñ–æ–ª—å |
–ö–∞—Ä–º–∞: 3
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 10
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –º–∞—Ä 20, 2009 12:25:47
–°–æ–æ–±—â–µ–Ω–∏–π: 289
–û—Ç–∫—É–¥–∞: Ivanovo
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–õ—é–±—ã–µ —Ä–∞–±–æ—Ç—ã –Ω—É–∂–Ω–æ –ø—Ä–æ–≤–æ–¥–∏—Ç—å –ø—Ä–∏ –ø–æ–ª–Ω–æ–º –æ–±–µ—Å—Ç–æ—á–∏–≤–∞–Ω–∏–∏ –æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏—è! –≠—Ç–æ –∞–∫—Å–∏–æ–º–∞. –£ –º–Ω–æ–≥–∏—Ö —Å–ª–µ—Å–∞—Ä–µ–π/–º–æ–Ω—Ç–∞–∂–Ω–∏–∫–æ–≤ –æ–Ω–∞ –Ω–∞ —Ä—É–∫–∞—Ö –≤—ã—Å–µ—á–µ–Ω–∞ –¥–≤–∏–∂—É—â–∏–º–∏—Å—è –¥–µ—Ç–∞–ª—è–º–∏ –∏ —ç–ª–µ–∫—Ç—Ä–æ–∫–æ–Ω—Ç–∞–∫—Ç–∞–º–∏.
–Ø –≤ –¥—Ä–µ–ª–∏ –±—ã—Ç–æ–≤–æ–π —Å–≤—ë—Ä–ª–∞ –º–µ–Ω—è—é –≤—ã–Ω—É–≤ –≤–∏–ª–∫—É –∏–∑ —Ä–æ–∑–µ—Ç–∫–∏.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 13:32:06 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 723
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3111
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
boka1733 –ø–∏—Å–∞–ª(–∞): –¢–µ–ø–µ—Ä—å –≤–æ—Ç —Å–∏–∂—É –∏ –¥—É–º–∞—é - –∫–∞–∫ –±—ã—Ç—å —Å —Ç–∞–∫–æ–π "–ø–æ–¥—Å—Ç–∞–≤–æ–π". –£ —Å–∞–º–æ–≥–æ —Å—Ç–æ–∏—Ç —Ç–∞–∫–æ–π –∂–µ —à–ø–∏–Ω–¥–µ–ª—å, —è —Å –ø—Ä–æ–≥—Ä–∞–º–º–Ω—ã–º —Å—Ç–∞—Ä—Ç–æ–º –∏–∑–Ω–∞—á–∞–ª—å–Ω–æ –Ω–µ —Å—Ç–∞–ª –∑–∞–º–æ—Ä–∞—á–∏–≤–∞—Ç—å—Å—è. –ù–∞ —à–ø–∏–Ω–¥–µ–ª–µ —Ç—É–º–±–ª–µ—Ä –≤–∫–ª—é—á–µ–Ω. –ù–∞–¥–æ —á—Ç–æ —Ç–æ –ø–æ–º–µ–Ω—è—Ç—å –∫ –ø—Ä–∏–º–µ—Ä—É —Å–≤–µ—Ä–ª–æ –∏–ª–∏ —Ñ—Ä–µ–∑—É –ø—Ä–æ—Å—Ç–æ –≤—ã–Ω–∏–º–∞—é –≤–∏–ª–∫—É –∏–∑ —Ä–æ–∑–µ—Ç–∫–∏, –æ–Ω–∞ —É –º–µ–Ω—è —Ä—è–¥–æ–º —Å–æ —Å—Ç–∞–Ω–∫–æ–º, –∏ —Ç–µ—Ö–Ω–∏–∫–∞ –±–µ–∑–æ–ø–∞—Å–Ω–æ—Å—Ç–∏ –Ω–∞ —É—Ä–æ–≤–Ω–µ –∏ –æ—Ç —Å–ª—É—á–∞–π–Ω–æ–≥–æ —Å–∫–∞—á–∫–∞ —É–ø—Ä.—Å–∏–≥–Ω–∞–ª–∞ –∑–∞—Å—Ç—Ä–∞—Ö–æ–≤–∞–Ω. –≠—Ç —Ö–æ—Ä–æ—à–æ —á—Ç–æ –æ–Ω —É –≤–∞—Å –Ω–µ —Å—Ç–∞—Ä—Ç–∞–Ω—É–ª –∫–æ–≥–¥–∞ –∫–ª—é—á–æ–º —Ü–∞–Ω–≥—É –æ—Ç–∫—Ä—É—á–∏–≤–∞–ª–∏ –∏–Ω–∞—á–µ –±—ã–ª–æ –±—ã –≤–µ—Å–µ–ª–æ 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
boka1733
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 14:35:16 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
|
–ö–∞—Ä–º–∞: 1
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 79
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 16, 2010 12:00:19
–°–æ–æ–±—â–µ–Ω–∏–π: 121
–û—Ç–∫—É–¥–∞: –ö–ú–í
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
spongebob –ø–∏—Å–∞–ª(–∞): –õ—é–±—ã–µ —Ä–∞–±–æ—Ç—ã –Ω—É–∂–Ω–æ –ø—Ä–æ–≤–æ–¥–∏—Ç—å –ø—Ä–∏ –ø–æ–ª–Ω–æ–º –æ–±–µ—Å—Ç–æ—á–∏–≤–∞–Ω–∏–∏ –æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏—è! –≠—Ç–æ –∞–∫—Å–∏–æ–º–∞. –£ –º–Ω–æ–≥–∏—Ö —Å–ª–µ—Å–∞—Ä–µ–π/–º–æ–Ω—Ç–∞–∂–Ω–∏–∫–æ–≤ –æ–Ω–∞ –Ω–∞ —Ä—É–∫–∞—Ö –≤—ã—Å–µ—á–µ–Ω–∞ –¥–≤–∏–∂—É—â–∏–º–∏—Å—è –¥–µ—Ç–∞–ª—è–º–∏ –∏ —ç–ª–µ–∫—Ç—Ä–æ–∫–æ–Ω—Ç–∞–∫—Ç–∞–º–∏.
–Ø –≤ –¥—Ä–µ–ª–∏ –±—ã—Ç–æ–≤–æ–π —Å–≤—ë—Ä–ª–∞ –º–µ–Ω—è—é –≤—ã–Ω—É–≤ –≤–∏–ª–∫—É –∏–∑ —Ä–æ–∑–µ—Ç–∫–∏. –î–∞, —Å—Ç–æ —Ä–∞–∑ –¥–∞! –ò –≤ –∞–≤–∞—Ä–∏–∏ –Ω–∞ –º–∞—à–∏–Ω–∞—Ö –ø–æ–ø–∞–¥–∞—é—Ç –ª–∏–±–æ –Ω–æ–≤–∏—á–∫–∏ (–Ω–µ—Ç –æ–ø—ã—Ç–∞) –ª–∏–±–æ —Å –±–æ–ª—å—à–∏–º —Å—Ç–∞–∂–µ–º ("—É–∂ —è —Ç–æ –∑–Ω–∞—é....") –ö–æ–≥–¥–∞ –Ω–∞ —Å—Ç–∞–Ω–∫–µ –¥–µ–ª–∞–µ—à—å "–±–æ–ª—å—à—É—é" —Ä–∞–±–æ—Ç—É -–≤—Å–µ –æ–ø–µ—Ä–∞—Ü–∏–∏ "–ø–æ —Å—Ö–µ–º–µ" –∏ —Å–æ—Å—Ä–µ–¥–æ—Ç–æ—á–µ–Ω–æ –≤–Ω–∏–º–∞–Ω–∏–µ. –ê –∫–æ–≥–¥–∞ "–º–µ–ª–æ—á–∏" –∏–ª–∏ –Ω–∞—Å—Ç—Ä–æ–π–∫–∞ - –ø–æ—Å—Ç–æ—è–Ω–Ω–æ –≤–∫–ª—é—á–∏–ª-–≤—ã–∫–ª—é—á–∏–ª-–≤–∫–ª—é—á–∏–ª –≤—ã–∫–ª—é—á–∏–ª.... —Ç–æ –Ω–µ–∏–∑–±–µ–∂–Ω–æ –ø—Ä–æ–ø—É—Å–∫–∞–µ—à—å –æ–ø–µ—Ä–∞—Ü–∏–∏, –ø–æ—Ä–æ—é –æ—á–µ–Ω—å –≤–∞–∂–Ω—ã–µ. –ü–æ—Å—Ç–æ—è–Ω–Ω–æ–µ –≤—ã–¥–µ—Ä–≥–∏–≤–∞–Ω–∏–µ –≤–∏–ª–∫–∏ —Ç—É–¥–∞-—Å—é–¥–∞ —Ç–æ–∂–µ –Ω–µ –≤—ã—Ö–æ–¥ - —É–±–∏–≤–∞–µ–º —Ä–æ–∑–µ—Ç–∫—É. –ù–∞—á–Ω–µ—Ç –±–æ–ª—Ç–∞—Ç—å—Å—è, –ø–ª–æ—Ö–æ –∫–æ–Ω—Ç–∞—á–∏—Ç—å... –∏ —Å–æ–∑–¥–∞–µ–º —É–∂–µ –¥—Ä—É–≥—É—é –ø—Ä–æ–±–ª–µ–º—É, –ø–æ —ç–ª–µ–∫—Ç—Ä–∏—á–µ—Å—Ç–≤—É 220–í - —Ç–æ–∂–µ –Ω–µ —à—É—Ç–∫–∏. –ù–∞–¥–æ –ø–æ—Å—Ç–∞–≤–∏—Ç—å –¥–≤—É—Ö–ø–æ–ª—é—Å–Ω—ã–π –≤—ã–∫–ª—é—á–∞—Ç–µ–ª—å –≤ —É–¥–æ–±–Ω–æ–º –º–µ—Å—Ç–µ –ø–æ—Å–ª–µ —Ä—ç–ª–µ –ø–µ—Ä–µ–¥ —à–ø–∏–Ω–¥–µ–ª–µ–º - –¥—É–±–ª–µ—Ä —à—Ç–∞—Ç–Ω–æ–≥–æ, –Ω–∞ —Å–∞–º–æ–º —à–ø–∏–Ω–¥–µ–ª–µ, –Ω–æ –∫ –∫–æ—Ç–æ—Ä–æ–º—É —Ç—è–Ω—É—Ç—å—Å—è –Ω–∞–¥–æ –Ω–∞–¥ —Å—Ç–∞–Ω–∫–æ–º. –û—Ç–∫–∞–∑–∞—Ç—å—Å—è –æ—Ç –∞–≤—Ç–æ–∑–∞–ø—É—Å–∫–∞ —à–ø–∏–Ω–¥–µ–ª—è –∏–∑ –ø—Ä–æ–≥—Ä–∞–º–º—ã —Ç–æ–∂–µ –ø–ª–æ—Ö–æ - –º–æ–∂–Ω–æ –∑–∞–ø—É—Å—Ç–∏—Ç—å –Ω–∞ –≤—ã–ø–æ–ª–Ω–µ–Ω–∏–µ –ø—Ä–æ–≥—Ä–∞–º–º—É —Å –≤—ã–∫–ª—é—á–µ–Ω–Ω—ã–º —à–ø–∏–Ω–¥–µ–ª–µ–º, –∏ —Ç–æ–≥–¥–∞ –ø—Ä–æ—â–∞–π —Ñ—Ä–µ–∑–∞ –∏ –∑–∞–≥–æ—Ç–æ–≤–∫–∞ –µ—Å–ª–∏ –∑–∞–ø–∞—Å–∞ –ø–æ Z –º–∞–ª–æ –∏ –Ω–µ —É—Å–ø–µ–ª —Ç–æ–ø–Ω—É—Ç—å –ø–æ –∞–≤–∞—Ä–∏–π–Ω–æ–π EStop.... –≠—Ç–æ, –∫–æ–Ω–µ—á–Ω–æ "–Ω–µ —Å–º–µ—Ä—Ç–µ–ª—å–Ω–æ", –Ω–æ –∏ —Ö–æ—Ä–æ—à–µ–≥–æ –º–∞–ª–æ. –í–æ,  –Ω–∞–¥–æ —Å–¥–µ–ª–∞—Ç—å –≤—ã–∫–ª—é—á–∞—Ç–µ–ª—å/–±–ª–æ–∫–∏—Ä–∞—Ç–æ—Ä, –∫–æ—Ç–æ—Ä—ã–π —Ä–∞–∑–±–ª–æ–∫–∏—Ä—É–µ—Ç —Å—Ç–∞–Ω–æ–∫ (–ø–æ–¥–∞–µ—Ç 220 –Ω–∞ —à–ø–∏–Ω–¥–µ–ª—å –∫–∞–∫ –º–∏–Ω–∏–º—É–º) —Ç–æ–ª—å–∫–æ —Ç–æ–≥–¥–∞, –∫–æ–≥–¥–∞ –≤ –Ω–µ–≥–æ –≤—Å—Ç–∞–≤–ª–µ–Ω –∫–ª—é—á –¥–ª—è —Ü–∞–Ω–≥–∏. –ï—Å–ª–∏ –∫–ª—é—á –≤ —Ä—É–∫–∞—Ö –∏–ª–∏ –Ω–µ –Ω–∞ –º–µ—Å—Ç–µ - —Å—Ç–∞–Ω–æ–∫ "–º–µ—Ä—Ç–≤—ã–π". –ù–∞–¥–æ –ø–æ–¥—É–º–∞—Ç—å.....
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
boka1733
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 14:47:28 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
|
–ö–∞—Ä–º–∞: 1
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 79
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 16, 2010 12:00:19
–°–æ–æ–±—â–µ–Ω–∏–π: 121
–û—Ç–∫—É–¥–∞: –ö–ú–í
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Sailanser –ø–∏—Å–∞–ª(–∞): boka1733 –ø–∏—Å–∞–ª(–∞): –¢–µ–ø–µ—Ä—å –≤–æ—Ç —Å–∏–∂—É –∏ –¥—É–º–∞—é - –∫–∞–∫ –±—ã—Ç—å —Å —Ç–∞–∫–æ–π "–ø–æ–¥—Å—Ç–∞–≤–æ–π". .... –≠—Ç —Ö–æ—Ä–æ—à–æ —á—Ç–æ –æ–Ω —É –≤–∞—Å –Ω–µ —Å—Ç–∞—Ä—Ç–∞–Ω—É–ª –∫–æ–≥–¥–∞ –∫–ª—é—á–æ–º —Ü–∞–Ω–≥—É –æ—Ç–∫—Ä—É—á–∏–≤–∞–ª–∏ –∏–Ω–∞—á–µ –±—ã–ª–æ –±—ã –≤–µ—Å–µ–ª–æ –Ø —Ç–∞–∫ –∏ –Ω–µ –ø–æ–π–º—É, –ø–æ—á–µ–º—É-–∂–µ –Ω–∞ –≤—ã–∫–ª—é—á–∏–≤—à–µ–º—Å—è –ø–æ—Ä—Ç—É LPT –æ–∫–∞–∑–∞–ª—Å—è –∞–∫—Ç–∏–≤–Ω—ã–π —Å–∏–≥–Ω–∞–ª (–µ–¥–∏–Ω–∏—Ü–∞) –Ω–∞ –ø–∏–Ω–µ —É–ø—Ä–∞–≤–ª–µ–Ω–∏—è —à–ø–∏–Ω–¥–µ–ª–µ–º? –ö–æ–ø –∂–µ –≤—ã–∫–ª—é—á–∏–ª—Å—è ? –æ—Ç–∫—É–¥–∞ –≤–∑—è–ª—Å—è —É—Ä–æ–≤–µ–Ω—å, –∫–æ—Ç–æ—Ä—ã–π –æ—Ç–∫—Ä—ã–ª –æ–ø—Ç—Ä–æ–Ω –≤ –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä–µ —Å—Ç–∞–Ω–∫–∞? –ü–æ—Ö–æ–∂–µ, –ø—Ä–∏—á–∏–Ω–∞ –æ–ø—è—Ç—å-—Ç–∞–∫–∏ –≤ –±–∞—Ç–∞—Ä–µ–π–∫–µ –Ω–æ—É—Ç–∞. –í–æ–∑–º–æ–∂–Ω–æ, –ø–æ—Å–ª–µ –Ω–µ–æ–∂–∏–¥–∞–Ω–Ω–æ–≥–æ –≤—ã–∫–ª—é—á–µ–Ω–∏—è –∫–æ–º–ø—å—é—Ç–µ—Ä–∞, –ø–∏—Ç–∞–Ω–∏–µ –Ω–∞ –º–∏–∫—Ä–æ—Å—Ö–µ–º—É LPT –æ—Å—Ç–∞–ª–∞—Å—å –∏ –æ–Ω–∞ –¥–µ—Ä–∂–∞–ª–∞ –ø–æ–¥–Ω—è—Ç–æ–π –Ω–æ–≥—É —É–ø—Ä–∞–≤–ª–µ–Ω–∏—è –Ω–∞ —à–ø–∏–Ω–¥–µ–ª—å..... –í—ã–∫–∏–Ω—É—Ç—å –±–∞—Ç–∞—Ä–µ–π–∫—É –∏–∑ –Ω–æ—É—Ç–∞ —Å–æ–≤—Å–µ–º....—Ç–æ–∂–µ –Ω–µ –≤—ã—Ö–æ–¥. –° –±–∞—Ç–∞—Ä–µ–π–∫–æ–π –∏–º–µ–µ–º UPS –∏ —Å—Ç—Ä–∞—Ö–æ–≤–∫—É –æ—Ç —Å–∫–∞—á–∫–∞ —Å–µ—Ç–µ–≤–æ–≥–æ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏—è - —á–∏—Ö–Ω–µ—Ç —Å–æ—Å–µ–¥—Å–∫–∏–π —Ö–æ–ª–æ–¥–∏–ª—å–Ω–∏–∫ –∏ —Å–ª–µ—Ç–∏—Ç —Å–∏—Å—Ç–µ–º–∞. –ù–∞–¥–æ –±–ª–æ–∫–∏—Ä–∞—Ç–æ—Ä –¥–µ–ª–∞—Ç—å.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Muzykant
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 16:16:07 |
|
| –ù–∞—à–µ–ª —Ç—Ä–∞–Ω–∑–∏—Å—Ç–æ—Ä. –ü–æ–Ω—é—Ö–∞–ª. |
 |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –¥–µ–∫ 24, 2013 17:22:18
–°–æ–æ–±—â–µ–Ω–∏–π: 192
–û—Ç–∫—É–¥–∞: –Ø—Ä–æ—Å–ª–∞–≤–ª—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ê –Ω–µ—É–∂–µ–ª–∏ –ø—Ä–∏ –≤–∫–ª—é—á–µ–Ω–∏–∏/–≤—ã–∫–ª—é—á–µ–Ω–∏–∏ –Ω–æ—É—Ç–∞ LPT –Ω–µ –¥–µ—Ä–≥–∞–ª –≤—ã–≤–æ–¥–∞–º–∏ –∏ –º–æ—Ç–æ—Ä—ã —Ä–∞–Ω—å—à–µ –Ω–µ –¥–µ—Ä–≥–∞–ª–∏—Å—å? –£ –º–µ–Ω—è —Ç–æ–∂–µ –Ω–æ—É—Ç –∏ —è –¥–∞–≤–Ω–æ –∑–∞–º–µ—Ç–∏–ª, —á—Ç–æ –ø—Ä–∏ –≤–∫–ª—é—á–µ–Ω–∏–∏/–≤—ã–∫–ª—é—á–µ–Ω–∏–∏ –ø–∏—Ç–∞–Ω–∏–µ —Å–æ —Å—Ç–∞–Ω–∫–∞ –Ω–∞–¥–æ —Å–Ω–∏–º–∞—Ç—å.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 16:33:42 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
nhrib –ø–∏—Å–∞–ª(–∞): "–í –Ω–∞—Å—Ç—Ä–æ–π–∫–∞—Ö Mach3 –µ—Å—Ç—å –æ—á–µ–Ω—å —Å–ª–æ–∂–Ω—ã–π –º–æ–º–µ–Ω—Ç —Å –Ω–∞—Å—Ç—Ä–æ–π–∫–æ–π –ø–∞—Ä–∞–º–µ—Ç—Ä–æ–≤ –ø–ª–∞–Ω–∏—Ä–æ–≤—â–∏–∫–∞ —Ç—Ä–∞–µ–∫—Ç–æ—Ä–∏–∏.
–õ–µ–Ω—å –≤ –æ—á–µ—Ä–µ–¥–Ω–æ–π —Ä–∞–∑ –æ–±—ä—è—Å–Ω—è—Ç—å. –ü—Ä–æ—Å—Ç–æ —É—Å—Ç–∞–Ω–æ–≤–∏—Ç–µ –æ–±–≤–µ–¥–µ–Ω–Ω—ã–µ –ø–∞—Ä–∞–º–µ—Ç—Ä—ã, –∫–∞–∫ –Ω–∞ –∫–∞—Ä—Ç–∏–Ω–∫–µ. –£ –º–µ–Ω—è –≤–æ—Ç —Ç–∞–∫–æ–µ –æ–∫–Ω–æ, –≥–¥–µ —Å—Ç–∞–≤–∏—Ç—å –Ω–µ –ø–æ–Ω—è—Ç–Ω–æ..  
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 16:51:11 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 723
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3111
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik
–ù–µ —Ç–∞–º —Å–º–æ—Ç—Ä–∏—Ç–µ Config-General Config
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 17:06:36 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–£ –º–µ–Ω—è Mach3Version D1.90.038, —à–µ–ª –≤–º–µ—Å—Ç–µ —Å–æ —Å—Ç–∞–Ω–∫–æ–º. Config-General Config –Ω–µ—Ç—É —Ç–∞–∫–æ–≥–æ.. 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 17:11:16 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 723
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3111
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–û–±–Ω–æ–≤–ª—è–µ–º—Å—è, –Ω–∞—Å—Ç—Ä–∞–∏–≤–∞–µ–º—Å—è, –ø–æ–¥–≥–æ–Ω—è–µ–º—Å—è. –í–æ—Ç –º–æ—è –≤–µ—Ä—Å–∏—è Version R3.042.040 –ú–æ–∂–Ω–æ —Ç–∞–∫ –ø–æ–ø—Ä–æ–±–æ–≤–∞—Ç—å –µ—Å–ª–∏ –≤–µ—Ä—Å–∏—é –¥—Ä—É–≥—É—é —Å—Ç–∞–≤–∏—Ç—å. –°–æ—Ö—Ä–∞–Ω–∏—Ç—å —Ñ–∞–π–ª –Ω–∞—Å—Ç—Ä–æ–µ–∫ (–ø–∏—Å–∞–ª –≤—ã—à–µ –∫–∞–∫–æ–π) –Ω–∞–ø—Ä–∏–º–µ—Ä –≤–æ—Ç–∫–Ω—É—Ç—å –±–æ–ª–µ–µ –Ω–æ–≤—É—é –≤–µ—Ä—Å–∏—é –≥–¥–µ —Ç–æ –µ—â–µ, –≤ –∫–æ—Ä–µ–Ω—å –ø–µ—Ä–µ–ø–∏—Å–∞—Ç—å —Ñ–∞–π–ª, –ø–æ—Å–º–æ—Ç—Ä–µ—Ç—å, –µ—Å–ª–∏ –≤—Å–µ —Å–µ–ª–æ –∫–∞–∫ –Ω–∞–¥–æ —Ç–æ —É–∂–µ –∏ –Ω–∞ –∫–æ–º–ø–µ –≥–¥–µ –ß–ü–£ –ø—Ä–æ–≤–µ—Å—Ç–∏ —Ç–∞–∫—É—é –æ–ø–µ—Ä–∞—Ü–∏—é.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
boka1733
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 19:36:20 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
|
–ö–∞—Ä–º–∞: 1
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 79
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 16, 2010 12:00:19
–°–æ–æ–±—â–µ–Ω–∏–π: 121
–û—Ç–∫—É–¥–∞: –ö–ú–í
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Muzykant –ø–∏—Å–∞–ª(–∞): –ê –Ω–µ—É–∂–µ–ª–∏ –ø—Ä–∏ –≤–∫–ª—é—á–µ–Ω–∏–∏/–≤—ã–∫–ª—é—á–µ–Ω–∏–∏ –Ω–æ—É—Ç–∞ LPT –Ω–µ –¥–µ—Ä–≥–∞–ª –≤—ã–≤–æ–¥–∞–º–∏ –∏ –º–æ—Ç–æ—Ä—ã —Ä–∞–Ω—å—à–µ –Ω–µ –¥–µ—Ä–≥–∞–ª–∏—Å—å? –£ –º–µ–Ω—è —Ç–æ–∂–µ –Ω–æ—É—Ç –∏ —è –¥–∞–≤–Ω–æ –∑–∞–º–µ—Ç–∏–ª, —á—Ç–æ –ø—Ä–∏ –≤–∫–ª—é—á–µ–Ω–∏–∏/–≤—ã–∫–ª—é—á–µ–Ω–∏–∏ –ø–∏—Ç–∞–Ω–∏–µ —Å–æ —Å—Ç–∞–Ω–∫–∞ –Ω–∞–¥–æ —Å–Ω–∏–º–∞—Ç—å. –¢–∞–∫–æ–π —Å–∏—Ç—É–∞—Ü–∏–∏, —á—Ç–æ –ø–æ–¥–∞–Ω–æ –ø–∏—Ç–∞–Ω–∏–µ –Ω–∞ —Å—Ç–∞–Ω–æ–∫, –∞ –∫–æ–º–ø—å—é—Ç–µ—Ä –í–´–ö–õ–Æ–ß–ï–ù —è –ø—Ä–æ—Å—Ç–æ –Ω–∏–∫–æ–≥–¥–∞ –Ω–µ –¥–æ–ø—É—Å–∫–∞–ª! –í—Å–µ–≥–¥–∞ —Å–Ω–∞—á–∞–ª–∞ –∫–∞–±–µ–ª–∏ –ø–æ–¥–∫–ª—é—á–∞–ª, –ø–æ—Ç–æ–º –∑–∞–ø—É—Å–∫–∞–ª –∫–æ–º–ø , –∑–∞–≥—Ä—É–∑–∫–∞ Mach, –∑–∞–≥—Ä—É–∑–∫–∞ –£–ü, —É—Å—Ç–∞–Ω–æ–≤–∫–∞ —Ñ—Ä–µ–∑—ã.... –∏ —Å–∞–º—ã–º –ø–æ—Å–ª–µ–¥–Ω–∏–º –≤–∫–ª—é—á–∞–ª—Å—è —Å—Ç–∞–Ω–æ–∫. –û—Ç–∫–ª—é—á–µ–Ω–∏–µ —Å—Ç—Ä–æ–≥–æ –≤ –æ–±—Ä–∞—Ç–Ω–æ–π –ø–æ—Å–ª–µ–¥–æ–≤–∞—Ç–µ–ª—å–Ω–æ—Å—Ç–∏! –ê —Ç—É—Ç –≤ "—Å–µ—Ä–µ–¥–∏–Ω–µ" –ø–æ—Ç—É—Ö –∫–æ–º–ø –∏ —à–ø–∏–Ω–¥–µ–ª—å –∑–∞–ø—É—Å—Ç–∏–ª—Å—è! –°–µ–π—á–∞—Å –ø—Ä–æ–≤–µ—Ä–∏–ª - –µ—Å–ª–∏ –ø–æ–¥–∞—Ç—å –ø–∏—Ç–∞–Ω–∏–µ –Ω–∞ —Å—Ç–∞–Ω–æ–∫, –∫–æ–≥–¥–∞ –∫–∞–±–µ–ª—å LPT –Ω–µ –ø–æ–¥–∫–ª—é—á–µ–Ω –≤–æ–æ–±—â–µ - —Å—Ç–∞–Ω–æ–∫ –ø–æ–ª–Ω–æ—Å—Ç—å—é —Å—Ç–æ–∏—Ç, —Ä—ç–ª–µ —à–ø–∏–Ω–¥–µ–ª—è –≤—ã–∫–ª—é—á–µ–Ω–æ. –ù–æ, –µ—Å–ª–∏ –≤–æ—Ç–∫–Ω—É—Ç—å –∫–∞–±–µ–ª—å LPT –≤ –≤—ã–∫–ª—é—á–µ–Ω–Ω—ã–π –Ω–æ—É—Ç –∏ –≤–∫–ª—é—á–∏—Ç—å —Ç–æ–ª—å–∫–æ —Å—Ç–∞–Ω–æ–∫ - —à–ø–∏–Ω–¥–µ–ª—å –∑–∞–ø—É—Å–∫–∞–µ—Ç—Å—è!!!! –î–ª—è —á–∏—Å—Ç–æ—Ç—ã —ç–∫—Å–ø–µ—Ä–∏–º–µ–Ω—Ç–∞ –≤—ã–¥–µ—Ä–Ω—É–ª –∏–∑ –Ω–æ—É—Ç–∞ –≤—Å–µ –ø—Ä–æ–≤–æ–¥–∞ –∑–∞—Ä—è–¥–∫–∏ –∏ –≤—ã–¥–µ—Ä–Ω—É–ª –∞–∫–∫—É–º—É–ª—è—Ç–æ—Ä - —Ç–æ–ª—å–∫–æ LPT –ø–æ–¥–∫–ª—é—á–µ–Ω –≤ –Ω–µ—Ä–∞–±–æ—Ç–∞—é—â–∏–π –Ω–æ—É—Ç - —à–ø–∏–Ω–¥–µ–ª—å —Å—Ç–∞—Ä—Ç—É–µ—Ç, –µ—Å–ª–∏ –ø–æ–¥–∞—Ç—å –ø–∏—Ç–∞–Ω–∏–µ –Ω–∞ —Å—Ç–∞–Ω–æ–∫!!!! –Ø —Ä–∞–Ω—å—à–µ –Ω–∏ —Ä–∞–∑—É –Ω–µ –¥–æ–ø—É—Å–∫–∞–ª –∏ –¥–∞–∂–µ –Ω–µ –º–æ–¥–µ–ª–∏—Ä–æ–≤–∞–ª —Ç–∞–∫–æ–π —Å–∏—Ç—É–∞—Ü–∏–∏, —á—Ç–æ —Å—Ç–∞–Ω–æ–∫ –≤–∫–ª—é—á–µ–Ω –∞ –∫–æ–º–ø—å—é—Ç–µ—Ä –Ω–µ—Ç - –ø–æ—ç—Ç–æ–º—É –∑–∞–ø—É—Å–∫ —à–ø–∏–Ω–¥–µ–ª—è —Å—Ç–∞–ª –ø–æ–ª–Ω–æ–π –Ω–µ–æ–∂–∏–¥–∞–Ω–Ω–æ—Å—Ç—å—é –ø—Ä–∏ –∞–≤–∞—Ä–∏–π–Ω–æ–º –æ—Ç–∫–ª—é—á–µ–Ω–∏–∏ –∫–æ–º–ø–∞.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
boka1733
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 21:17:46 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
|
–ö–∞—Ä–º–∞: 1
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 79
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 16, 2010 12:00:19
–°–æ–æ–±—â–µ–Ω–∏–π: 121
–û—Ç–∫—É–¥–∞: –ö–ú–í
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ü–æ—Å–ª–µ –≤—Å–µ—Ö —Ç–∞–Ω—Ü–µ–≤ —Å —é—Å—Ç–∏—Ä–æ–≤–∫–æ–π –ø—Ä–∏–Ω—Ç–µ—Ä–∞ (–ø–µ—á–∞—Ç—å —Ñ–æ—Ç–æ—à–∞–±–ª–æ–Ω–∞ –Ω–∞ –ø–ª–µ–Ω–∫–µ), —é—Å—Ç–∏—Ä–æ–≤–∫–æ–π —Å—Ç–∞–Ω–∫–∞ (–¥–∞–≤–Ω–æ –Ω–µ –¥–µ–ª–∞–ª) –∏ –≤—ã–∫–∏–¥—ã–≤–∞–Ω–∏–µ–º G43 –∏–∑ –£–ü —Å–≤–µ—Ä–ª–µ–Ω–∏—è, –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –ü–ü —Å—Ç–∞–ª–∏ –ø–æ–ø–∞–¥–∞—Ç—å –∫—É–¥–∞ –Ω–∞–¥–æ. –í –∫–æ–Ω—Ü–µ, —Ä–µ—à–∏–ª –ø–µ—Ä–µ—Å–≤–µ—Ä–ª–∏—Ç—å –∏—Å–ø–æ—Ä—á–µ–Ω–Ω—É—é –ø–ª–∞—Ç—É (–ø—Ä–æ—Å–≤–µ—Ä–ª–µ–Ω–Ω—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –ø–æ—Å—Ç–µ–ø–µ–Ω–Ω–æ —É–±–µ–≥–∞–ª–∏ –æ—Ç —Ü–µ–Ω—Ç—Ä–∞ –ø–∞–¥–æ–≤) - –∏ —Å–ª–æ–º–∞–ª —Å–≤–µ—Ä–ª–æ 0.6  –¢–∞–º, –≥–¥–µ —Å—Ç–∞—Ä–∞—è –¥—ã—Ä–∫–∞ –±—ã–ª–∞ –¥–∞–ª–µ–∫–æ - –≤—Å–µ —Å–≤–µ—Ä–ª–∏–ª–æ—Å—å –Ω–æ—Ä–º–∞–ª—å–Ω–æ (–ø–æ –Ω–æ–≤–æ–º—É), –∞ —Ç–∞–º –≥–¥–µ –ø–æ–ª—É—á–∏–ª–æ—Å—å –ø–µ—Ä–µ–∫—Ä—ã—Ç–∏–µ –Ω–∞ –ø–æ–ª –¥–∏–∞–º–µ—Ç—Ä–∞ —Å–≤–µ—Ä–ª–∞ —Å –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ–º - —Å–≤–µ—Ä–ª–æ –∏ —Å–ª–æ–º–∞–ª–æ—Å—å. –ò –≤–µ–¥—å —Å–∞–º –æ–± —ç—Ç–æ–π –æ–ø–∞—Å–Ω–æ—Å—Ç–∏ (—Å–ª–æ–º–∞—Ç—å —Å–≤–µ—Ä–ª–æ –≤ "–ø–æ—á—Ç–∏" –¥—ã—Ä–∫–µ) –ø–æ–Ω–∏–º–∞–ª —Å —Å–∞–º–æ–≥–æ –Ω–∞—á–∞–ª–∞, –Ω–µ—Ç –∂–µ –Ω–∞—á–∞–ª —Å–≤–µ—Ä–ª–∏—Ç—å......  –°–∞–º –¥—É—Ä–∞–∫, –Ω–∞—É–∫–∞ –±—É–¥–µ—Ç - —Ç–æ–Ω–∫–∏–º —Å–≤–µ—Ä–ª–æ–º –ø–µ—Ä–µ—Å–≤–µ—Ä–ª–∏–≤–∞—Ç—å –Ω–µ–ª—å–∑—è! –¢–æ–ª—å–∫–æ –æ–¥–∏–Ω –ø—Ä–æ—Ö–æ–¥ –≤–≤–µ—Ä—Ö-–≤–Ω–∏–∑ —á–µ—Ä–µ–∑ —Å–ø–ª–æ—à–Ω–æ–π —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç. –ì–¥–µ —Ç–∞–º –ö–∏—Ç–∞–π—Ü—ã —Ç–æ–Ω–∫–∏–º–∏ —Å–≤–µ—Ä–ª–∞–º–∏ —Ç–æ—Ä–≥—É—é—Ç.... - –ø–æ—à–µ–ª –Ω–∞ –∞–ª–∏ –∑–∞–∫–∞–∑—ã–≤–∞—Ç—å –Ω–æ–≤—ã–µ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 21:19:25 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ü–æ–ø—Ä–æ–±–æ–≤–∞–ª –ø—Ä–æ—Å–≤–µ—Ä–ª–∏—Ç—å 4 –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –í –æ–±—â–µ–º –ø–æ Y –Ω–∞ –æ–¥–Ω–æ–π —Å—Ç–æ—Ä–æ–Ω–µ —É–±–µ–≥–∞–µ—Ç –Ω–∞ 1 –º–º. –î–∞–∂–µ –Ω–µ –∑–Ω–∞—é —á—Ç–æ —ç—Ç–æ —Ç–∞–∫–æ–µ? 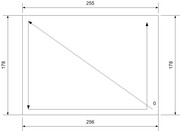 –ö—É–¥–∞ –∫–æ–ø–∞—Ç—å? –ü—Ä–∏ –¥–≤–∏–∂–µ–Ω–∏–∏ –ø–æ X, –£ –Ω–µ –∫—Ä—É—Ç–∏—Ç—Å—è, —Ç–æ –µ—Å—Ç—å –∏–¥–µ—Ç –ø–æ –ø—Ä—è–º–æ–π, –ø–æ—á–µ–º—É —É–±–µ–≥–∞–µ—Ç –Ω–∞ 1 –º–º. —Å –æ–¥–Ω–æ–π —Å—Ç–æ—Ä–æ–Ω—ã? –°—Ç—Ä–µ–ª–∫–∞–º–∏ —É–∫–∞–∑–∞–Ω–æ –æ—á–µ—Ä–µ–¥–Ω–æ—Å—Ç—å —Å–≤–µ—Ä–ª–µ–Ω–∏—è.
–ü–æ—Å–ª–µ–¥–Ω–∏–π —Ä–∞–∑ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å Ruzik –°—Ä –æ–∫—Ç 15, 2014 21:21:09, –≤—Å–µ–≥–æ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å 1 —Ä–∞–∑.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Muzykant
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 21:20:55 |
|
| –ù–∞—à–µ–ª —Ç—Ä–∞–Ω–∑–∏—Å—Ç–æ—Ä. –ü–æ–Ω—é—Ö–∞–ª. |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –¥–µ–∫ 24, 2013 17:22:18
–°–æ–æ–±—â–µ–Ω–∏–π: 192
–û—Ç–∫—É–¥–∞: –Ø—Ä–æ—Å–ª–∞–≤–ª—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
X –Ω–µ –ø–µ—Ä–ø–µ–Ω–¥–∏–∫—É–ª—è—Ä–Ω–æ Y
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 21:22:36 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Muzykant–¢–æ–≥–¥–∞ –±—ã –±—ã–ª –ø–∞—Ä–∞–ª–ª–µ–ª–µ–ø–∏–ø–µ–¥ , –∞ —Ç—É—Ç –ø–æ–ª—É—á–∞–µ—Ç—Å—è —Ç—Ä–∞–ø–µ—Ü–∏—è.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Muzykant
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –æ–∫—Ç 15, 2014 21:26:00 |
|
| –ù–∞—à–µ–ª —Ç—Ä–∞–Ω–∑–∏—Å—Ç–æ—Ä. –ü–æ–Ω—é—Ö–∞–ª. |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –¥–µ–∫ 24, 2013 17:22:18
–°–æ–æ–±—â–µ–Ω–∏–π: 192
–û—Ç–∫—É–¥–∞: –Ø—Ä–æ—Å–ª–∞–≤–ª—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ê, –≤–æ–Ω —Ç–∞–º –∫–∞–∫... –û—á–µ–Ω—å –ø–æ—Ö–æ–∂–µ –Ω–∞ –ø–æ—Ç–µ—Ä—è–Ω–Ω—ã–µ —à–∞–≥–∏.
–ò–ª–∏ –ø–æ–≥—Ä–µ—à–Ω–æ—Å—Ç—å –ø—Ä–æ—è–≤–ª—è–µ—Ç—Å—è –≤—Å–µ–≥–¥–∞ –∏ –≤—Å–µ–≥–¥–∞ –æ–¥–∏–Ω–∞–∫–æ–≤–∞—è?
–ü–æ—Å–ª–µ–¥–Ω–∏–π —Ä–∞–∑ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å Muzykant –°—Ä –æ–∫—Ç 15, 2014 21:44:59, –≤—Å–µ–≥–æ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å 1 —Ä–∞–∑.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 79 –∏–∑ 174
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 3480 ] |
... , , , , , , ... |
–ö—Ç–æ —Å–µ–π—á–∞—Å –Ω–∞ —Ñ–æ—Ä—É–º–µ |
–°–µ–π—á–∞—Å —ç—Ç–æ—Ç —Ñ–æ—Ä—É–º –ø—Ä–æ—Å–º–∞—Ç—Ä–∏–≤–∞—é—Ç: –Ω–µ—Ç –∑–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω–Ω—ã—Ö –ø–æ–ª—å–∑–æ–≤–∞—Ç–µ–ª–µ–π –∏ –≥–æ—Å—Ç–∏: 24 |
|
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –Ω–∞—á–∏–Ω–∞—Ç—å —Ç–µ–º—ã
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –æ—Ç–≤–µ—á–∞—Ç—å –Ω–∞ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —É–¥–∞–ª—è—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –¥–æ–±–∞–≤–ª—è—Ç—å –≤–ª–æ–∂–µ–Ω–∏—è
|
|
|