|
–§–æ—Ä—É–º –Ý–∞–¥–∏–æ–ö–æ—Ç • –ü—Ä–æ—Å–º–æ—Ç—Ä —Ç–µ–º—ã - –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£
–°–æ–æ–±—â–µ–Ω–∏—è –±–µ–∑ –æ—Ç–≤–µ—Ç–æ–≤ | –ê–∫—Ç–∏–≤–Ω—ã–µ —Ç–µ–º—ã
 
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 115 –∏–∑ 174
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 3480 ] |
... , , , , , , ... |
| –ê–≤—Ç–æ—Ä |
–°–æ–æ–±—â–µ–Ω–∏–µ |
–ë—É—Ä–∞–±–∞—Ç

|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£  –î–æ–±–∞–≤–ª–µ–Ω–æ: –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∏—é–ª 16, 2015 07:39:09 |
|
| –°–≤–µ—Ä–ª–∏—Ç —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç –∫–æ–≥—Ç—è–º–∏ |
 |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä –∞–ø—Ä 21, 2010 15:04:42
–°–æ–æ–±—â–µ–Ω–∏–π: 1190
–û—Ç–∫—É–¥–∞: –£–∫—Ä–∞–∏–Ω–∞.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
troyep –ø–∏—Å–∞–ª(–∞): –∞ —Ä–µ–º–µ–Ω—å —Å –º–µ—Ç–∞–ª–ª–æ–∫–æ—Ä–¥–æ–º ? –ù–µ—Ç, –∫–∞–∫–æ–π-—Ç–æ –≥–∏–±–∫–∏–π –ø–ª–∞—Å—Ç–∏–∫. –õ–µ–∑–≤–∏–µ –±—Ä–∏—Ç–≤—ã –±–µ—Ä–µ—Ç —Å —Ç—Ä—É–¥–æ–º. –°–æ–µ–¥–∏–Ω—è—Ç—å –±—É–¥—É –Ω–∞ –∫–∞—Ä–µ—Ç–∫–µ –∏–Ω—Å—Ä—É–º–µ–Ω—Ç–∞.
_________________
–ò–Ω–≤–∞–ª–∏–¥—ã, —Ç–æ–∂–µ –ª—é–¥–∏
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
 |
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Muzykant
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∏—é–ª 16, 2015 08:01:13 |
|
| –ù–∞—à–µ–ª —Ç—Ä–∞–Ω–∑–∏—Å—Ç–æ—Ä. –ü–æ–Ω—é—Ö–∞–ª. |
 |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –¥–µ–∫ 24, 2013 17:22:18
–°–æ–æ–±—â–µ–Ω–∏–π: 192
–û—Ç–∫—É–¥–∞: –Ø—Ä–æ—Å–ª–∞–≤–ª—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 1
|
–ù–µ –æ–±—è–∑–∞—Ç–µ–ª—å–Ω–æ —Ç–∞–∫. –ú–æ—Ç–æ—Ä –º–æ–∂–Ω–æ —Ä–∞–∑–º–µ—Å—Ç–∏—Ç—å –Ω–∞ –æ–¥–Ω–æ–º –∫–æ–Ω—Ü–µ –ø–æ—Ä—Ç–∞–ª–∞, —Ä–æ–ª–∏–∫ –Ω–∞ –¥—Ä—É–≥–æ–º, –∞ –∫–æ–Ω—Ü—ã —Ä–µ–º–Ω—è –∑–∞–∫—Ä–µ–ø–∏—Ç—å –Ω–∞ –∫–∞—Ä–µ—Ç–∫–µ. 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 21:15:50 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–û–ø—è—Ç—å —è —Å –Ω–µ–ø–æ–Ω—è—Ç–∫–æ–π —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∫–∏ –ø–∞–∑–æ–≤. –°–Ω–∞—á–∞–ª–∞ –±—ã–ª–∏ –ø—Ä–æ—Å–≤–µ—Ä–ª–µ–Ω—ã –æ—Ç–≤–µ—Ä—Å—Ç–∏—è 1 –º–º. –ó–∞—Ç–µ–º –ø—Ä–æ—Ö–æ–¥ —Ñ—Ä–µ–∑–æ–π, –∑–∞—Ö–æ–¥ —Ñ—Ä–µ–∑—ã –ø–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏—é. –í–æ—Ç —á—Ç–æ –ø–æ–ª—É—á–∞–µ—Ç—Å—è, –ø–æ–¥–∞—á–∞ –±—ã–ª–∞ 20 –º–º/–º–∏–Ω  –ö–æ–¥ –¥–ª—è —Ñ—Ä–µ–∑—ã.. –ö–æ–¥: T03 M06 M03 G43 H1 S10000
G0 X55,225 Y15,875 Z2,54
G1 Z-2,5
X52,725 Y15,875
G0 Z2,54
G0 X58,675 Y17,625 Z2,54
G1 Z-2,5
X58,675 Y20,125
G0 Z2,54
G0 X55,225 Y21,875 Z2,54
G1 Z-2,5
X52,725 Y21,875
G0 Z2,54
G00 Z10.0
M02 –¢—É—Ç –µ—â–µ –≤–æ—Ç —á—Ç–æ, –ø—Ä–∏ –æ–±—Ä–µ–∑–∫–µ –∫–æ–Ω—Ç—É—Ä–∞, —Ñ—Ä–µ–∑–∞ –Ω–∞—á–∏–Ω–∞–µ—Ç —Ç–∞–∫–æ–µ –∂–µ –¥–≤–∏–∂–µ–Ω–∏–µ, –∫–∞–∫ –±—É–¥—Ç–æ –≤—ã–≥–Ω—É–ª–∞—Å—å (–æ—Ç–º–µ—Ç–∏–ª —Å–∏–Ω–∏–º)..  –ù–æ –Ω–µ—Ç, –ø—Ä–∏ –æ–∫–æ–Ω—á–∞–Ω–∏–∏ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∫–∏, –≤—Å–µ —Ä–æ–≤–Ω–æ. –ö—Ç–æ —á—Ç–æ –¥—É–º–∞–µ—Ç?  –ü–æ—Ö–æ–∂–µ –Ω–µ –≥–Ω–µ—Ç —Ñ—Ä–µ–∑—É –∏ –Ω–µ —É–≤–æ–¥–∏—Ç –µ–µ, —Å–∞–º —Å—Ç–∞–Ω–æ–∫ —Ç–∞–∫ —Ñ—Ä–µ–∑–µ—Ä—É–µ—Ç (–ø–µ—Ä–≤–∞—è —Ñ–æ—Ç–∫–∞).
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mr_kot
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 21:25:51 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 18
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1121
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –Ω–æ—è 27, 2009 18:12:27
–°–æ–æ–±—â–µ–Ω–∏–π: 4625
–û—Ç–∫—É–¥–∞: –ß–µ—Ä–∫–∞—Å—Å—ã, UA
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): –û–ø—è—Ç—å —è —Å –Ω–µ–ø–æ–Ω—è—Ç–∫–æ–π —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∫–∏ –ø–∞–∑–æ–≤. –°–Ω–∞—á–∞–ª–∞ –±—ã–ª–∏ –ø—Ä–æ—Å–≤–µ—Ä–ª–µ–Ω—ã –æ—Ç–≤–µ—Ä—Å—Ç–∏—è 1 –º–º. –ó–∞—Ç–µ–º –ø—Ä–æ—Ö–æ–¥ —Ñ—Ä–µ–∑–æ–π, –∑–∞—Ö–æ–¥ —Ñ—Ä–µ–∑—ã –ø–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏—é. –í–æ—Ç —á—Ç–æ –ø–æ–ª—É—á–∞–µ—Ç—Å—è, –ø–æ–¥–∞—á–∞ –±—ã–ª–∞ 20 –º–º/–º–∏–Ω
–í–æ–∑–º–æ–∂–Ω–æ, —Å–≤—è–∑–∞–Ω–æ —Å –Ω–∞–ø—Ä–∞–≤–ª–µ–Ω–∏–µ–º –ø–µ—Ä–µ–º–µ—â–µ–Ω–∏—è —Ñ—Ä–µ–∑—ã? –ï—Å–ª–∏ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∞–ª –ø–æ–ø—É—Ç–Ω–æ - –ø–æ–ø—Ä–æ–±—É–π –≤—Å—Ç—Ä–µ—á–Ω–æ. –ù—É, –∏–ª–∏ –Ω–∞–æ–±–æ—Ä–æ—Ç.
_________________

В мире нет вредных веществ, в мире есть вредные количества © Д.И.Менделеев
Когда на форуме переходят на "Вы", в реальной жизни уже давно бьют морду © автор неизвестен.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 21:48:43 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
mr_kot–ß—Ç–æ —Ç–æ –Ω–µ –ø–æ—Ö–æ–∂–µ, —è –ø–æ–Ω–∏–º–∞—é –µ—Å–ª–∏ –±—ã —Ñ—Ä–µ–∑–∞ —à–ª–∞ –ø–æ –æ–∫—Ä—É–∂–Ω–æ—Å—Ç–∏ –ø–æ —Å–∏–Ω–µ–π –ª–∏–Ω–∏–∏. –ù–æ –∏–¥–µ—Ç —Å–Ω–∞—á–∞–ª–∞ –≤–±–æ–∫, –ø–æ—Ç–æ–º –ø—Ä—è–º–æ, –ø–æ—Ç–æ–º –æ–ø—è—Ç—å –Ω–∞–∑–∞–¥, –Ω–∞ –æ—Å—å –≤—Ö–æ–¥–∞ —Ñ—Ä–µ–∑—ã, –∑–µ–ª–µ–Ω–∞—è –ª–∏–Ω–∏—è..   –ê —Å –∫–æ–¥–æ–º —á—Ç–æ, –º–æ–∂–µ—Ç —Ç–∞–º —á—Ç–æ? –ú–æ–∂–µ—Ç –∫—Ç–æ –ø–æ–ø—Ä–æ–±—É–µ—Ç —Ñ—Ä–µ–∑–µ—Ä–Ω—É—Ç—å –ø–æ —ç—Ç–æ–º—É –∫–æ–¥—É? –ù–∞ —ç—Ç–æ–π —Ñ–æ—Ç–∫–µ —Ç–æ–∂–µ —Å–∞–º–æ–µ, –∫–∞–∫ –±—ã —É–≤–æ–¥ —Ñ—Ä–µ–∑—ã..
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 22:01:17 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1546
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3343
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): –ê —Å –∫–æ–¥–æ–º —á—Ç–æ, –º–æ–∂–µ—Ç —Ç–∞–º —á—Ç–æ? –ú–æ–∂–µ—Ç –∫—Ç–æ –ø–æ–ø—Ä–æ–±—É–µ—Ç —Ñ—Ä–µ–∑–µ—Ä–Ω—É—Ç—å –ø–æ —ç—Ç–æ–º—É –∫–æ–¥—É? –ö–æ–¥ –ø—Ä–æ—Å—Ç–æ–π, –¥–∞–∂–µ –º–æ–∂–Ω–æ –∏ –Ω–µ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∞—Ç—å, –ø–æ –∫–æ–¥—É –≤—Å—ë —è—Å–Ω–æ. –ù–æ –∫–∞–∫–æ–≥–æ —Ä–∞–∑–º–µ—Ä–∞ –¥–æ–ª–∂–µ–Ω –±—ã—Ç—å –∫–æ–Ω–µ—á–Ω—ã–π –ø–∞–∑? –ò —Ñ—Ä–µ–∑–æ–π –∫–∞–∫–æ–≥–æ –¥–∏–∞–º–µ—Ç—Ä–∞ —Ä–∞—Å—Ç–∞—á–∏–≤–∞–µ—à—å? –ò –∫–∞–∫ —Å–æ–æ—Ä–∏–µ–Ω—Ç–∏—Ä–æ–≤–∞–Ω –ø–∞–∑ - X –ø–æ –¥–ª–∏–Ω–æ–π –∏–ª–∏ –∫–æ—Ä–æ—Ç–∫–æ–π —Å—Ç–æ—Ä–æ–Ω–µ? –≠—Ç–∏ —Å–∏–º–≤–æ–ª—ã —É–±—Ä–∞—Ç—å –Ω–∞–¥–æ - "G43 H1" - –Ω–µ–∫–∞—è –∫–æ–º–ø–µ–Ω—Å–∞—Ü–∏—è –¥–ª–∏–Ω—ã –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ - –º–∞–ª–æ –ª–∏ –∫–∞–∫ —Å—Ç–∞–Ω–æ–∫ –µ—ë –∏–Ω—Ç–µ—Ä–ø—Ä–µ—Ç–∏—Ä—É–µ—Ç. –ò —ç—Ç–æ - "S10000" - –ª–∏—à–Ω–µ–µ (–Ω–æ –Ω–∏ –Ω–∞ —á—Ç–æ –Ω–µ –≤–ª–∏—è–µ—Ç) - —è —Ç–∞–∫ –ø–æ–Ω–∏–º–∞—é, —Å–∫–æ—Ä–æ—Å—Ç—å —à–ø–∏–Ω–¥–µ–ª—è —Ç—ã –≤—Ä—É—á–Ω—É—é –≤—ã—Å—Ç–∞–≤–ª—è–µ—à—å?
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 22:12:21 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
smacorp–ö–æ–¥ –≥–µ–Ω–µ—Ä–∏—Ä—É–µ—Ç DipTrace..  –§—Ä–µ–∑–∞ 1 –º–º. –î–∞, –≤—Ä—É—á–Ω—É—é –≤–∫–ª—é—á–∞—é. –¶–∏—Ç–∞—Ç–∞: G43 H1" - –Ω–µ–∫–∞—è –∫–æ–º–ø–µ–Ω—Å–∞—Ü–∏—è –¥–ª–∏–Ω—ã –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ –ü–æ –º–æ–µ–º—É –≤ —Ç–µ–º–µ –≥–¥–µ —Ç–æ –ø—Ä–æ—Å–∫–∞–∫–∏–≤–∞–ª–æ –ø—Ä–æ –∫–æ–º–ø–µ–Ω—Å–∞—Ü–∏—é –¥–ª–∏–Ω—ã, –Ω–æ —Ç–∞–º –¥—Ä—É–≥–æ–π —Å–ª—É—á–∞–π –±—ã–ª. –ù–∞–¥–æ –ø–æ–ø—Ä–æ–±–æ–≤–∞—Ç—å —É–¥–∞–ª–∏—Ç—å.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 22:50:34 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1546
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3343
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): –ü–æ –º–æ–µ–º—É –≤ —Ç–µ–º–µ –≥–¥–µ —Ç–æ –ø—Ä–æ—Å–∫–∞–∫–∏–≤–∞–ª–æ –ø—Ä–æ –∫–æ–º–ø–µ–Ω—Å–∞—Ü–∏—é –¥–ª–∏–Ω—ã, –Ω–æ —Ç–∞–º –¥—Ä—É–≥–æ–π —Å–ª—É—á–∞–π –±—ã–ª. –ù–∞–¥–æ –ø–æ–ø—Ä–æ–±–æ–≤–∞—Ç—å —É–¥–∞–ª–∏—Ç—å –Ø –±—ã —É–¥–∞–ª–∏–ª –≤ –ø–µ—Ä–≤—É—é –æ—á–µ—Ä–µ–¥—å, —Ç–∞–∫ –∫–∞–∫ —Å –∫–æ–¥–æ–º –ø–æ—á—Ç–∏ –≤—Å—ë –Ω–æ—Ä–º–∞–ª—å–Ω–æ. –¢—ã –Ω–µ –Ω–∞–ø–∏—Å–∞–ª, –Ω–æ, —Å—É–¥—è –ø–æ –∫–æ–¥—É, —Ñ—Ä–µ–∑–∞ 1 –º–º. ? –ö–æ–¥: T03 M06 M03 G43 H1 S10000 - —Å–º–µ–Ω–∏–ª–∏ –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç –Ω–∞ —Ç—Ä–µ—Ç–∏–π, –≤–∫–ª—é—á–∏–ª–∏ —à–ø–∏–Ω–¥–µ–ª—å, —Å–∫–æ–º–ø–µ–Ω—Å–∏—Ä–æ–≤–∞–ª–∏ –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç (–ª–∏—à–Ω–µ–µ), —É—Å—Ç–∞–Ω–æ–≤–∏–ª–∏ —Å–∫–æ—Ä–æ—Å—Ç—å —à–ø–∏–Ω–¥–µ–ª—è (–ª–∏—à–Ω–µ–µ)
G0 X55,225 Y15,875 Z2,54 - –ø–µ—Ä–µ—à–ª–∏ –≤ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã –æ–¥–Ω–æ–≥–æ –∏–∑ –æ—Ç–≤–µ—Ä—Å—Ç–∏–π –ø–µ—Ä–≤–æ–≥–æ –ø–∞–∑–∞, –Ω–∞–¥ –ø–ª–∞—Ç–æ–π 2.54 –º–º.
G1 Z-2,5 - –∑–∞–≥–ª—É–±–∏–ª–∏—Å—å –Ω–∞ 2.5 –º–º.
X52,725 Y15,875 - –ø—Ä–æ–ø–∏–ª–∏–ª–∏ –ø–æ –• 2.5 –º–º. (3 –º–º. —Å —É—á—ë—Ç–æ–º —Ä–∞–¥–∏—É—Å–∞, –µ—Å–ª–∏ —Ñ—Ä–µ–∑–∞ 1 –º–º.), Y –æ—Å—Ç–∞–ª–∞—Å—å –±–µ–∑ –∏–∑–º–µ–Ω–µ–Ω–∏–π
G0 Z2,54 - –ø–æ–¥–Ω—è–ª–∏—Å—å –Ω–∞–¥ –ø–ª–∞—Ç–æ–π –¥–æ 2.54 –º–º.
G0 X58,675 Y17,625 Z2,54 - –ø–µ—Ä–µ—à–ª–∏ –≤ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã –æ–¥–Ω–æ–≥–æ –∏–∑ –æ—Ç–≤–µ—Ä—Å—Ç–∏–π –≤—Ç–æ—Ä–æ–≥–æ –ø–∞–∑–∞, –Ω–∞–¥ –ø–ª–∞—Ç–æ–π 2.54 –º–º.
G1 Z-2,5 - –∑–∞–≥–ª—É–±–∏–ª–∏—Å—å –Ω–∞ 2.5 –º–º.
X58,675 Y20,125 - –ø—Ä–æ–ø–∏–ª–∏–ª–∏ –ø–æ Y 2.5 –º–º. (3 –º–º. —Å —É—á—ë—Ç–æ–º —Ä–∞–¥–∏—É—Å–∞ —Ñ—Ä–µ–∑—ã, –µ—Å–ª–∏ —Ñ—Ä–µ–∑–∞ 1 –º–º.), X –æ—Å—Ç–∞–ª–∞—Å—å –±–µ–∑ –∏–∑–º–µ–Ω–µ–Ω–∏–π
G0 Z2,54 - –ø–æ–¥–Ω—è–ª–∏—Å—å –Ω–∞–¥ –ø–ª–∞—Ç–æ–π –¥–æ 2.54 –º–º.
G0 X55,225 Y21,875 Z2,54 - –ø–µ—Ä–µ—à–ª–∏ –≤ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã –æ–¥–Ω–æ–≥–æ –∏–∑ –æ—Ç–≤–µ—Ä—Å—Ç–∏–π —Ç—Ä–µ—Ç—å–µ–≥–æ –ø–∞–∑–∞, –Ω–∞–¥ –ø–ª–∞—Ç–æ–π 2.54 –º–º.
G1 Z-2,5 - –∑–∞–≥–ª—É–±–∏–ª–∏—Å—å –Ω–∞ 2.5 –º–º.
X52,725 Y21,875 - –ø—Ä–æ–ø–∏–ª–∏–ª–∏ –ø–æ –• 2.5 –º–º. (3 –º–º. —Å —É—á—ë—Ç–æ–º —Ä–∞–¥–∏—É—Å–∞ —Ñ—Ä–µ–∑—ã, –µ—Å–ª–∏ —Ñ—Ä–µ–∑–∞ 1 –º–º.), Y –æ—Å—Ç–∞–ª–∞—Å—å –±–µ–∑ –∏–∑–º–µ–Ω–µ–Ω–∏–π
G0 Z2,54 - –ø–æ–¥–Ω—è–ª–∏—Å—å –Ω–∞–¥ –ø–ª–∞—Ç–æ–π –¥–æ 2.54 –º–º.
G00 Z10.0 - –ø–æ–¥–Ω—è–ª–∏—Å—å –Ω–∞–¥ –ø–ª–∞—Ç–æ–π –¥–æ 10 –º–º.
M02 - –∫–æ–Ω–µ—Ü –ø—Ä–æ–≥—Ä–∞–º–º—ã –¢–æ –µ—Å—Ç—å, –ø—Ä–æ–ø–∏–ª—ã –≤—Å–µ –¥–æ–ª–∂–Ω—ã –±—ã—Ç—å —Ä–æ–≤–Ω—ã–µ. –ü–æ—á–µ–º—É "–ø–æ—á—Ç–∏" –Ω–æ—Ä–º–∞–ª—å–Ω—ã–π –∫–æ–¥ - —è –Ω–µ –≤–∏–∂—É, —á—Ç–æ–±—ã –∑–∞–¥–∞–≤–∞–ª–∞—Å—å —Å–∫–æ—Ä–æ—Å—Ç—å –ø–æ–¥–∞—á–∏ 20 –º–º/–º–∏–Ω, –∫–∞–∫ —Ç—ã –ø–∏—à–µ—à—å. –¢—ã –ø–æ–ª–Ω–æ—Å—Ç—å—é –∫–æ–¥ –ø—Ä–∏–≤—ë–ª? –ò –∏–∑–º–µ—Ä—å, –ø–æ–∂–∞–ª—É–π—Å—Ç–∞, —Ä–∞–∑–º–µ—Ä—ã —Ä–µ–∞–ª—å–Ω—ã—Ö –ø–∞–∑–æ–≤ - 3.5 —Ö 1 –º–º. - —Å–¥–∞—ë—Ç—Å—è –º–Ω–µ, —á—Ç–æ –±–æ–ª—å—à–µ 1 –º–º. –¥–æ–ª–∂–Ω–æ –±—ã—Ç—å.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 22:58:19 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
smacorp –ø–∏—Å–∞–ª(–∞): —è –Ω–µ –≤–∏–∂—É, —á—Ç–æ–±—ã –∑–∞–¥–∞–≤–∞–ª–∞—Å—å —Å–∫–æ—Ä–æ—Å—Ç—å –ø–æ–¥–∞—á–∏ 20 –º–º/–º–∏–Ω –ü–æ—Å–ª–µ —Å–º–µ–Ω—ã –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞, –≤ –º–∞—Å–Ω –ø–æ–ª–∑—É–Ω–∫–æ–º —É–±–∞–≤–∏–ª –¥–æ 20 –º–º, –Ω–∞–∂–∞–ª —Å—Ç–∞—Ä—Ç. –í–æ –≤–ª–æ–∂–µ–Ω–∏–∏ –≤–µ—Å—å —Ñ–∞–π–ª —Å–≤–µ—Ä–ª–æ–≤–∫–∏, –≤ –∫–æ–Ω—Ü–µ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∫–∞ –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–æ–º –¢03. –¢–∞–∫–∂–µ –¢03 —ç—Ç–æ —Å–≤–µ—Ä–ª–æ 1 –º–º –≤ —Å–µ—Ä–µ–¥–∏–Ω–µ –ø—Ä–æ–≥—Ä–∞–º–º—ã.. –ü—Ä–æ —Ñ—Ä–µ–∑—É —è –Ω–∞–ø–∏—Å–∞–ª –≤—ã—à–µ, 1 –º–º. –ó–∞–º–µ—Ä–∏–ª, —Ä–∞–∑–º–µ—Ä –ø–∞–∑–∞ –¥–ª–∏–Ω–∞ 3,5 –º–º. (–º–æ–∂–µ—Ç —á—É—Ç—å –±–æ–ª—å—à–µ), —à–∏—Ä–∏–Ω–∞ 1,3 –º–º. –ù–∞ —Ñ—Ä–µ–∑–µ –Ω–∞–ø–∏—Å–∞–Ω–æ 1 –º–º, —Ä–µ–∞–ª—å–Ω–æ –¥–∏–∞–º–µ—Ç—Ä –Ω–µ –º–µ—Ä–∏–ª.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 23:08:49 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1546
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3343
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): –ü—Ä–æ —Ñ—Ä–µ–∑—É —è –Ω–∞–ø–∏—Å–∞–ª –≤—ã—à–µ, 1 –º–º. –î–∞, —Å–æ—Ä—Ä–∏, –ø—Ä–æ —Ñ—Ä–µ–∑—É –∏–ª–∏ –Ω–µ –∑–∞–º–µ—Ç–∏–ª, –∏–ª–∏ —Ç—ã –¥–æ–±–∞–≤–∏–ª —É–∂–µ –ø–æ—Å–ª–µ —Ç–æ–≥–æ, –∫–∞–∫ —è –ø—Ä–æ—á–∏—Ç–∞–ª. Ruzik –ø–∏—Å–∞–ª(–∞): –ó–∞–º–µ—Ä–∏–ª, —Ä–∞–∑–º–µ—Ä –ø–∞–∑–∞ –¥–ª–∏–Ω–∞ 3,5 –º–º., —à–∏—Ä–∏–Ω–∞ 1,3 –º–º. –î–∞, —è —Ç–∞–∫ –∏ –¥—É–º–∞–ª. –ü—Ä–∏—á–∏–Ω—ã –ø—Ä–µ–¥–ø–æ–ª–∞–≥–∞—é –ø–æ–∫–∞ 2, –Ω–æ –Ω—É–∂–Ω–æ –ø—Ä–æ–∞–Ω–∞–ª–∏–∑–∏—Ä–æ–≤–∞—Ç—å –ø–æ–ª–Ω—ã–π —Ç–µ–∫—Å—Ç —Ç–≤–æ–µ–π –£–ü - —Ö–æ—Ä–æ—à–æ, —á—Ç–æ –ø—Ä–∏–ª–æ–∂–∏–ª –µ—ë. –ï—Å–ª–∏ —Å–µ–π—á–∞—Å –ø—Ä–∏—à–ª—é –∫–æ–¥ –∫–æ—Ä–æ—Ç–µ–Ω—å–∫–æ–π –£–ü, —Å–º–æ–∂–µ—à—å —Ñ—Ä–µ–∑–µ—Ä–Ω—É—Ç—å –¥–ª—è —Ç–µ—Å—Ç–∞, –∏–ª–∏ —Å–ø—è—Ç —É–∂–µ –≤—Å–µ?
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 23:14:51 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ü—Ä–∏—Å—ã–ª–∞–π, –∑–∞–≤—Ç—Ä–∞ –ø–æ–ø—Ä–æ–±—É—é. 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 23:20:35 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1546
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3343
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): –ü—Ä–∏—Å—ã–ª–∞–π, –∑–∞–≤—Ç—Ä–∞ –ø–æ–ø—Ä–æ–±—É—é –î–æ –∑–∞–≤—Ç—Ä–∞ —Ä–µ—à–µ–Ω–∏–µ –º–æ–∂–µ—Ç –∏ –∞–Ω–∞–ª–∏–∑–æ–º —Ç–≤–æ–µ–π –£–ü –Ω–∞–π—Ç–∏—Å—å. –ü—Ä–æ—Å—Ç–æ —Ç–µ—Å—Ç —É—Å–∫–æ—Ä–∏–ª –±—ã —Ä–µ—à–µ–Ω–∏–µ –±–µ–∑ –∞–Ω–∞–ª–∏–∑–∞. –ù–æ –ª–∞–¥–Ω–æ.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∏—é–ª 18, 2015 23:27:04 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ù–∞–¥–æ –±—É–¥–µ—Ç –µ—â–µ —á–µ—Ä–µ–∑ –∞—Ä—Ç–∫–∞–º –ø–æ–ø—Ä–æ–±–æ–≤–∞—Ç—å.
–ü–æ—Å–ª–µ–¥–Ω–∏–π —Ä–∞–∑ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å Ruzik –í—Å –∏—é–ª 19, 2015 12:38:58, –≤—Å–µ–≥–æ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å 1 —Ä–∞–∑.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–ª 19, 2015 04:40:10 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1546
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3343
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 3
|
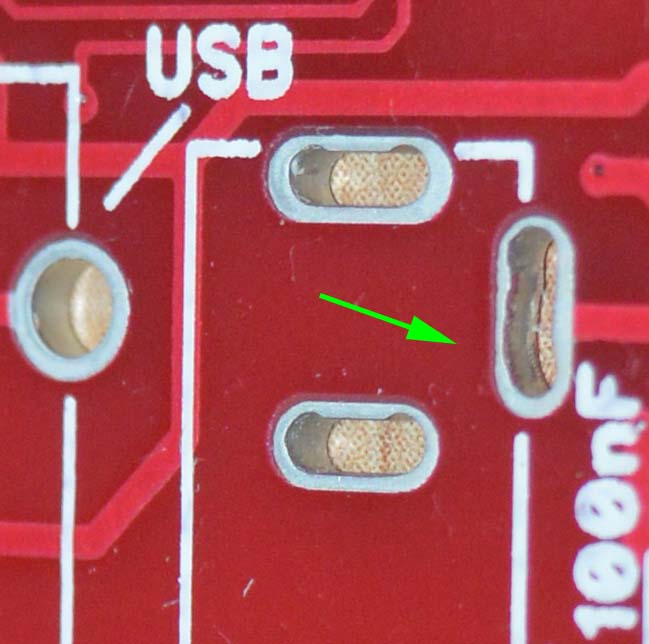
–í–æ—Ç —á—Ç–æ –ø–æ–∫–∞–∑–∞–ª–∞ —Ç–≤–æ—è –£–ü. –î–ª—è –Ω–∞—á–∞–ª–∞ —Ç—ã –Ω–µ—Å–∫–æ–ª—å–∫–æ –æ—à–∏–±–∞–µ—à—å—Å—è –≤ —ç—Ç–æ–º: Ruzik –ø–∏—Å–∞–ª(–∞): –±—ã–ª–∏ –ø—Ä–æ—Å–≤–µ—Ä–ª–µ–Ω—ã –æ—Ç–≤–µ—Ä—Å—Ç–∏—è 1 –º–º. –ó–∞—Ç–µ–º –ø—Ä–æ—Ö–æ–¥ —Ñ—Ä–µ–∑–æ–π, –∑–∞—Ö–æ–¥ —Ñ—Ä–µ–∑—ã –ø–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏—é –í—Å—ë —Ç–∞–∫ –∏ –µ—Å—Ç—å, –∫—Ä–æ–º–µ –æ–¥–Ω–æ–≥–æ –ø–∞–∑–∞ - —É–∫–∞–∑–∞–ª —Å—Ç—Ä–µ–ª–∫–æ–π: 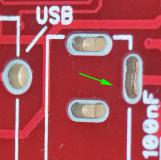 –ó–¥–µ—Å—å —Ñ—Ä–µ–∑–∞ –Ω–µ –∑–∞—Ö–æ–¥–∏—Ç –ø–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏—é, –∞ –≤—Ä–µ–∑–∞–µ—Ç—Å—è –≤ —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç –∏ —É–∂–µ –ø–æ—Ç–æ–º —Ä–µ–∂–µ—Ç –ø–∞–∑ –∫ –æ—Ç–≤–µ—Ä—Å—Ç–∏—é. –î–∞–∂–µ –Ω–∞ —Ñ–æ—Ç–æ –≤–∏–¥–Ω–æ, —á—Ç–æ —É —ç—Ç–æ–≥–æ –ø–∞–∑–∞ —Ñ–æ—Ä–º–∞ –Ω–µ—Å–∫–æ–ª—å–∫–æ –æ—Ç–ª–∏—á–∞–µ—Ç—Å—è –æ—Ç –¥–≤—É—Ö –¥—Ä—É–≥–∏—Ö. –î–∞–ª—å—à–µ - —Ç—ã —Å–∞–º –Ω–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª –£–ü? –ù–µ —Å–º–µ—é –Ω–∏—á–µ–≥–æ –≥–æ–≤–æ—Ä–∏—Ç—å –ø—Ä–æ—Ç–∏–≤ DipTrace, –Ω–æ –ø–æ—á–µ–º—É-—Ç–æ –æ—Ç—Å—É—Ç—Å—Ç–≤—É—é—Ç –∫–æ–¥—ã: G21 - –≤—ã–±–æ—Ä –º–µ—Ç—Ä–∏—á–µ—Å–∫–æ–π —Å–∏—Å—Ç–µ–º—ã G90 - –∞–±—Å–æ–ª—é—Ç–Ω–∞—è —Å–∏—Å—Ç–µ–º–∞ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç –ú–æ–∂–µ—Ç Mach3 —ç—Ç–∏ –∑–Ω–∞—á–µ–Ω–∏—è –∏ –≤—ã—Å—Ç–∞–≤–ª—è–µ—Ç –ø–æ —É–º–æ–ª—á–∞–Ω–∏—é (—è —ç—Ç–æ–≥–æ –ø—Ä–æ—Å—Ç–æ –Ω–µ –∑–Ω–∞—é), –Ω–æ —Å–ø—Ä–∞–≤–æ—á–Ω–∏–∫–∏ —É—Ç–≤–µ—Ä–∂–¥–∞—é—Ç, —á—Ç–æ —Ç–∞–∫–∏–µ –∫–æ–¥—ã –¥–æ–ª–∂–Ω—ã –≤—ã—Å—Ç–∞–≤–ª—è—Ç—å—Å—è –≤ –£–ü (–≤ –∏–¥–µ–∞–ª–µ –≤ –Ω–∞—á–∞–ª–µ –ª—é–±–æ–π –£–ü –≤–æ–æ–±—â–µ –≤–µ–¥—å –¥–æ–ª–∂–Ω–∞ –±—ã—Ç—å —Ç–∞–∫ –Ω–∞–∑—ã–≤–∞–µ–º–∞—è —Å—Ç—Ä–æ–∫–∞ –±–µ–∑–æ–ø–∞—Å–Ω–æ—Å—Ç–∏ - "G21 G40 G49 G54 G80 G90"). –ò, —á—Ç–æ —è —É–∂–µ –≥–æ–≤–æ—Ä–∏–ª, –≤ —Å—Ç—Ä–æ–∫–∞—Ö –ø—Ä–æ—Ä–µ–∑–µ–π –ø–∞–∑–æ–≤ –ø–æ—á–µ–º—É-—Ç–æ –Ω–µ—Ç –∑–∞–¥–∞–Ω–∏—è —Å–∫–æ—Ä–æ—Å—Ç–∏ –ø–æ–¥–∞—á–∏ - –ø–∞—Ä–∞–º–µ—Ç—Ä–∞ "F". –¢—ã –ø–∏—Å–∞–ª, —á—Ç–æ –≤—ã—Å—Ç–∞–≤–ª—è–µ—à—å —Å–∫–æ—Ä–æ—Å—Ç—å –ø–æ–ª–∑—É–Ω–∫–æ–º –ø–æ—Å–ª–µ —Å–º–µ–Ω—ã –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞, –Ω–æ —Ç—ã —É–≤–µ—Ä–µ–Ω, —á—Ç–æ –ú–∞—á –¥–µ–π—Å—Ç–≤–∏—Ç–µ–ª—å–Ω–æ –∏—Å–ø–æ–ª—å–∑—É–µ—Ç –∑–Ω–∞—á–µ–Ω–∏–µ –ø–æ–ª–∑—É–Ω–∫–∞, –∞ –Ω–µ –ª—É–ø–∏—Ç —Å–∫–æ—Ä–æ—Å—Ç—å –≤—ã—à–µ? –ù–∞–ø—Ä–∏–º–µ—Ä, F100, –æ—Å—Ç–∞–≤—à—É—é—Å—è –ø–æ—Å–ª–µ —Å–≤–µ—Ä–ª–µ–Ω–∏—è, —Ç–µ–º –±–æ–ª–µ–µ, —á—Ç–æ –æ—Ç–º–µ–Ω—ã —Ü–∏–∫–ª–∞ —Å–≤–µ—Ä–ª–µ–Ω–∏—è - –∫–æ–¥–∞ G80 - —Ç–æ–∂–µ –Ω–µ—Ç. –í–∏–∑—É–∞–ª—å–Ω–æ –±—ã–ª–æ –≤–∏–¥–Ω–æ, —á—Ç–æ —Å–∫–æ—Ä–æ—Å—Ç–∏ –ø–æ–¥–∞—á–∏ –ø—Ä–∏ —Å–≤–µ—Ä–ª–µ–Ω–∏–∏ –∏ —Ä–µ–∑–∫–µ –ø–∞–∑–æ–≤ –æ—Ç–ª–∏—á–∞—é—Ç—Å—è? –û–±—Ä–∞—â–∞–ª –Ω–∞ —ç—Ç–æ –≤–Ω–∏–º–∞–Ω–∏–µ? –í –æ–±—â–µ–º, —è –ø–æ–∫–∞ —Å—Ç–∞–≤–ª—é –Ω–∞ —Ç–∞–∫–∏–µ –ø—Ä–∏—á–∏–Ω—ã –≥–∞–Ω—Ç–µ–ª–µ–≤–∏–¥–Ω–æ—Å—Ç–∏ –ø–∞–∑–æ–≤: 1. –°—Ç–∞–Ω–æ–∫ –Ω–µ —Å–æ–≤—Å–µ–º —Ç–æ—á–Ω–æ –ø–æ–≤—Ç–æ—Ä–Ω–æ –ø–æ–ø–∞–¥–∞–µ—Ç –≤ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã —É–∂–µ –ø—Ä–æ—Å–≤–µ—Ä–ª–µ–Ω–Ω—ã—Ö –æ—Ç–≤–µ—Ä—Å—Ç–∏–π. –ù–∞–≤–µ—Ä–Ω–æ–µ, –º–∞–ª–æ–≤–µ—Ä–æ—è—Ç–Ω–æ? –¢—ã —É–≤–µ—Ä–µ–Ω –≤ —Å–≤–æ—ë–º —Å—Ç–∞–Ω–∫–µ? 2. –ú–∞—á –∏–≥–Ω–æ—Ä–∏—Ä—É–µ—Ç –ø–æ–ª–∑—É–Ω–æ–∫, –∏ —Ñ—Ä–µ–∑–∞ —Ä–µ–∂–µ—Ç –Ω–∞ –±–æ–ª–µ–µ –≤—ã—Å–æ–∫–æ–π —Å–∫–æ—Ä–æ—Å—Ç–∏ –∏–ª–∏, –≤—Å—ë –∂–µ, —Å–∫–æ—Ä–æ—Å—Ç—å –ø–æ–¥–∞—á–∏ –ø—Ä–∞–≤–∏–ª—å–Ω–∞—è - 20 –º–º.\–º–∏–Ω. - –Ω–æ —Ñ—Ä–µ–∑–∞ –≤—Å–µ–≥–æ 1 –º–º., —Ä–µ–∂–µ—Ç 2.5 –º–º. –∑–∞ –æ–¥–∏–Ω –ø—Ä–æ—Ö–æ–¥, –ø–æ—ç—Ç–æ–º—É –µ—ë –≤—ã–≥–∏–±–∞–µ—Ç - —Ç–µ–º –±–æ–ª–µ–µ, —á—Ç–æ –∫–æ–Ω—á–∏–∫ —Ñ—Ä–µ–∑—ã —É—Ç–æ–ø–ª–µ–Ω –≤ –±–æ–ª–µ–µ –º—è–≥–∫–∏–π –∂–µ—Ä—Ç–≤–µ–Ω–Ω—ã–π —Å—Ç–æ–ª (–¥–µ—Ä–µ–≤–æ?), –∞ —Ü–µ–Ω—Ç—Ä–∞–ª—å–Ω–∞—è —á–∞—Å—Ç—å –≥—Ä—ã–∑—ë—Ç —Ç–≤—ë—Ä–¥—ã–π —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç. –ó–∞–ø—É—Å—Ç–∏ –£–ü –¥–ª—è —Ç–µ—Å—Ç–∞ - —Ä–µ–∂–µ—Ç—Å—è –ø–∞–∑ 3.5 —Ö 1 –º–º. (–∫—É–∫—É—Ä—É–∑–æ–π 1 –º–º. –∏ –±–µ–∑ –ø—Ä–µ–¥–≤–∞—Ä–∏—Ç–µ–ª—å–Ω–æ–≥–æ —Å–≤–µ—Ä–ª–µ–Ω–∏—è, –∑–∞–≥–æ—Ç–æ–≤–∫–∏ 10—Ö10 –¥–æ—Å—Ç–∞—Ç–æ—á–Ω–æ, —Ç–æ–ª—â–∏–Ω–∞ –¥–æ 2 –º–º.) - –≤ –Ω–µ–π —è —É—á—ë–ª –≤—Å–µ —ç—Ç–∏ –º–æ–º–µ–Ω—Ç—ã. –ö—Å—Ç–∞—Ç–∏, –µ—Å–ª–∏ —à–ø–∏–Ω–¥–µ–ª—å –ø–æ–ª–Ω–æ—Å—Ç—å—é –≤–∫–ª—é—á–∞–µ—à—å\–≤—ã–∫–ª—é—á–∞–µ—à—å —Å–∞–º (–∞ –Ω–µ —Ç–æ–ª—å–∫–æ —Å–∫–æ—Ä–æ—Å—Ç—å –≤—ã—Å—Ç–∞–≤–ª—è–µ—à—å –≤—Ä—É—á–Ω—É—é), —Ç–æ –∫–æ–¥—ã M03 –∏ M05 –º–æ–∂–µ—à—å —Å–º–µ–ª–æ —É–¥–∞–ª–∏—Ç—å. –°–ø–æ–π–ª–µ—ÄG21
G90
M06 T01
G00 X3. Y5.
G00 Z3.
M03
G01 Z-0.5 F20
X6.
Z-1.
X3.
Z-1.5
X6.
Z-2.
X3.
Z-2.5
X6.
G00 Z10.0
M05
M02–£ –º–µ–Ω—è —Ä–µ–∂–µ—Ç –ø—Ä–∞–≤–∏–ª—å–Ω–æ:   –û—á–µ–Ω—å –∏–Ω—Ç–µ—Ä–µ—Å–µ–Ω —Ä–µ–∑—É–ª—å—Ç–∞—Ç —É —Ç–µ–±—è.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–ª 19, 2015 08:20:37 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
smacorp –ù–æ—á—å—é —Ñ—Ä–µ–∑–∏—Ä–æ–≤–∞–ª?   –¶–∏—Ç–∞—Ç–∞: –ó–¥–µ—Å—å —Ñ—Ä–µ–∑–∞ –Ω–µ –∑–∞—Ö–æ–¥–∏—Ç –ø–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏—é, –∞ –≤—Ä–µ–∑–∞–µ—Ç—Å—è –≤ —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç –∏ —É–∂–µ –ø–æ—Ç–æ–º —Ä–µ–∂–µ—Ç –ø–∞–∑ –∫ –æ—Ç–≤–µ—Ä—Å—Ç–∏—é. –î–∞–∂–µ –Ω–∞ —Ñ–æ—Ç–æ –≤–∏–¥–Ω–æ, —á—Ç–æ —É —ç—Ç–æ–≥–æ –ø–∞–∑–∞ —Ñ–æ—Ä–º–∞ –Ω–µ—Å–∫–æ–ª—å–∫–æ –æ—Ç–ª–∏—á–∞–µ—Ç—Å—è –æ—Ç –¥–≤—É—Ö –¥—Ä—É–≥–∏—Ö. –î–∞, –æ–¥–Ω–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ –±—ã–ª–æ –ø—Ä–æ—Å–≤–µ—Ä–ª–µ–Ω–æ –Ω–µ —Ç–∞–º –∏ —Ñ—Ä–µ–∑–∞ –≤–æ—à–ª–∞ –≤ —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç, –∞ –≤—ã—à–ª–∞ –ø–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏—é. smacorp –ø–∏—Å–∞–ª(–∞): –î–∞–ª—å—à–µ - —Ç—ã —Å–∞–º –Ω–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª –£–ü? –ù–µ—Ç, —Ç–∞–∫–æ–π –∫–æ–¥ –¥–µ–ª–∞–µ—Ç DP. smacorp –ø–∏—Å–∞–ª(–∞): –¢—ã –ø–∏—Å–∞–ª, —á—Ç–æ –≤—ã—Å—Ç–∞–≤–ª—è–µ—à—å —Å–∫–æ—Ä–æ—Å—Ç—å –ø–æ–ª–∑—É–Ω–∫–æ–º –ø–æ—Å–ª–µ —Å–º–µ–Ω—ã –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞, –Ω–æ —Ç—ã —É–≤–µ—Ä–µ–Ω, —á—Ç–æ –ú–∞—á –¥–µ–π—Å—Ç–≤–∏—Ç–µ–ª—å–Ω–æ –∏—Å–ø–æ–ª—å–∑—É–µ—Ç –∑–Ω–∞—á–µ–Ω–∏–µ –ø–æ–ª–∑—É–Ω–∫–∞, –∞ –Ω–µ –ª—É–ø–∏—Ç —Å–∫–æ—Ä–æ—Å—Ç—å –≤—ã—à–µ?... –í–∏–∑—É–∞–ª—å–Ω–æ –±—ã–ª–æ –≤–∏–¥–Ω–æ, —á—Ç–æ —Å–∫–æ—Ä–æ—Å—Ç–∏ –ø–æ–¥–∞—á–∏ –ø—Ä–∏ —Å–≤–µ—Ä–ª–µ–Ω–∏–∏ –∏ —Ä–µ–∑–∫–µ –ø–∞–∑–æ–≤ –æ—Ç–ª–∏—á–∞—é—Ç—Å—è? –û–±—Ä–∞—â–∞–ª –Ω–∞ —ç—Ç–æ –≤–Ω–∏–º–∞–Ω–∏–µ? –£–≤–µ—Ä–µ–Ω, –∑–≤—É–∫ —à–∞–≥–æ–≤–∏–∫–æ–≤ –º–µ–Ω—è–µ—Ç—Å—è, –¥–∞ –∏ –≤–∏–¥–Ω–æ —á—Ç–æ —Å—Ç–∞–ª–æ –º–µ–¥–ª–µ–Ω–Ω–µ–π. smacorp –ø–∏—Å–∞–ª(–∞): –ó–∞–ø—É—Å—Ç–∏ –£–ü –¥–ª—è —Ç–µ—Å—Ç–∞ - —Ä–µ–∂–µ—Ç—Å—è –ø–∞–∑ 3.5 —Ö 1 –º–º –°–µ–≥–æ–¥–Ω—è —Å–¥–µ–ª–∞—é, —Å–µ–π—á–∞—Å –Ω–µ –º–æ–≥—É –ø–æ–∫–∞. –ú–Ω–µ –∏–Ω—Ç–µ—Ä–µ—Å–Ω–æ, —á—Ç–æ –ø–æ–ª—É—á–∏—Ç—Å—è –ø–æ –∫–æ–¥—É, –∫–æ—Ç–æ—Ä—ã–π —Å–¥–µ–ª–∞–ª DP, —Ç–∞–∫–∂–µ –±—É–¥–µ—Ç –∫–∞–∫ —É –º–µ–Ω—è –∏–ª–∏ –Ω–µ—Ç? –ï—Å–ª–∏ —Ç–∞–∫–∂–µ, —Ç–æ –ø—Ä–∏—á–∏–Ω–∞ –≤ –∫–æ–¥–µ, –µ—Å–ª–∏ –Ω–µ—Ç, —Ç–æ —É –º–µ–Ω—è –∫–æ—Å—è–∫.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–ª 19, 2015 09:48:12 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1546
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3343
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): –ù–æ—á—å—é —Ñ—Ä–µ–∑–∏—Ä–æ–≤–∞–ª? –ù—É –¥—ã–∫! –ù–æ—á—å –Ω–∞—à–µ –≤—Å—ë. Ruzik –ø–∏—Å–∞–ª(–∞): –ú–Ω–µ –∏–Ω—Ç–µ—Ä–µ—Å–Ω–æ, —á—Ç–æ –ø–æ–ª—É—á–∏—Ç—Å—è –ø–æ –∫–æ–¥—É, –∫–æ—Ç–æ—Ä—ã–π —Å–¥–µ–ª–∞–ª DP, —Ç–∞–∫–∂–µ –±—É–¥–µ—Ç –∫–∞–∫ —É –º–µ–Ω—è –∏–ª–∏ –Ω–µ—Ç? –ê —Ä–µ–∑—É–ª—å—Ç–∞—Ç –æ—Ç—Ä–∞–±–æ—Ç–∫–∏ –º–æ–µ–π –£–ü —Ä–∞–∑–≤–µ –Ω–µ –ø–æ–∫–∞–∑–∞–ª –±—ã –≥–¥–µ –∫–æ—Å—è–∫? –ù–æ —Ä–∞–∑ –í—ã-—Ç–∞–∫–∏ —Ö–æ—á–µ—Ç–µ –∑–∞–ø—É—Å—Ç–∏—Ç—å –í–∞—à—É –ø—Ä–æ–≥—Ä–∞–º–º—É, –∏—Ö –µ—Å—Ç—å —É –º–µ–Ω—è.  –ò –≤–æ—Ç –∫–∞–∫ –æ–Ω–∞ —Å—Ä–∞–±–æ—Ç–∞–ª–∞: 1. –ú–æ–∏ –ú–∞—á –∏ —Å—Ç–∞–Ω–æ–∫ –æ—Ç–∫–∞–∑–∞–ª–∏—Å—å –ø–æ–Ω–∏–º–∞—Ç—å –æ–¥–Ω–æ–π —Å—Ç—Ä–æ–∫–æ–π "T03 M06 M03 G43 H1 S10000" - –Ω–µ —Å—Ä–∞–±–æ—Ç–∞–ª–æ –≤–∫–ª—é—á–µ–Ω–∏–µ —à–ø–∏–Ω–¥–µ–ª—è (M03) - –ø–æ—ç—Ç–æ–º—É, –∑–¥–µ—Å—å —Å–≤–µ—Ä–ª–æ —É–ø—ë—Ä–ª–æ—Å—å –≤ –ø–ª–∞—Ç—É –∏ —Å–ª–æ–º–∞–ª–æ—Å—å. –ü—Ä–µ—Ä–≤–∞–ª –≤—ã–ø–æ–ª–Ω–µ–Ω–∏–µ –¥–ª—è –∑–∞–º–µ–Ω—ã —Å–≤–µ—Ä–ª–∞. –ü–æ—Å–ª–µ –Ω–µ–±–æ–ª—å—à–æ–≥–æ –∏–∑–º–µ–Ω–µ–Ω–∏—è –∫–æ–¥–∞ (–Ω–∏–∂–µ) –ø—Ä–æ—Å–≤–µ—Ä–ª–∏–ª–æ—Å—å –Ω–æ—Ä–º–∞–ª—å–Ω–æ. 2. –ö–æ–¥: G1 Z-2.5 - –∑–¥–µ—Å—å —Ñ—Ä–µ–∑–∞ –≤–æ—à–ª–∞ –≤ —É–∂–µ –ø—Ä–æ—Å–≤–µ—Ä–ª–µ–Ω–Ω–æ–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ
X52.725 Y15.875 - –∞ –∑–¥–µ—Å—å —Å–ª–æ–º–∞–ª–∞—Å—å, –ø–æ—Ç–æ–º—É —á—Ç–æ —è –∑–∞–±—ã–ª –≤—ã—Å—Ç–∞–≤–∏—Ç—å –Ω–∞ –ø–æ–ª–∑—É–Ω–∫–µ —Å–∫–æ—Ä–æ—Å—Ç—å 20, –∏ —Ñ—Ä–µ–∑–∞ –ø–æ–≥–Ω–∞–ª–∞ –Ω–∞ –º–∞–∫—Å–∏–º–∞–ª—å–Ω–æ–π —Å–∫–æ—Ä–æ—Å—Ç–∏ –æ—Å–∏ (—á–µ–≥–æ –∏ —Å–ª–µ–¥–æ–≤–∞–ª–æ –æ–∂–∏–¥–∞—Ç—å, –Ω–æ —Ä–∞–∑–≤–µ —ç—Ç–æ –Ω–µ –∫—Ä–∏–≤–æ—Å—Ç—å —Å–æ —Å—Ç–æ—Ä–æ–Ω—ã DipTrace?!) –ü—Ä–∏—à–ª–æ—Å—å –Ω–µ–º–Ω–æ–≥–æ –º–æ–¥–∏—Ñ–∏—Ü–∏—Ä–æ–≤–∞—Ç—å —Ç–≤–æ–π –∫–æ–¥, —á—Ç–æ–±—ã –æ–Ω –∑–∞—Ä–∞–±–æ—Ç–∞–ª: –°–ø–æ–π–ª–µ—ÄT03 M06
M03
G43 H1 S10000
G81 X55.225 Y21.875 Z-2.5 R2.54 F100
X58.675 Y20.125
X55.225 Y15.8745
M05
T03 M06
M03
G43 H1 S10000
G0 X55.225 Y15.875 Z2.54
G1 Z-2.5
X52.725 Y15.875
G0 Z2.54
G0 X58.675 Y17.625 Z2.54
G1 Z-2.5
X58.675 Y20.125
G0 Z2.54
G0 X55.225 Y21.875 Z2.54
G1 Z-2.5
X52.725 Y21.875
G0 Z2.54
G00 Z10.0
M05
M02–ù–æ –∏–∑–º–µ–Ω–µ–Ω–∏—è –Ω–µ –ø—Ä–∏–Ω—Ü–∏–ø–∏–∞–ª—å–Ω—ã–µ - —Ç–æ–ª—å–∫–æ –ª–∏—à—å –ø–µ—Ä–µ–Ω—ë—Å M03 –Ω–∞ –æ—Ç–¥–µ–ª—å–Ω—ã–µ —Å—Ç—Ä–æ–∫–∏ –∏ –¥–æ–±–∞–≤–∏–ª M05 (–≤—ã–∫–ª—é—á–µ–Ω–∏–µ —à–ø–∏–Ω–¥–µ–ª—è - –æ–Ω —É –º–µ–Ω—è —Å—Ç–∞–Ω–∫–æ–º —É–ø—Ä–∞–≤–ª—è–µ—Ç—Å—è). –ò –≤–æ—Ç —á—Ç–æ –Ω–∞—Ä–µ–∑–∞–ª–æ—Å—å (–±–µ–∑ –≤—Å–ø—ã—à–∫–∏ –∏ —Å –Ω–µ–π):   –ö–∞–∫ –≤–∏–¥–∏—à—å, –≥–∞–Ω—Ç–µ–ª–µ–æ–±—Ä–∞–∑–Ω–æ—Å—Ç—å —Ö–æ—Ç—å –∏ –Ω–µ —Ç–∞–∫ —è—Ä–∫–æ –≤—ã—Ä–∞–∂–µ–Ω–∞, –Ω–æ –ø—Ä–∏—Å—É—Ç—Å—Ç–≤—É–µ—Ç. –ò —è —Ç–µ–ø–µ—Ä—å –Ω–∞ 95% —É–≤–µ—Ä–µ–Ω, —á—Ç–æ —ç—Ç–æ –≤—ã–≥–∏–±–∞–µ—Ç —Ñ—Ä–µ–∑—É - –¥–∞–∂–µ –Ω–∞ —Å–∫–æ—Ä–æ—Å—Ç–∏ 20 –º–º.\–º–∏–Ω. –Ω–µ–ª—å–∑—è –µ—é 2.5 –º–º. –∑–∞ –æ–¥–∏–Ω –ø—Ä–æ—Ö–æ–¥ —Å–Ω–∏–º–∞—Ç—å. –î—É–º–∞—é, —á—Ç–æ –º–æ—è –£–ü —É —Ç–µ–±—è —Å—Ä–∞–±–æ—Ç–∞–µ—Ç –ø—Ä–∞–≤–∏–ª—å–Ω–æ - –≤ –Ω–µ–π 2.5 –º–º. —Å–Ω–∏–º–∞–µ—Ç—Å—è –∑–∞ 3 –ø—Ä–æ—Ö–æ–¥–∞. –•–æ—Ç—è –Ω–µ–ª—å–∑—è –∏—Å–∫–ª—é—á–∞—Ç—å, —á—Ç–æ –∏ —ç—Ç–æ —Ñ–∏–≥ –ø–æ–π–º–∏ –∑–∞—á–µ–º –≤—Å—Ç–∞–≤–ª–µ–Ω–Ω–∞—è DP –∫–æ–º–º–∞–Ω–¥–∞ "G43 H1" –∫–∞–∫-—Ç–æ –≤–ª–∏—è–µ—Ç.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–ª 19, 2015 12:11:04 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
smacorp–ó–Ω–∞—á–∏—Ç –ø–æ–ø—Ä–æ–±–æ–≤–∞–ª —Ç–≤–æ–π –∫–æ–¥ –∏ —Å–¥–µ–ª–∞–ª –µ—â–µ 2 —Ç–µ—Å—Ç–∞ –∏–∑ DT..  1. –≠—Ç–æ —Ç–≤–æ–π –∫–æ–¥ –∑–∞ —Ç—Ä–∏ –ø—Ä–æ—Ö–æ–¥–∞.. –°–ø–æ–π–ª–µ—Ä–ö–æ–¥: G21
G90
M06 T01
G00 X3. Y5.
G00 Z3.
M03
G01 Z-0.5 F20
X6.
Z-1.
X3.
Z-1.5
X6.
Z-2.
X3.
Z-2.5
X6.
G00 Z10.0
M05
M02 2. –≠—Ç–æ –∫–æ–¥ –∏–∑ DT –±–µ–∑ "G43 H1" (—Ç—Ä–∏ –ø–∞–∑–∞ 6—Ö1 –º–º) –°–ø–æ–π–ª–µ—Ä–ö–æ–¥: (G code for Mach2/3)
(T01 C1.0)
T01 M06 M03 S10000
G0 X5,08 Y8,93 Z2,54 F20
G1 Z-2
X5,08 Y13,93
G0 Z2,54
G0 X10,16 Y8,93 Z2,54
G1 Z-2
X10,16 Y13,93
G0 Z2,54
G0 X10,12 Y5,08 Z2,54
G1 Z-2
X5,12 Y5,08
G0 Z2,54
G00 Z10.0
M02 3. –¢–æ—Ç –∂–µ –∫–æ–¥ –∏–∑ DT (—Ç—Ä–∏ –ø–∞–∑–∞ 6—Ö1 –º–º), —Ç–æ–ª—å–∫–æ —Å "G43 H1" –°–ø–æ–π–ª–µ—Ä–ö–æ–¥: (G code for Mach2/3)
(T01 C1.0)
T01 M06 M03 G43 H1 S10000
G0 X5,08 Y8,93 Z2,54 F20
G1 Z-2
X5,08 Y13,93
G0 Z2,54
G0 X10,16 Y8,93 Z2,54
G1 Z-2
X10,16 Y13,93
G0 Z2,54
G0 X10,12 Y5,08 Z2,54
G1 Z-2
X5,12 Y5,08
G0 Z2,54
G00 Z10.0
M02 –í –ø–æ—Å–ª–µ–¥–Ω–∏–µ 2 –∫–æ–¥–∞ –¥–æ–±–∞–≤–ª–µ–Ω–∞ —Å–∫–æ—Ä–æ—Å—Ç—å F20. –ë–µ–∑ "G43 H1" –¥–∞–∂–µ —Ö—É–∂–µ –ø–æ –º–µ–æ–µ–º—É. –ù—É–∂–Ω–æ –±—É–¥–µ—Ç —Å–¥–µ–ª–∞—Ç—å —Å–∫–æ—Ä–æ—Å—Ç—å F10 –∏–ª–∏ –¥–µ–ª–∞—Ç—å —Å –∞—Ä—Ç–∫–∞–º–∞ –∑–∞ 2..3 –ø—Ä–æ—Ö–æ–¥–∞.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–ª 19, 2015 12:37:18 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1546
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3343
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): –ø–æ–ø—Ä–æ–±–æ–≤–∞–ª —Ç–≤–æ–π –∫–æ–¥ –∏ —Å–¥–µ–ª–∞–ª –µ—â–µ 2 —Ç–µ—Å—Ç–∞ –∏–∑ DT –Ø –ø—Ä–∞–≤–∏–ª—å–Ω–æ –ø–æ–Ω—è–ª, —á—Ç–æ –º–æ—è –£–ü –≤—Å—ë-—Ç–∞–∫–∏ –∏–º–µ–Ω–Ω–æ —Ä–æ–≤–Ω—ã–π –ø–∞–∑ –≤—ã–≤–µ–ª–∞? –ò–ª–∏ –æ–Ω —Ç–µ–±–µ —Ç–æ–∂–µ —á–µ–º-—Ç–æ –Ω–µ –Ω—Ä–∞–≤–∏—Ç—Å—è? Ruzik –ø–∏—Å–∞–ª(–∞): –∏–ª–∏ –¥–µ–ª–∞—Ç—å —Å –∞—Ä—Ç–∫–∞–º–∞ –∑–∞ 2..3 –ø—Ä–æ—Ö–æ–¥–∞ –Ø —Å–µ–π—á–∞—Å –≤ –ø–æ–¥–æ–±–Ω—ã—Ö –º–µ—Å—Ç–∞—Ö –≤—Ä—É—á–Ω—É—é –¥–æ–ø–∏—Å—ã–≤–∞—é. –ù—É–∂–Ω–æ –Ω–∞–π—Ç–∏ —Ç–æ–ª—å–∫–æ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã –ø—Ä–æ—Å–≤–µ—Ä–ª–µ–Ω–Ω—ã—Ö –æ—Ç–≤–µ—Ä—Å—Ç–∏–π –∏ –¥–æ–ø–∏—Å–∞—Ç—å –Ω–µ—Å–∫–æ–ª—å–∫–æ —Å—Ç—Ä–æ—á–µ–∫, –ø—Ä–æ—Å—á–∏—Ç–∞–≤ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã –∏ –Ω–µ –∑–∞–±—ã–≤ —É—á–µ—Å—Ç—å —Ä–∞–¥–∏—É—Å —Ñ—Ä–µ–∑—ã. –ò–ú–•–û —ç—Ç–æ –±—ã—Å—Ç—Ä–µ–µ, —á–µ–º —Å CAM –∑–∞–º–æ—Ä–∞—á–∏–≤–∞—Ç—å—Å—è.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–ª 19, 2015 12:50:15 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
smacorp–î–∞, —Ç–≤–æ—è –£–ü –ø—Ä–∞–≤–∏–ª—å–Ω–∞—è, –ø–æ—ç—Ç–æ–º—É —Ö–æ—á—É —á–µ—Ä–µ–∑ –∞—Ä—Ç–∫–∞–º –¥–µ–ª–∞—Ç—å –ø–∞–∑—ã, –î–¢ —Ç–∞–∫ –Ω–µ —É–º–µ–µ—Ç. –ß–µ—Ä–µ–∑ –∞—Ä—Ç–∫–∞–º –ø–æ—Ö–æ–∂–µ –Ω–µ –ø–æ–ª—É—á–∏—Ç—Å—è.. –í–æ—Ç dxf –≤ –∞—Ä–∫–∞–º–µ.. 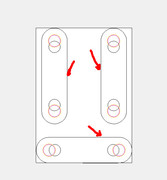 –≠—Ç–æ –æ—Ä–∏–≥–∏–Ω–∞–ª –≤ –î–¢.. 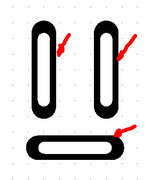 –ù–∞ –æ–±–æ–∏—Ö —Å–∫—Ä–∏–Ω–∞—Ö —Å—Ç—Ä–µ–ª–∫–∞–º–∏ –æ–±–æ–∑–Ω–∞—á–µ–Ω—ã –≤–Ω–µ—à–Ω–∏–µ –∫–æ–Ω—Ç—É—Ä—ã. –í –∞—Ä—Ç–∫–∞–º–º–µ –≤–Ω—É—Ç—Ä–µ–Ω–Ω–µ–≥–æ –∫–æ–Ω—Ç—É—Ä–∞ –Ω–µ—Ç –∏ –£–ü –Ω–µ —Å–æ–∑–¥–∞—à—å.  –í–æ –≤–ª–æ–∂–µ–Ω–∏–∏ —Ñ–∞–π–ª –î–¢.
| –í–ª–æ–∂–µ–Ω–∏—è: |
 –ü—Ä–æ–±–∞.rar [703 –±–∞–π—Ç]
–ü—Ä–æ–±–∞.rar [703 –±–∞–π—Ç]
–°–∫–∞—á–∏–≤–∞–Ω–∏–π: 137
|
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
smacorp
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∏—é–ª 19, 2015 13:05:56 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 61
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1546
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –æ–∫—Ç 22, 2013 04:37:23
–°–æ–æ–±—â–µ–Ω–∏–π: 3343
–û—Ç–∫—É–¥–∞: –ö–∞–∑–∞–Ω—å
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): –í –∞—Ä—Ç–∫–∞–º–º–µ –≤–Ω—É—Ç—Ä–µ–Ω–Ω–µ–≥–æ –∫–æ–Ω—Ç—É—Ä–∞ –Ω–µ—Ç –∏ –£–ü –Ω–µ —Å–æ–∑–¥–∞—à—å –Ø, –∫ —Å–æ–∂–∞–ª–µ–Ω–∏—é, –ø–æ—á—Ç–∏ –Ω–µ –∑–Ω–∞—é ArtCAM - –∑–∞–ø—É—Å–∫–∞–ª –ø–∞—Ä—É —Ä–∞–∑, –ø–æ—Å–º–æ—Ç—Ä–µ–ª –Ω–µ—Å–∫–æ–ª—å–∫–æ —É—Ä–æ–∫–æ–≤, –ø—Ä–∏—à—ë–ª –∫ –≤—ã–≤–æ–¥—É, —á—Ç–æ –æ–Ω –∫–∞–∫–æ–π-—Ç–æ "–¥–µ—Ä–µ–≤—è–Ω–Ω—ã–π" –∏ —Ä—è–¥–æ–º –Ω–µ –≤–∞–ª—è–ª—Å—è —Å –≤–æ–∑–º–æ–∂–Ω–æ—Å—Ç—è–º–∏ SolidWorks –∏ MasterCAM, –∞ –ø–æ—Ç–æ–º—É –∑–∞–±—Ä–æ—Å–∏–ª.
_________________
–ü–ª–∞—Ç—ã –¥–ª—è HLDI - —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ª–∞–∑–µ—Ä–Ω–æ–π –∑–∞—Å–≤–µ—Ç–∫–∏ —Ñ–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç–∞.
–§–æ—Ç–æ—Ä–µ–∑–∏—Å—Ç—ã Ordyl Alpha 350 –∏ AM 140.
–ñ–∏–¥–∫–æ–µ –æ–ª–æ–≤–æ –¥–ª—è –ª—É–∂–µ–Ω–∏—è –ø–ª–∞—Ç (–≤–∏–¥–µ–æ) - —Å–∞–º–æ–µ –ª—É—á—à–µ–µ –∏ —Ç–æ–ª—å–∫–æ —É –º–µ–Ω—è.
–ü–∞—è–ª—å–Ω–∞—è –º–∞—Å–∫–∞ XV501T-4 –∏ KSM-S6189 (5 —Ü–≤–µ—Ç–æ–≤).
–ó–∞–∫–∞–∑ –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç - pcbsmac@gmail.com
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 115 –∏–∑ 174
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 3480 ] |
... , , , , , , ... |
–ö—Ç–æ —Å–µ–π—á–∞—Å –Ω–∞ —Ñ–æ—Ä—É–º–µ |
–°–µ–π—á–∞—Å —ç—Ç–æ—Ç —Ñ–æ—Ä—É–º –ø—Ä–æ—Å–º–∞—Ç—Ä–∏–≤–∞—é—Ç: —Ö–∏—Ç—Ä—ã–π_–∫–æ—Ç –∏ –≥–æ—Å—Ç–∏: 24 |
|
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –Ω–∞—á–∏–Ω–∞—Ç—å —Ç–µ–º—ã
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –æ—Ç–≤–µ—á–∞—Ç—å –Ω–∞ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —É–¥–∞–ª—è—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –¥–æ–±–∞–≤–ª—è—Ç—å –≤–ª–æ–∂–µ–Ω–∏—è
|
|
|