|
–§–æ—Ä—É–º –Ý–∞–¥–∏–æ–ö–æ—Ç • –ü—Ä–æ—Å–º–æ—Ç—Ä —Ç–µ–º—ã - –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£
–°–æ–æ–±—â–µ–Ω–∏—è –±–µ–∑ –æ—Ç–≤–µ—Ç–æ–≤ | –ê–∫—Ç–∏–≤–Ω—ã–µ —Ç–µ–º—ã
 
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 81 –∏–∑ 174
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 3480 ] |
... , , , , , , ... |
| –ê–≤—Ç–æ—Ä |
–°–æ–æ–±—â–µ–Ω–∏–µ |
Ruzik

|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£  –î–æ–±–∞–≤–ª–µ–Ω–æ: –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –æ–∫—Ç 16, 2014 17:43:57 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ï—Å–ª–∏ –≤–∑—è—Ç—å –±–æ–ª—å—à–æ–π –ø—Ä—è–º–æ—É–≥–æ–ª—å–Ω–∏–∫ –∏ –º–µ—Ä–∏—Ç—å –≤–Ω–∏–∑—É –∏ –≤–≤–µ—Ä—Ö—É –º–µ–∂–¥—É –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω—ã–º –ª–∏–Ω–∏—è–º–∏, —Ç–æ —Ä–∞–∑–Ω–æ—Å—Ç—å —Ä–∞–≤–Ω–∞ 1 –º–º. (–º–æ–∂–µ—Ç —á—É—Ç—å –º–µ–Ω—å—à–µ). –î–∞–∂–µ –ø–æ –º–æ–Ω–∏—Ç–æ—Ä—É –∑–∞–º–µ—Ç–Ω–æ. 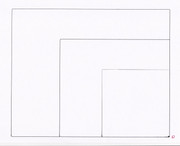 –ù–æ —ç—Ç–æ –Ω–∞ –±—É–º–∞–∂–∫–µ –∏ –Ω–µ –ø–æ–Ω—è—Ç–Ω–æ –∫–∞–∫ –º–µ—Ä–∏—Ç—å. –ê –≤–æ—Ç —Å–≤–µ—Ä–ª–æ–≤–∫–∞ –¥–∞–µ—Ç —á–µ—Ç–∫—É—é —Ä–∞–∑–Ω–æ—Å—Ç—å –º–µ–∂–¥—É –Ω–∏–∂–Ω–∏–º –∏ –≤–µ—Ä—Ö–Ω–∏–º —Ä—è–¥–æ–º –æ—Ç–≤–µ—Ä—Å—Ç–∏–π, —Ñ–æ—Ç–æ, —Å–ª–µ–≤–∞ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è —Å–æ–≤–º–µ—â–µ–Ω—ã, —Å–ø—Ä–∞–≤–∞ –≤–∏–¥–Ω–æ —Ä–∞–∑–Ω–∏—Ü—É (–ø–æ–∫–∞–∑—ã–≤–∞–ª —É–∂–µ).. 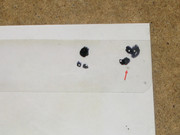 –ü–æ—Ö–æ–∂–µ –Ω—É–∂–Ω–æ —Ä–∞–∑–±–∏—Ä–∞—Ç—å –ø–æ–ª–Ω–æ—Å—Ç—å—é —Å—Ç–∞–Ω–æ–∫ –∏ —Å–æ–±–∏—Ä–∞—Ç—å –ø–æ –Ω–æ–≤–æ–π.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
 |
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Boreaz
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –æ–∫—Ç 16, 2014 18:49:09 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
 |
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 127
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –º–∞—Ä 25, 2014 17:12:14
–°–æ–æ–±—â–µ–Ω–∏–π: 149
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ù—É –≤–æ—Ç —É –º–µ–Ω—è –Ω–∞ –º–æ–Ω–∏—Ç–æ—Ä–µ –ø–æ–ª—É—á–∞–µ—Ç—Å—è –º–∞–ª—ã–π –∫–≤–∞–¥—Ä–∞—Ç –ø—Ä—è–º–æ–π, —Å—Ä–µ–¥–Ω–∏–π –∫–≤–∞–¥—Ä–∞—Ç —Å–≤–µ—Ä—Ö—É —á—É—Ç—å –º–µ–Ω—å—à–µ, –µ–¥–≤–∞ –ª–∏ –Ω–∞ —Ç–æ–ª—â–∏–Ω—É –ª–∏–Ω–∏–∏, –∞ –≤–æ—Ç –±–æ–ª—å—à–æ–π –∫–≤–∞–¥—Ä–∞—Ç —Å–≤–µ—Ä—Ö—É –Ω–∞ 1–º–º –º–µ–Ω—å—à–µ, –≤–æ—Ç –∏ –Ω–µ –ø–æ–Ω—è—Ç–Ω–æ, –æ—à–∏–±–∫–∞ –ª–∏–Ω–µ–π–Ω–æ –∑–∞–≤–∏—Å–∏—Ç –æ—Ç —Ä–∞–∑–º–µ—Ä–æ–≤ –ø–æ –æ—Å–∏ Y –∏–ª–∏ –ø—Ä–æ–≥—Ä–µ—Å—Å–∏–≤–Ω–æ, –∞ –º–æ–∂–µ—Ç –ø–æ—è–≤–ª—è–µ—Ç—Å—è –≤ –æ–ø—Ä–µ–¥–µ–ª–µ–Ω–Ω–æ–π –æ–±–ª–∞—Å—Ç–∏?
–Ø –±—ã –∏—Å–∫–ª—é—á–∞–ª –ø–æ—Å–ª–µ–¥–æ–≤–∞—Ç–µ–ª—å–Ω–æ - –≥–µ–æ–º–µ—Ç—Ä–∏—è, –Ω–µ–¥–æ–µ–∑–¥—ã, –ø–µ—Ä–µ–µ–∑–¥—ã, –ø–æ—Ç–µ—Ä—è —à–∞–≥–æ–≤ –∏ —Ç.–¥., –ø–æ—Ç–æ–º —É–∂–µ —Å–º–æ—Ç—Ä–µ–ª –±—ã –º–µ—Ö–∞–Ω–∏–∫—É, –∫—Ä–∏–≤–∏–∑–Ω–∞ –æ—Å–µ–π, –±–∏–µ–Ω–∏–µ –•–í –∏ —Ç.–¥. –°–Ω–∞—á–∞–ª–∞ —Å–¥–µ–ª–∞–ª –±—ã –ø—Ä–æ–≥—Ä–∞–º–º—É –¥–ª—è —Ä—É—á–∫–∏, —á—Ç–æ–±—ã –æ—Å—å Y –º–æ—Ç–∞–ª–∞—Å—å –æ—Ç –Ω–∞—á–∞–ª–∞ –¥–æ –∫–æ–Ω—Ü–∞, –∞ –• –¥–µ–ª–∞–ª–∞ —à–∞–≥–∏ –Ω–∞ –ø–∞—Ä—É —Å–º –∫–∞–∫ –ø—Ä–∏ —Ä–∞—Å—Ç—Ä–æ–≤–æ–π –≥—Ä–∞–≤–∏—Ä–æ–≤–∫–µ, —Ç–∞–∫–∏–º –æ–±—Ä–∞–∑–æ–º –∏–º–µ–ª–∏ –±—ã –º–Ω–æ–≥–æ –ø–∞—Ä–∞–ª–ª–µ–ª—å–Ω—ã—Ö –∏–ª–∏ –Ω–µ —Å–æ–≤—Å–µ–º –ª–∏–Ω–∏–π, –∏ –º–æ–≥–ª–∏ –±—ã –æ—Ç–ª–æ–≤–∏—Ç—å –¥–∏–Ω–∞–º–∏–∫—É, –µ—Å–ª–∏ –æ–Ω–∞ –ª–∏–Ω–µ–π–Ω–∞ —ç—Ç–æ –æ–¥–Ω–æ –¥–µ–ª–æ, –µ—Å–ª–∏ –ø—Ä–æ–≥—Ä–µ—Å—Å–∏–≤–Ω–∞, —Ç–æ —Å–æ–≤—Å–µ–º –¥—Ä—É–≥–æ–µ, –ø–æ—Ç–æ–º –±—ã –ø–µ—Ä–µ–≤–µ—Ä–Ω—É–ª –ø—Ä–æ–≥—Ä–∞–º–º—É –Ω–∞ 90 –≥—Ä–∞–¥—É—Å–æ–≤, –∏ –∑–∞—Å—Ç–∞–≤–∏–ª –±—ã –º–µ—Ç–∞—Ç—å—Å—è –æ—Å—å X, –∞ —Ç–æ –≤–µ–¥—å –º–æ–∂–µ—Ç –¥–∞–∂–µ –ø–æ–ª—É—á–∏—Ç—å—Å—è —á—Ç–æ –ø—Ä–æ–±–ª–µ–º–∞ –∫—Ä–æ–µ—Ç—Å—è –≤ —É–∑–∫–æ–π –æ–±–ª–∞—Å—Ç–∏ —Å—Ç–æ–ª–∞, –ø–æ—ç—Ç–æ–º—É –∏ –ø–æ–ª—É—á–∞–µ—Ç—Å—è —Ç—Ä–∞–ø–µ—Ü–∏—è –∞ –Ω–µ –ø–∞—Ä–∞–ª–ª–µ–ª–æ–≥—Ä–∞–º–º.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –æ–∫—Ç 16, 2014 19:57:03 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–°—Ç–∞–Ω–æ–∫ –ø—Ä–∏–µ—Ö–∞–ª —Å –ø–æ–≥–Ω—É—Ç—ã–º —É–≥–æ–ª–∫–æ–º. –¢–æ–≥–¥–∞ –±–æ–ª—å–Ω–æ –Ω–µ —Ä–∞—Å—Å–º–∞—Ç—Ä–∏–≤–∞–ª, –Ω—É –ø–æ–≥–Ω—É–ª—Å—è –ø–æ–≥–Ω—É–ª—Å—è. –°–µ–π—á–∞—Å —Å–º–æ—Ç—Ä—é, –¥–∞–∂–µ –±–æ–ª—Ç –∫—Ä–µ–ø–ª–µ–Ω–∏—è —Å–æ–≥–Ω—É—Ç. –í–∏–¥–∞—Ç—å —à–∞—Ä–∞—Ö–Ω—É–ª–∏ –∫–∞–∫ —Å–ª–µ–¥—É–µ—Ç.   –ü–æ—Ö–æ–¥—É –≥–µ–æ–º–µ—Ç—Ä–∏—é —Ç–æ—á–Ω–æ –ø–æ–≤–µ–ª–æ –∏ —Å–∫–æ—Ä–µ–π –≤—Å–µ–≥–æ –∏–∑ –∑–∞ —ç—Ç–æ–≥–æ. Boreaz–Ý–∞–∑–±–∏—Ä–∞—Ç—å –Ω—É–∂–Ω–æ –∏ –≤—Å–µ –ø—Ä–æ–≤–µ—Ä—è—Ç—å. –°–∫–æ—Ä–µ–π –≤—Å–µ–≥–æ –ª–∏–Ω–µ–π–Ω–æ –Ω–∞—Ä–∞—Å—Ç–∞–µ—Ç –ø–æ–≥—Ä–µ—à–Ω–æ—Å—Ç—å, —Ç–∞–∫ –∫–∞–∫ –ø—Ä–æ—Å–≤–µ—Ä–ª–µ–Ω–Ω—ã–π —Ä—è–¥ –æ—Ç–≤–µ—Ä—Å—Ç–∏–π —Ä–æ–≤–Ω—ã–π. –í –ø—Ä–∞–≤–æ–º –≤–µ—Ä—Ö–Ω–µ–º —É–≥–ª—É –≤–∏–¥–Ω–æ –Ω–µ—Å–æ–≤–ø–∞–¥–µ–Ω–∏–µ (–Ω–æ —Ç–æ–≥–¥–∞ —è –≥—Ä–µ—à–∏–ª –Ω–∞ —à–∞–±–ª–æ–Ω, –¥—É–º–∞–ª –µ–≥–æ –ø–æ–≤–µ–ª–æ). 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
boka1733
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –æ–∫—Ç 16, 2014 21:49:53 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
 |
–ö–∞—Ä–º–∞: 1
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 79
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 16, 2010 12:00:19
–°–æ–æ–±—â–µ–Ω–∏–π: 121
–û—Ç–∫—É–¥–∞: –ö–ú–í
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–í–æ—Ç –∏ –æ—Ç–≤–µ—Ç –Ω–∞ –≤–æ–ø—Ä–æ—Å -–ø–æ–≥–Ω—É—Ç—ã–π —Å—Ç–∞–Ω–æ–∫.
–Ý–∞–∑–±–æ—Ä–∫–∞ —Å—Ç–∞–Ω–∫–∞ –Ω–µ–∏–∑–±–µ–∂–Ω–∞.
–¢–æ–ª—å–∫–æ —è —É–º–∞ –Ω–µ –ø—Ä–∏–ª–æ–∂—É, –∫–∞–∫ –µ–≥–æ –ø–æ—Ç–æ–º —Å–æ–±—Ä–∞—Ç—å –æ–±—Ä–∞—Ç–Ω–æ –≤ –±—ã—Ç–æ–≤—ã—Ö —É—Å–ª–æ–≤–∏—è—Ö —Å —Ç—Ä–µ–±—É–µ–º–æ–π —Ç–æ—á–Ω–æ—Å—Ç—å—é.
–ù–µ–æ–±—Ö–æ–¥–∏–º–∞ —ç—Ç–∞–ª–æ–Ω–Ω–∞—è –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—å (–ø–ª–∏—Ç–∞) —Ä–∞–∑–º–µ—Ä–æ–º –±–æ–ª—å—à–µ —Å—Ç–∞–Ω–∫–∞, –Ω–∞ –∫–æ—Ç–æ—Ä–æ–π –ø—Ä–∏–¥–µ—Ç—Å—è —Ä–∏—Ö—Ç–æ–≤–∞—Ç—å –ø–æ–≥–Ω—É—Ç—ã–µ –¥–µ—Ç–∞–ª–∏.
–°—Ç–∞–Ω–æ–∫ –∏–∑ –∞–ª—é–º–∏–Ω.–ø—Ä–æ—Ñ–∏–ª—è - –ø—Ä–æ—Å—Ç–æ –º–æ–ª–æ—Ç–∫–æ–º –∏—Ö –Ω–µ –æ—Ç—Ä–∏—Ö—Ç—É–µ—à—å, –±—É–¥—É—Ç —Å–º–∏–Ω–∞—Ç—å—Å—è.
–ü–æ —Ö–æ—Ä–æ—à–µ–º—É, –ø–æ—Å–ª–µ —Ä–∞–∑–±–æ—Ä–∫–∏, –Ω–∞–¥–æ –æ—Ç–¥–µ—Ñ–µ–∫—Ç–æ–≤–∞—Ç—å –ø–æ–≥–Ω—É—Ç—ã–µ –¥–µ—Ç–∞–ª–∏ –∏ –ø—Ä–æ—Å—Ç–æ –∏—Ö –∑–∞–º–µ–Ω—è—Ç—å......
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –æ–∫—Ç 16, 2014 22:13:25 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–î—É–º–∞—é —Ä–∞–∑–æ–±—Ä–∞—Ç—å —Å–æ–±—Ä–∞—Ç—å - –Ω–∏ —á–µ–≥–æ —Å–ª–æ–∂–Ω–æ–≥–æ. –ï—Å—Ç—å –ø—Ä–µ–¥–ø–æ–ª–æ–∂–µ–Ω–∏–µ. –û—Å—å –• –ø—Ä–æ–ø–µ–ª–ª–µ—Ä–æ–º. –ü–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—å —Å—Ç–æ–ª–∞ —Ç–æ–∂–µ –Ω–µ —Ä–æ–≤–Ω–∞—è (–≤–æ–∑–º–æ–∂–Ω–æ –∏ –æ—Å—å Y —Ç–æ–∂–µ –ø—Ä–æ–ø–µ–ª–ª–µ—Ä–æ–º), —Ä—É—á–∫–∞ —Å –ø—Ä—É–∂–∏–Ω–∫–æ–π, –ø–æ—ç—Ç–æ–º—É —Ä–∏—Å–æ–≤–∞–ª–æ –∫–∞–∫ –ø–æ —Ä–æ–≤–Ω–æ–º—É —Å—Ç–æ–ª—É. –í —Ç–æ–º –º–µ—Å—Ç–µ, –≥–¥–µ —Ä–∞—Å—Å—Ç–æ—è–Ω–∏—è –º–µ–∂–¥—É –æ—Ç–≤–µ—Ä—Å—Ç–∏—è–º–∏ –º–µ–Ω—å—à–µ - –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—å —Å—Ç–æ–ª–∞ –Ω–∏–∂–µ (–Ω–µ –ø–æ –≤—Å–µ–π –¥–ª–∏–Ω–µ). –¢–∞–∫ –∫–∞–∫ –æ—Å—å –• –ø—Ä–æ–ø–µ–ª–ª–µ—Ä–æ–º, —Ç–æ Z –æ–ø—É—Å–∫–∞–µ—Ç—Å—è –Ω–∏–∂–µ –∏ –ø–æ–¥ —É–≥–ª–æ–º, –≤ —Ä–µ–∑—É–ª—å—Ç–∞—Ç–µ —É–≤–æ–¥ —Å–≤–µ—Ä–ª–∞ –±–æ–ª—å—à–µ. –í —Ç–æ–º –º–µ—Å—Ç–µ, –≥–¥–µ —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–µ –º–µ–∂–¥—É –æ—Ç–≤–µ—Ä—Å—Ç–∏—è–º–∏ –Ω–æ—Ä–º–∞–ª—å–Ω–æ–µ, —É–≤–æ–¥ —Å–≤–µ—Ä–ª–∞ –æ–¥–∏–Ω–∞–∫–æ–≤—ã–π –ø–æ–ª—É—á–∞–µ—Ç—Å—è. –ï—Å–ª–∏ —ç—Ç–æ —Ç–∞–∫, —Ç–æ –≤ —Ä–∞–∑–º–µ—Ä —Ä–∞–±–æ—á–µ–≥–æ –ø–æ–ª—è —É–≤–æ–¥ –Ω–∞ 1 –º–º. –≤–ø–æ–ª–Ω–µ —Ä–µ–∞–ª–µ–Ω. –ë–æ–ª—å—à–µ –Ω–∏ —á–µ–≥–æ –≤ –≥–æ–ª–æ–≤—É –Ω–µ –ø—Ä–∏—Ö–æ–¥–∏—Ç.  –ï—Å–ª–∏ –±—ã –±—ã–ª–∏ –ø—Ä–æ–ø—É—Å–∫–∏, —Ç–æ —Ä–µ–∑—É–ª—å—Ç–∞—Ç –±—ã –±—ã–ª —Ä–∞–∑–Ω—ã–π. –ü—Ä–æ–±–æ–≤–∞–ª –º–Ω–æ–≥–æ —Ä–∞–∑, —Ä–µ–∑—É–ª—å—Ç–∞—Ç –≤—Å–µ–≥–¥–∞ –æ–¥–∏–Ω–∞–∫–æ–≤—ã–π = 1 –º–º. –°–µ–π—á–∞—Å –ø–æ–∫—Ä—É—Ç–∏–ª –• —Ä—É–∫–∞–º–∏ –∑–∞ —à–∞–≥–æ–≤–∏–∫, –ø—Ä–∏ –ø—Ä–∏–±–ª–∏–∂–µ–Ω–∏–∏ –∫ –∫—Ä–∞—è–º —É—Å–∏–ª–∏–µ –∫—Ä—É—á–µ–Ω–∏—è —É–≤–µ–ª–∏—á–∏–≤–∞–µ—Ç—Å—è, –∏ –¥–æ–≤–æ–ª—å–Ω–æ –ø—Ä–∏–ª–∏—á–Ω–æ (–ø–æ—Ö–æ–¥—É —Ç–æ—á–Ω–æ –ø–µ—Ä–µ–∫–æ—Å).
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –æ–∫—Ç 16, 2014 23:17:23 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 723
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3111
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
Ruzik
–ê —á—Ç–æ –≥–æ–≤–æ—Ä–∏—Ç –¥–∏–∞–≥–æ–Ω–∞–ª—å–Ω–∞—è –ø—Ä–æ–≤–µ—Ä–∫–∞?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –æ–∫—Ç 16, 2014 23:26:45 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–î–∏–∞–≥–æ–Ω–∞–ª–∏ –æ–¥–∏–Ω–∞–∫–æ–≤—ã–µ, –º–æ–∂–µ—Ç –¥–µ—Å—è—Ç—É—é –Ω–µ –ø–æ–ø–∞–¥–∞–µ—Ç (—Ç–æ—á–Ω–æ –∑–∞–º–µ—Ä–∏—Ç—å –Ω–µ —á–µ–º) - –ø–æ–ª—É—á–∞–µ—Ç—Å—è —Ä–∞–≤–Ω–æ–±–µ–¥—Ä–µ–Ω–Ω–∞—è —Ç—Ä–∞–ø–µ—Ü–∏—è.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –æ–∫—Ç 16, 2014 23:35:30 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 723
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3111
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ê –µ—Å–ª–∏ –∫ –ø—Ä–∏–º–µ—Ä—É, –Ω—É –Ω–∞–ø—Ä–∏–º–µ—Ä –∏–∑ —Ñ–∞–Ω–µ—Ä–∫–∏ –ø–∏–ª—å–Ω—É—Ç—å –∫–≤–∞–¥—Ä–∞—Ç 100 –Ω–∞ 100 –∏ –ø–æ–º–µ—Ä–∏—Ç—å, –Ω–µ –ø—Ä–æ–±–æ–≤–∞–ª–∏. –ï—Å–ª–∏ –ø–æ–ª–∑–µ—Ç –¥–µ—Å—è—Ç–∫–∞ —Ç–æ –≤–∞–º –Ω–∞–¥–æ –ò–ß-10 (–æ–Ω –Ω–∞ 0,01) –ø–æ–∫—É–ø–∞—Ç—å –æ–Ω –Ω–µ –¥–æ—Ä–æ–≥–æ–π –≤—Ä–æ–¥–µ –∏ –∏–º —É–∂–µ –Ω–∞—Å—Ç—Ä–∞–∏–≤–∞—Ç—å –∏ –≤—ã–ª–∞–≤–ª–∏–≤–∞—Ç—å. –ú–æ–∂–Ω–æ –ø–æ–∏—Å–∫–∞—Ç—å –ø–æ –±–∞—Ä–∞—Ö–æ–ª–∫–∞–º –∏–ª–∏ –≤–∑—è—Ç—å –≥–¥–µ —Ç–æ –Ω–∞ –≤—Ä–µ–º—è.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –æ–∫—Ç 17, 2014 13:21:53 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Sailanser–ó–∞–≤—Ç—Ä–∞ –±—É–¥—É —Ä–∞–∑–±–∏—Ä–∞—Ç—å, —Å–º–æ—Ç—Ä–µ—Ç—å –∏ —Å–æ–±–∏—Ä–∞—Ç—å –æ–±—Ä–∞—Ç–Ω–æ. –í–æ—Ç –∑–∞—Ç–µ–º –º–æ–∂–Ω–æ –∏ –ø–æ –ø–∏–ª–∏—Ç—å, —Ç–æ–ª—å–∫–æ –Ω—É–∂–Ω—ã –∫–∞–∫–∏–µ –Ω–∏–±—É–¥—å —Ç–µ—Å—Ç–æ–≤—ã–µ –ø—Ä–æ–≥—Ä–∞–º–º–∫–∏, —Å–∞–º –Ω–∞–≤–µ—Ä–Ω–æ –Ω–∏—á–µ–≥–æ –Ω–µ –ø—Ä–∏–¥—É–º–∞—é. –¢–∞–∫–∂–µ –Ω—É–∂–Ω—ã –ø—Ä–æ–≥—Ä–∞–º–º–∫–∏ –¥–ª—è —Ç–µ—Å—Ç–∞ –≤–æ–∑–≤—Ä–∞—â–µ–Ω–∏—è –≤ –Ω–æ–ª—å –≤—Å–µ—Ö –æ—Å–µ–π —Å –∂–µ—Å—Ç–∫–∏–º–∏ –ø–∞—Ä–∞–º–µ—Ç—Ä–∞–º–∏, —á–∞—Å–æ–≤–æ–π –∏–Ω–¥–∏–∫–∞—Ç–æ—Ä –Ω–∞–π–¥—É. –≠–ª–µ–∫—Ç—Ä–æ–Ω–Ω—ã–π —à—Ç–∞–Ω–≥–µ–Ω—Ü–∏—Ä–∫—É–ª—å –Ω–∞–≤–µ—Ä–Ω–æ —Ç–æ–∂–µ –∫—É–ø–ª—é. –ü—Ä–æ–≥—Ä–∞–º–º–∫–∏ –≤ —Å—Ç—É–¥–∏—é (–¥–∞ –∏ –Ω–µ —Ç–æ–ª—å–∫–æ –º–Ω–µ –ø—Ä–∏–≥–æ–¥—è—Ç—Å—è) .. 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –æ–∫—Ç 17, 2014 14:33:38 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 723
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3111
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
Ruzik
–í –Ω–æ–ª—å –ø–æ –æ—Å—è–º –≤ –ø—Ä–∏–Ω—Ü–∏–ø–µ –º–æ–∂–µ—Ç–µ –∏ —Å–∞–º–∏ –Ω–∞—Å—Ç—Ä–æ—á–∏—Ç—å —Ç–∞–º –ø–∏—Å–∞—Ç—å —Ç–æ –Ω–µ—á–µ–≥–æ –∫ –ø—Ä–∏–º–µ—Ä—É –¥–µ–ª–∞–µ—Ç–µ X100 X0 –∏ —Ç–∞–∫ —Ä–∞–∑ –¥–µ—Å—è—Ç—å. –ê–Ω–∞–ª–æ–≥–∏—á–Ω–æ –∏ –ø–æ –¥—Ä—É–≥–∏–º –æ—Å—è–º. –ö—Ä–µ–ø–∏—Ç–µ –∏–Ω–¥–∏–∫–∞—Ç–æ—Ä –∏ –≥–æ–Ω—è–µ—Ç–µ –ø–æ –≤–æ–∑–≤—Ä–∞—â–µ–Ω–∏—é —É–∂–µ —Å–º–æ—Ç—Ä–∏—Ç–µ –Ω–∞ —Å–∫–æ–ª—å–∫–æ –∫–æ—Å—è—á–∏—Ç. –ï—â–µ –º–æ–∂–µ—Ç –±—ã—Ç—å –∏ —Ç–∞–∫–æ–π –ø—Ä–∏–∫–æ–ª –∫–∞–∫–æ–π –±—ã –≤–∏–Ω—Ç —Ö–æ–¥–æ–≤–æ–π –Ω–µ –±—ã–ª –æ–Ω –Ω–µ –ø—Ä—è–º —Ç–∞–∫ –∫–∞–∫ –Ω–∞–ø–∏—Å–∞–Ω –µ–≥–æ —à–∞–≥. —Ç—É—Ç –µ–≥–æ –ø—Ä–æ–≤–µ—Ä–∏—Ç—å —Ç–æ–∂–µ –º–æ–∂–Ω–æ. –ò—Ç–∞–∫ —Ä–∏—Å—É–µ–º –∫–≤–∞–¥—Ä–∞—Ç 100 –Ω–∞ 100 –ø–æ—Å–ª–µ –µ–≥–æ –≤—ã—Ä–µ–∑–∞–Ω–∏—è –µ–≥–æ –º–µ—Ä—è–µ–º –Ω–∞—Å—Ç–æ–ª—å–∫–æ —Ç–æ—á–Ω–æ –Ω–∞ —Å–∫–æ–ª—å–∫–æ –º–æ–∂–Ω–æ –∫ –ø—Ä–∏–º–µ—Ä—É –≤–∏–¥–∏–º —á—Ç–æ –ø–æ—Å–ª–µ –∑–∞–º–µ—Ä–∞ –æ–Ω 100,21 –∏ 100,31. –ö –ø—Ä–∏–º–µ—Ä—É —à–∞–≥ —Ö–æ–¥–æ–≤–æ–≥–æ –≤–∏–Ω—Ç–∞ 4 –º–º —Å—á–∏—Ç–∞–µ–º 4—Ö100,21/100=4,0084 –∏ 4—Ö100,31/100=4,0124 –∫–æ—Ä—Ä–µ–∫—Ç–∏—Ä—É–µ–º —à–∞–≥ —Å–æ–≥–ª–∞—Å–Ω–æ —ç—Ç–æ–≥–æ —Ä–∞—Å—á–µ—Ç–∞ –∏ —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä–∞. –Ý–µ–∂–µ–º –º–µ—Ä—è–µ–º.
Ruzik
–ó–∞–±—ã–ª –¥–æ–±–∞–≤–∏—Ç—å –µ—Å–ª–∏ –±—É–¥–µ—Ç–µ —Ä–∞–∑–±–∏—Ä–∞—Ç—å –Ω–∏ –≤ –∫–æ–µ–º —Å–ª—É—á–∞–µ —Å —Ö–æ–¥–æ–≤—ã—Ö –≤–∏–Ω—Ç–æ–≤ –®–í–ü –≥–∞–π–∫–∏ –Ω–µ —Å–Ω–∏–º–∞–π—Ç–µ, —à–∞—Ä–∏–∫–∏ –≤—ã–ø–∞–¥—É—Ç –ø–æ—Ç–æ–º –∑–∞–¥–æ–ª–±–∞–µ—Ç–µ—Å—å –æ–±—Ä–∞—Ç–Ω–æ —Å–æ–±–∏—Ä–∞—Ç—å.
–ü–æ—Å–ª–µ–¥–Ω–∏–π —Ä–∞–∑ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å Sailanser –ü—Ç –æ–∫—Ç 17, 2014 14:37:38, –≤—Å–µ–≥–æ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å 1 —Ä–∞–∑.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
–ê–ª–µ–∫—Å–∞–Ω–¥—Ä–õ

|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –æ–∫—Ç 17, 2014 14:35:46 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 197
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 8575
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –Ω–æ—è 30, 2009 03:00:01
–°–æ–æ–±—â–µ–Ω–∏–π: 42977
–û—Ç–∫—É–¥–∞: –ù–µ—Ä–µ–∑–∏–Ω–æ–≤–∞—è
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 1
|
–£ –º–æ–µ–≥–æ —Å—Ç–∞–Ω–æ—á–∫–∞ "—Ö–æ–¥–æ–≤—ã–µ –≤–∏–Ω—Ç—ã" –±—ã–ª–∏ —Å–¥–µ–ª–∞–Ω—ã –∏–∑ —à–ø–∏–ª–µ–∫ –ú6 (—à–∞–≥ —Ä–µ–∑—å–±—ã- 1 –º–º).. –î–ª—è —É—Å—Ç–∞–Ω–æ–≤–∫–∏ "–ù–£–õ–Ø" —è –≤–æ—Å–ø–æ–ª—å–∑–æ–≤–∞–ª—Å—è —Å–∞–º—ã–º –ø—Ä–∏–º–∏—Ç–∏–≤–Ω—ã–º –ø—Ä–∏—Å–ø–æ—Å–æ–±–ª–µ–Ω–∏–µ–º- –ª–∏–Ω–µ–π–∫–æ–π, –∑–∞–∫—Ä–µ–ø–ª—ë–Ω–Ω–æ–π –Ω–µ–ø–æ–¥–≤–∏–∂–Ω–æ –Ω–∞ –æ—Å–Ω–æ–≤–∞–Ω–∏–∏, –∏ –∂–µ—Å—Ç—è–Ω–æ–π "—Å—Ç—Ä–µ–ª–∫–æ–π" –¥–ª—è "–ø—Ä–∏–º–µ—Ä–Ω–æ–π —É—Å—Ç–∞–Ω–æ–≤–∫–∏", –∞ –Ω–∞ –≤–∞–ª—É –º–æ—Ç–æ—Ä–∞- –µ—â—ë –æ–¥–∏–Ω —É–∫–∞–∑–∞—Ç–µ–ª—å- –¥–∞–∂–µ –ø—Ä–∏ 200 —à–∞–≥–æ–≤/–æ–±–æ—Ä–æ—Ç –æ–Ω –ø–æ–∑–≤–æ–ª—è–µ—Ç —É—Å—Ç–∞–Ω–æ–≤–∏—Ç—å "–ù–û–õ–¨" —Å —Ç–æ—á–Ω–æ—Å—Ç—å—é 1/200 –º–∏–ª–ª–∏–º–µ—Ç—Ä–∞.. (–¥–∞–∂–µ, –µ—Å–ª–∏ —ç—Ç–æ –±—É–¥–µ—Ç 1/20 –º–∏–ª–ª–∏–º–µ—Ç—Ä–∞- —Ç–æ–∂–µ –Ω–µ–ø–ª–æ—Ö–æ.. ) –ß–µ–≥–æ- —Ç–æ —è "–Ω–µ –ø–æ —Ç–µ–º–µ", –∫–∞–∂–µ—Ç—Å—è.. –¢–∞–∫ –∫–∞–∫ —è –æ–ø–∏—Å–∞–ª, —è –≤—ã—Å—Ç–∞–≤–ª—è–ª "–Ω—É–ª–µ–≤—É—é –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—É" –ø–æ X –∏ Y.. –ê –Ω–∞ –ø–ª–∞—Ç–µ –ø—Ä–µ–¥—É—Å–º–∞—Ç—Ä–∏–≤–∞–ª "—Ä–µ–ø–µ—Ä–Ω—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è" - –æ—Ç 3-—Ö –¥–æ 5 —à—Ç—É–∫, –∫–æ—Ç–æ—Ä—ã–µ –Ω–∞–¥–æ –±—ã–ª–æ –∑–∞—Å–≤–µ—Ä–ª–∏–≤–∞—Ç—å –≤—Ä—É—á–Ω—É—é, –ø–æ—Ç–æ–º –ø–ª–∞—Ç—É —ç—Ç–∏–º–∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è–º–∏ –Ω–∞–¥–µ–≤–∞–µ—à—å –Ω–∞ —à—Ç–∏—Ñ—Ç—ã, –∏ –∑–∞–ø—É—Å–∫–∞–µ—à—å —Å–≤–µ—Ä–ª–æ–≤–∫—É..
–ü–æ—Å–ª–µ–¥–Ω–∏–π —Ä–∞–∑ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å –ê–ª–µ–∫—Å–∞–Ω–¥—Ä–õ –ü—Ç –æ–∫—Ç 17, 2014 20:02:58, –≤—Å–µ–≥–æ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å 1 —Ä–∞–∑.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –æ–∫—Ç 17, 2014 19:01:15 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 95
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2204
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3254
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 1
")
|
Ruzik –ï—Å–ª–∏ –¥–∏–∞–≥–æ–Ω–∞–ª–∏ –æ–¥–∏–Ω–∞–∫–æ–≤—ã–µ —Ç–æ –∫–∞–∫ —ç—Ç–æ –º–æ–∂–µ—Ç –±—ã—Ç—å —Ç—Ä–∞–ø–µ—Ü–∏–µ–π? –¢–æ–ª—å–∫–æ –∫–≤–∞–¥—Ä–∞—Ç  –ü—Ä–æ–≤–µ—Ä–∫—É –Ω–∞ –ª—é—Ñ—Ç –º–æ–∂–Ω–æ —Å–¥–µ–ª–∞—Ç—å —Ç–∞–∫. –ö—Ä–µ–ø–∏—à—å —Å—Ç—Ä–µ–ª–æ—á–Ω—ã–π –∏–Ω–¥–∏–∫–∞—Ç–æ—Ä, —Å—Ç–∞–≤–∏—à—å –µ–≥–æ –≤ –Ω–æ–ª—å. –ï–¥–µ—à—å –≤ –æ–¥–Ω—É —Å—Ç–æ—Ä–æ–Ω—É –Ω–∞–ø—Ä–∏–º–µ—Ä –Ω–∞ 6 –º–º, —Å—Ç—Ä–µ–ª–∫–∞ –¥–æ–ª–∂–Ω–∞ —Å—Ç–∞—Ç—å —Ç–æ—á–Ω–æ –≤ 6 –º–º, –µ–¥–µ—à—å –≤ –æ–±—Ä–∞—Ç–Ω—É—é —Å—Ç–æ—Ä–æ–Ω—É 6 –º–º, —Å—Ç—Ä–µ–ª–∫–∞ —Å—Ç–∞–µ—Ç –≤ –Ω–æ–ª—å. –ï—Å–ª–∏ –Ω–µ —Ç–∞–∫, –∑–Ω–∞—á–∏—Ç –ª—é—Ñ—Ç –≤ –Ω–∞–ª–∏—á–∏–∏.  –í–æ—Ç —è —Ç–µ—Å—Ç –Ω–∞ —Å–≤–æ–µ–º –¥–µ–ª–∞–ª.
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
SpiritKing
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –æ–∫—Ç 17, 2014 19:17:13 |
|
| –ü—Ä–æ—Ä–µ–∑–∞–ª–∏—Å—å –∑—É–±—ã |
–ö–∞—Ä–º–∞: 1
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 36
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 14, 2009 08:04:49
–°–æ–æ–±—â–µ–Ω–∏–π: 223
–û—Ç–∫—É–¥–∞: –ö—Ä–∞—Å–Ω–æ—è—Ä—Å–∫
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
Ruzik –¢–µ–±–µ –ø–æ —Å—É—Ç–∏ –¥–ª—è —é—Å—Ç–∏—Ä–æ–≤–∫–∏ —Å—Ç–∞–Ω–∫–∞ –Ω—É–∂–Ω–æ –µ—â–µ (–ø–æ–º–∏–º–æ —á–∞—Å–æ–≤–æ–≥–æ –º–µ—Ö–∞–Ω–∏–∑–º–∞) –±—Ä—É—Å–∫–æ–≤–æ–π —É—Ä–æ–≤–µ–Ω—å –∏ –ª–µ–∫–∞–ª—å–Ω–∞—è –ª–∏–Ω–µ–π–∫–∞ (–º–æ–µ –ò–ú–•–û, –∫–∞–∫ –¥—É–º–∞—é —Ç–∞–∫ –∏ —Ä–µ–∫–æ–º–µ–Ω–¥—É—é). –ë—Ä—É—Å–∫–æ–≤—ã–º —É—Ä–æ–≤–Ω–µ–º –º–æ–∂–Ω–æ –æ—Ç—ä—é—Å—Ç–∏—Ä–æ–≤–∞—Ç—å –æ—Å–∏ –• –ø–æ –≥–æ—Ä–∏–∑–æ–Ω—Ç–∞–ª–∏, –ø–æ—Å–∫–æ–ª—å–∫—É –æ–Ω –¥–æ—Å—Ç–∞—Ç–æ—á–Ω–æ —á—É–≤—Å—Ç–≤–∏—Ç–µ–ª–µ–Ω –Ω–∞ –æ—Ç–∫–ª–æ–Ω–µ–Ω–∏—è. –õ–µ–∫–∞–ª—å–Ω–æ–π (–ø–æ–π–¥–µ—Ç –∏ –ø–µ—Ä–≤–æ–≥–æ –∫–ª–∞—Å—Å–∞) –º–æ–∂–Ω–æ –ø—Ä–æ–≤–µ—Ä–∏—Ç—å –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—å —Å—Ç–æ–ª–∞: –≤–µ—Ä—Ç–∏–∫–∞–ª—å (—à–∏—Ä–∏–Ω–∞), –≥–æ—Ä–∏–∑–æ–Ω—Ç–∞–ª—å (–¥–ª–∏–Ω–Ω–∞) –∏ –¥–∏–∞–≥–æ–Ω–∞–ª–∏ —Å—Ç—Ä–µ–ª—å–Ω—É—Ç—å. –¢—É—Ç —è–≤–Ω–æ —É–≤–∏–¥–∏—à—å –Ω–∞ –ø—Ä–æ—Å–≤–µ—Ç –µ—Å–ª–∏ —É —Ç–µ–±—è –ø–ª–∏—Ç—É –ø–æ–≤–µ–ª–æ. –ü–æ—Å–ª–µ —é—Å—Ç–∏—Ä–æ–≤–∫–∏ –æ—Å–Ω–æ–≤–∞–Ω–∏—è —Å —á–∞—Å–æ–≤—ã–º –º–µ—Ö–∞–Ω–∏–∑–º–æ–º "–æ—Ç—Å—Ç—Ä–µ–ª—è—Ç—å" –æ—Å—Ç–∞–ª—å–Ω—ã–µ –æ—Å–∏ —É–∂–µ –±—É–¥–µ—Ç –ø—Ä–æ—â–µ. –ò—Å—Ç—Ä—É–º–µ–Ω—Ç –º–æ–∂–Ω–æ –ø–æ–∑–∞–∏–º—Å—Ç–≤–æ–≤–∞—Ç—å —É "–º–µ—Ç–∞–ª–ª–∏—Å—Ç–æ–≤" ("—Å—Ç–∞–Ω–æ—á–Ω–∏–∫–∏" –∑–∞–Ω–∏–º–∞—é—â–∏–µ—Å—è –æ–±—Ä–∞–±–æ—Ç–∫–æ–π –º–µ—Ç–∞–ª–ª–∞, –ø—Ä–∞–≤–¥–∞ –Ω–µ —É –≤—Å–µ—Ö —Ç–∞–∫–æ–π –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç –µ—Å—Ç—å).
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Muzykant
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –æ–∫—Ç 18, 2014 10:58:08 |
|
| –ù–∞—à–µ–ª —Ç—Ä–∞–Ω–∑–∏—Å—Ç–æ—Ä. –ü–æ–Ω—é—Ö–∞–ª. |
 |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –¥–µ–∫ 24, 2013 17:22:18
–°–æ–æ–±—â–µ–Ω–∏–π: 192
–û—Ç–∫—É–¥–∞: –Ø—Ä–æ—Å–ª–∞–≤–ª—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
mial , –∞ —á—Ç–æ —É –≤–∞—Å –∑–∞ –Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏–µ —Ç–∞–∫–∏–µ?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –æ–∫—Ç 18, 2014 21:51:02 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 95
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2204
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3254
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 1
|
Muzykant –≠—Ç–æ –Ω–µ –Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏–µ, –æ—Å–Ω–æ–≤–∞ —Å—Ç–∞–Ω–∫–∞ –±–æ—à–µ–≤—Å–∫–∏–π –ø—Ä–æ—Ñ–∏–ª—å 100—Ö50—Ö5. –ü–ª—é—Å –Ω–µ–º–Ω–æ–≥–æ –∞–ª—é–º–∏–Ω–∏–µ–≤—ã—Ö –ø–ª–∞—Å—Ç–∏–Ω —Ç–æ–ª—â–∏–Ω–æ–π 16 –º–º. –õ–∏–Ω–µ–π–Ω—ã–µ –Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏–µ Hiwin 15 –º–º. –®–í–ü –∫–∏—Ç–∞–π—Å–∫–∏–µ —Å –≥–µ–ª–∏–∫–æ—Ä–∞ 1605. –ó–∞–¥–µ–ª–∫–∞ –∫–æ–Ω—Ü–æ–≤ —Ç–∞–∫ —Å–µ–±–µ. –î–æ–≤–æ–ª—å–Ω–æ –∫—Ä–∏–≤–æ —Å–¥–µ–ª–∞–Ω–∞, –∏–∑ –∑–∞ —ç—Ç–æ–≥–æ –µ—Å—Ç—å –Ω–µ–∫–æ—Ç–æ—Ä—ã–µ –ø—Ä–æ–±–ª–µ–º—ã. –ù–æ –≤ —Ü–µ–ª–æ–º –≤—Å–µ —Ä–∞–±–æ—Ç–∞–µ—Ç –¥–æ—Å—Ç–æ–π–Ω–æ. –ù–∏ –∫–∞–∫ –Ω–µ –º–æ–≥—É –¥–æ–≤–µ—Å—Ç–∏ –¥–æ –ª–æ–≥–∏—á–µ—Å–∫–æ–≥–æ –∫–æ–Ω—Ü–∞. –£–±—Ä–∞—Ç—å –ø—Ä–æ–≤–æ–¥–∞, —Å–¥–µ–ª–∞—Ç—å –ø–æ–ª–Ω—É—é —é—Å—Ç–∏—Ä–æ–≤–∫—É. –ù–∞ —ç—Ç–æ –Ω–∞–¥–æ –≤—Ä–µ–º—è, –∞ —Å—Ç–∞–Ω–æ–∫ –Ω—É–∂–µ–Ω –ø–æ—Å—Ç–æ—è–Ω–Ω–æ. –í–æ—Ç –∏ —Ä–∞–±–æ—Ç–∞—é –Ω–∞ –ø–æ–ª—É—Ñ–∞–±—Ä–∏–∫–∞—Ç–µ.
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –æ–∫—Ç 19, 2014 17:35:07 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–í –æ–±—â–µ–º —Ä–∞–∑–æ–±—Ä–∞–ª –∏ —Å–æ–±—Ä–∞–ª —Å—Ç–∞–Ω–æ–∫, –∑–∞–º–µ—Ä–∏–ª –Ω–µ—Ä–æ–≤–Ω–æ—Å—Ç—å —Å—Ç–æ–ª–∞, –ø–æ–ª—É—á–∏–ª–æ—Å—å 0,8 –º–º. - —ç—Ç–æ –º–Ω–æ–≥–æ? –ï—Å–ª–∏ —É—á–µ—Å—Ç—å, —á—Ç–æ –ø–æ—Ç–æ–º –±—É–¥–µ—Ç –∂–µ—Ä—Ç–≤–µ–Ω–Ω—ã–π —Å—Ç–æ–ª –∏–∑ –î–°–ü, –∫–æ—Ç–æ—Ä—ã–π –ø–æ –ª—é–±–æ–º—É –∫—Ä–∏–≤–æ–π, —Å—Ç–æ–∏—Ç –ª–∏ –ø—Ä–∏–Ω–∏–º–∞—Ç—å —ç—Ç–∏ 0,8 –º–º –≤ —Å—á–µ—Ç? –ü–æ–ø—Ä–æ–±–æ–≤–∞–ª –ø–æ —Å–≤–µ—Ä–ª–∏—Ç—å, —Ç–æ–∂–µ —Å–∞–º–æ–µ, —Ä–∞—Å—Ö–æ–∂–¥–µ–Ω–∏–µ –≥–¥–µ —Ç–æ 0,8--0,9 –º–º mial –ø–∏—Å–∞–ª(–∞): –ï—Å–ª–∏ –¥–∏–∞–≥–æ–Ω–∞–ª–∏ –æ–¥–∏–Ω–∞–∫–æ–≤—ã–µ —Ç–æ –∫–∞–∫ —ç—Ç–æ –º–æ–∂–µ—Ç –±—ã—Ç—å —Ç—Ä–∞–ø–µ—Ü–∏–µ–π? –¢–æ–ª—å–∫–æ –∫–≤–∞–¥—Ä–∞—Ç –ù–µ —Ç–æ–ª—å–∫–æ –∫–≤–∞–¥—Ä–∞—Ç –∏ –ø—Ä—è–º–æ—É–≥–æ–ª—å–Ω–∏–∫, –Ω–æ –∏..  ************************************************************* –ö—Ç–æ –Ω–∏–±—É–¥—å –º–æ–∂–µ—Ç –ø—Ä–æ—Å–≤–µ—Ä–ª–∏—Ç—å –≤–æ—Ç —Ç–∞–∫..  –¢–æ –µ—Å—Ç—å –¥–≤–∞ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –≤–Ω–∏–∑—É –ø–æ–ª—è, –¥–≤–∞ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –≤–≤–µ—Ä—Ö—É –ø–æ–ª—è (–µ—Å–ª–∏ —Å–º–æ—Ç—Ä–µ—Ç—å –Ω–∞ —Ä–∏—Å—É–Ω–æ–∫), –∑–∞—Ç–µ–º —Ä–∞–∑—Ä–µ–∑–∞—Ç—å –∏ —Å–æ–µ–¥–∏–Ω–∏—Ç—å, —Å–æ–≤–ø–∞–¥—É—Ç –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –∏–ª–∏ –Ω–µ—Ç? –ú–æ–∂–µ—Ç –Ω–µ —Å—Ç–æ–∏—Ç –º–Ω–µ –ø–∞—Ä–∏—Ç—Å—è? –ö–æ–¥.. –ö–æ–¥: (G code for Mach2/3)
(T01 C0.8)
T01 M06 M03 G43 H1 S10000
G81 X7,62 Y7,62 Z-1,905 R2,54 F80
X7,62 Y266,7
G00 Z10.0
M02 –≠—Ç—É –ø—Ä–æ–≥—Ä–∞–º–º—É –Ω—É–∂–Ω–æ –≤—ã–ø–æ–ª–Ω–∏—Ç—å 2 —Ä–∞–∑–∞, –Ω–æ–ª—å –¥–ª—è –∫–∞–∂–¥–æ–π –ø—Ä–æ–≥—Ä–∞–º–º—ã —Å–≤–æ–π (—Å–æ–≥–ª–∞—Å–Ω–æ —Ä–∏—Å—É–Ω–∫–∞). *********************************************************************************** –ü—Ä–æ–¥–µ–ª–∞–ª —Å–ª–µ–¥—É—é—â–∏–π —ç–∫—Å–ø–µ—Ä–∏–º–µ–Ω—Ç: –°–Ω—è–ª —à–ø–∏–Ω–¥–µ–ª—å, –ø—Ä–∏—Ü–µ–ø–∏–ª –∫–∞–º–µ—Ä—É. –ü–æ–ª–æ–∂–∏–ª –Ω–∞ —Å—Ç–æ–ª –¥–µ—Ä–µ–≤—è–Ω–Ω—É—é –ª–∏–Ω–µ–π–∫—É, —É—Å—Ç–∞–Ω–æ–≤–∏–ª –∫–∞–º–µ—Ä—É –Ω–∞ –Ω–æ–ª—å –ª–∏–Ω–µ–π–∫–∏, –æ–±–Ω—É–ª–∏–ª –≤—Å–µ –æ—Å–∏ —Å—Ç–∞–Ω–∫–∞. –î–∞–ª–µ–µ –∫–æ–º–∞–Ω–¥–æ–π G00 Y250 –ø–µ—Ä–µ–º–µ—Å—Ç–∏–ª —Å—Ç–∞–Ω–æ–∫ –Ω–∞ 25 —Å–º. –ó–∞—Ç–µ–º –Ω–∞–∂–∞–ª –≤–µ—Ä–Ω—É—Ç—å—Å—è –≤ –Ω–æ–ª—å, —Å—Ç–∞–Ω–æ–∫ –≤–µ—Ä–Ω—É–ª—Å—è —Ç–æ—á—å —Ç–æ—á—å –≤ –Ω–æ–ª—å ( —ç—Ç–æ –ø–µ—Ä–≤—ã–π —Ñ—Ä–∞–≥–º–µ–Ω—Ç –≤–∏–¥–µ–æ). –î–∞–ª–µ–µ (–Ω–∞ 36 —Å–µ–∫—É–Ω–¥–µ –≤–∏–¥–µ–æ) –ø–µ—Ä–µ–µ—Ö–∞–ª –≤ –¥—Ä—É–≥–æ–µ –º–µ—Å—Ç–æ —Ä–∞–±–æ—á–µ–≥–æ –ø–æ–ª—è, –ø–æ –• = 170. –£—Å—Ç–∞–Ω–æ–≤–∏–ª –∫–∞–º–µ—Ä—É –Ω–∞ –Ω–æ–ª—å –ª–∏–Ω–µ–π–∫–∏, —Å–±—Ä–æ—Å–∏–ª –≤—Å–µ –æ—Å–∏ —Å—Ç–∞–Ω–∫–∞ –Ω–∞ –Ω–æ–ª—å. –ö–æ–º–∞–Ω–¥–æ–π G00 Y250 –ø–æ–µ—Ö–∞–ª –Ω–∞ 25 —Å–º. –ø–æ Y –∏ –æ —á—É–¥–æ, –Ω–µ –¥–æ–µ—Ö–∞–ª–∞!!!!. –í–æ–∑–≤—Ä–∞—â–∞—é—Å—å –≤ –Ω–æ–ª—å –Ω–∞–∂–∞–≤ –≤–µ—Ä–Ω—É—Ç—Å—è –≤ –Ω–æ–ª—å, –≤–µ—Ä–Ω—É–ª—Å—è —Ç–æ—á–Ω–æ. –í—ã—Å–æ—Ç–∞ —É –∫–∞–º–µ—Ä—ã –æ–¥–∏–Ω–∞–∫–æ–≤–∞—è –≤ –æ–±–æ–∏—Ö —Å–ª—É—á–∞—è—Ö. –ö—Ç–æ —á—Ç–æ –¥—É–º–∞–µ—Ç?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –æ–∫—Ç 19, 2014 23:19:16 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 95
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2204
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3254
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 1
|
|
Ruzik –ü–µ—Ä–µ–¥ –ø–µ—Ä–µ–º–µ—â–µ–Ω–∏–µ–º –≤ —Ç–æ—á–∫—É 25 —Å–º., –∫–æ–≥–¥–∞ –æ—Å—å —Å—Ç–∞–≤–∏–ª –≤ 0, –∫—É–¥–∞ –¥–≤–∏–≥–∞–ª–∞—Å—å –æ—Å—å –ø–æ Y, –≤ –ø–ª—é—Å –∏–ª–∏ –º–∏–Ω—É—Å. –ü–æ —Ç–≤–æ–µ–º—É –≤–∏–¥–µ–æ –º–æ–≥—É –ø—Ä–µ–¥–ø–æ–ª–æ–∂–∏—Ç—å —Ç–æ–ª—å–∫–æ –ª—é—Ñ—Ç –ø–æ Y. –ü–µ—Ä–µ–º–µ—â–µ–Ω–∏–µ –ø–æ –• –Ω–∏ –∫–∞–∫ –Ω–µ –¥–æ–ª–∂–Ω–æ –≤–ª–∏—è—Ç—å –µ—Å–ª–∏ –ø–æ Y –æ—Å—å –æ–±–Ω—É–ª—è–ª–∞—Å—å. –î–∞ –∏ –ø–æ –ø–æ–≤–æ–¥—É —Ç—Ä–∞–ø–µ—Ü–∏–∏. –Ø –ø—Ä–æ—Å—Ç–æ –ø—Ä–µ–¥–ø–æ–ª–æ–∂–∏–ª —á—Ç–æ –Ω–µ –º–æ–∂–µ—Ç –±—ã—Ç—å —Ç–∞–∫–æ–µ –∫–∞–∫ —Ç—ã –æ–±—Ä–∏—Å–æ–≤–∞–ª. –û–±—ã—á–Ω–æ –µ—Å–ª–∏ –Ω–µ—Ç —É–≥–ª–∞ –ø–æ –•Y —Ç–æ —Ä–∞–≤–Ω–æ–±–µ–¥—Ä–µ–Ω–Ω–∞—è —Ç—Ä–∞–ø–µ—Ü–∏—è –Ω–µ –º–æ–∂–µ—Ç –ø–æ–ª—É—á–∏—Ç—å—Å—è. –ü—Ä–æ—Å—Ç–æ –¥–∏–∞–≥–æ–Ω–∞–ª–∏ –±—É–¥—É—Ç –Ω–µ —Ä–∞–≤–Ω—ã.
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –æ–∫—Ç 19, 2014 23:23:54 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ù–∏ –∫—É–¥–∞ –Ω–µ –¥–≤–∏–≥–∞–ª–∞—Å—å, –ø—Ä–æ—Å—Ç–æ –ø–µ—Ä–µ–µ—Ö–∞–ª –∏–∑ –Ω—É–ª—è –ø–æ –• –Ω–∞ 170, —Ç–∞–º —Å–±—Ä–æ—Å–∏–ª –•. –ü–æ –ø–æ–≤–æ–¥—É –ª—é—Ñ—Ç–∞, –¥–≤–∏–≥–∞–ª –ø–æ—Ä—Ç–∞–ª, –∫–∞–º–µ—Ä–∞ —Å—Ç–æ–∏—Ç –∫–∞–∫ –≤–∫–æ–ø–∞–Ω–Ω–∞—è.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –æ–∫—Ç 19, 2014 23:33:36 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 95
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2204
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3254
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 1
|
|
–¢–æ–≥–¥–∞ –Ω–µ –ø–æ–Ω–∏–º–∞—é –∫–∞–∫ —Ç–∞–∫ –º–æ–∂–µ—Ç –±—ã—Ç—å. –ï—Å–ª–∏ –±—ã –ø—Ä–æ–ø—É—Å–∫–∏, —Ç–∞–∫ –∏ –≤ –Ω–æ–ª—å –±—ã –≤–µ—Ä–Ω—É–ª–∞—Å—å —Å–æ —Å–º–µ—â–µ–Ω–∏–µ–º. –ú–æ–∂–µ—Ç –ú–∞—á—å –¥—É—Ä–∏—Ç?
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –æ–∫—Ç 19, 2014 23:43:15 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ù–µ –∑–Ω–∞—é. –ù–∞ —Å—á–µ—Ç –ª—é—Ñ—Ç–∞, –∑–∞–≤—Ç—Ä–∞ –ø–æ–ø—Ä–æ–±—É—é –ø–æ —Ä–∞–∑–Ω–æ–º—É –ø–æ–¥—ä–µ—Ö–∞—Ç—å –∫ –Ω—É–ª—é. –í–∏–¥–µ–æ –ø–æ–∫–∞–∂—É.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 81 –∏–∑ 174
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 3480 ] |
... , , , , , , ... |
–ö—Ç–æ —Å–µ–π—á–∞—Å –Ω–∞ —Ñ–æ—Ä—É–º–µ |
–°–µ–π—á–∞—Å —ç—Ç–æ—Ç —Ñ–æ—Ä—É–º –ø—Ä–æ—Å–º–∞—Ç—Ä–∏–≤–∞—é—Ç: –Ω–µ—Ç –∑–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω–Ω—ã—Ö –ø–æ–ª—å–∑–æ–≤–∞—Ç–µ–ª–µ–π –∏ –≥–æ—Å—Ç–∏: 19 |
|
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –Ω–∞—á–∏–Ω–∞—Ç—å —Ç–µ–º—ã
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –æ—Ç–≤–µ—á–∞—Ç—å –Ω–∞ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —É–¥–∞–ª—è—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –¥–æ–±–∞–≤–ª—è—Ç—å –≤–ª–æ–∂–µ–Ω–∏—è
|
|
|







