N1X писал(а):Вообще идея интересная... Для толстых норм вообще наверное без проблем... Просто у некоторых тут поясок на переходных 0.4 мм, там уже каждая десятка на счету, но не всем нужна такая точность...
Полностью с Вами согласен по поводу точности, для простых плат требования к точности могут быть не такие строгие.
С другой стороны заготовка ПП имеет достаточную жесткость, чтоб повторяемость расположения заготовки в пространстве была на высоком уровне. Мы же прижимаем заготовку к направляющим с некоторым усилием - "чтоб плотненько так прилегала" )) соотв. и нулевые координаты ПП будут стремиться к нулевым значениям нулевых координат углов. Пардон за каламбур.
Seriyvolk писал(а):Как бы не хотелось отказаться от камеры, сделать это пока я не вижу возможности. Тут либо нужно иметь ЧПУ (которым обладает далеко не каждый здесь), либо просто ровно нарезанный в размер текстолит, что тоже малореально при ручной резке.
Недостаток конструкции, предложенной тов. SuperXL в том, что нулевую точку придётся кадый раз как-то задавать (А как, если камеры нет и стол к положению каретки никак не привязан?). Напомню, что все координаты сбрасываются при снятии питания с установки.
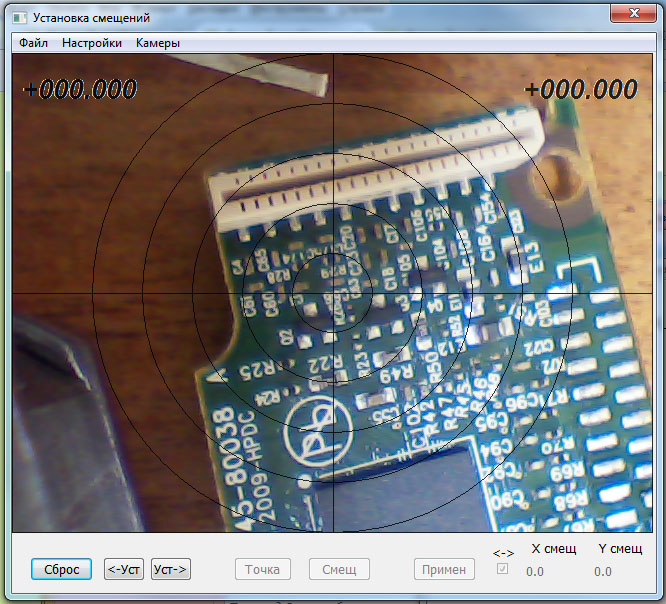
Так что камеру считаю на данный момент единственным и довольно точным инструментом для прицела в реперы.
Я и не предлагаю полностью отказаться от камеры, пока мы не научим конструкцию автоматически само-калиброваться. Уже есть кой какие идеи по поводу этой реализации, чуть ниже напишу.
При технологических полях в 5 мм особо ровно нарезанный текстолит на мой взгляд и не требуется, главное не забыть какая сторона является базовой (см мои пояснения выше постом) и плотно прижать в нужный угол. Нулевую точку сам аппарат будет искать, об этом тоже ниже.
smacorp писал(а):Seriyvolk писал(а):нужно иметь ЧПУ (которым обладает далеко не каждый здесь)
Мне вот сейчас подумалось - а много ли проку в подобной лазерной установке, если ЧПУ нет?
Плата по тонким нормам? Без ЧПУ обойтись сложно.
Или плата обычная, но большая и много сотен отверстий? Без ЧПУ такое сверлить - убиться об стену.
А если и нормы грубые, и отверстий мало - какая необходимость светить именно лазером? На маленькие и грубые платки и с обычными фотошаблонами мороки немного.

Но морока то все таки есть, раз автор конструкции решил замутить ее ))) Как говорится "как корабль назовешь - так он и поплывет" касательно нашей ситуации "как платку изготовишь так она и работать будет" Согласитесь, намного приятнее держать в руках качественную плату с нормальными, а не недо/пере свеченными дорожками, нормальной маской и шелком, а без девайса сколько надо фотошаблонов изготовить, сколько чернил/тонера извести, пленка для печати тоже денег стоит. А тут раз и готово, да еще и качество на высоте.
karabass писал(а):согласен, все координаты на станке относительные, ни одной абсолютной...
я правда, применяю следующую методу для получения псевдо-абсолютного значения по оси каретки принтера.
для этого я руками отодвигаю каретку в левый край до упора. после чего жму сбросить координаты. хочу отметить что это положение по энкодеру с очень хорошей повторяемостью ноля. а на рабочем столе у меня есть отметка 50мм, которая и является рабочим нулем (50 мм задаю в смещение в проге).
таким образом без камеры получается попасть в отверстия 1.2/0.6.
Вот, а теперь, как и обещал идея (мысль) о том как научить установку само-юстироваться - калиброваться.
Что имеем: 2 несвязанные между собой оси, но живут они в одной установке и общем корпусе, в результате получаем конструкцию с относительными координатами.
Задача: получить из отн. координат абсолютные.
Решение (идея/мысль) :
1. ось Y то есть стол движется вперед-назад и имеет конечные (крайние точки), нужно сообщить программе, что при определенном положении стола, он достиг нулевой коодинаты. тут возникает проблема расположения датчика нулевой координаты четко в нуле. НО ! этого и не требуется, ведь если расположить датчик координаты на некотором расстоянии от края (нуля) то потом в программе можно задать смещение, на которое надо двинуть стол, чтоб он установился в ноль. Алгоритм поиска: Сделали шаг, посмотрели есть сигнал с датчика, если нет то двигаем еще на один шаг итд. в качестве датчика координаты может служить щелевая оптопара которая срабатывает на перекрытие луча шторкой (из того же принтера-донора можно позаимствовать, ну или купить, вроде недорогие они). шторка должна быть достаточно широкой (длинной в нашем случае) чтоб исключить ситуацию, когда стол находится между реальным нулем и датчиком коорд. Двигая стол к реальному нулю по смещению заданному в программе обязательно следить, чтоб оптопара всегда давала сигнал о том, что шторка перекрывает оптопару. Если в момент включения (начала калибровки) шторка уже перекрывает оптопару, то двигаем стол от позиции нуля, до тех пор пока шторка не выйдет из оптопары, ну а затем двигаем обратно к нулю, следя за шторкой конечно же. в случае если шторка так и не вышла из оптопары за достаочное для этого действа шагов, кричим что "Ахтунг-Алярм ошибка оси Y - синий экран смерти )))"
В результате получили ноль по Y, я дольше писАл, чем это будет в реале.
2. ось X свободно перемещается вправо-влево и получить начальное положение (координату) не так просто. Давайте посмотрим на то, как это делает все тот же принтер-донор когда башка неизвестно где.
принтер начинает маленькими шагами перемещаться влево или в право, затем когда он достигнет крайней точки башка паркуется и принтер переходит в состояние готовности.
Как нам получить нечто подобное? У нас есть лента энкодера, она относительно жестко сидит на раме и привязана к оптическому энкодеру. При перемещении каретки с энкодера идут сигналы в контроллер, в контроллере есть счетчик импульсов, который считая импульсы увеличивает или уменьшает относительную координату. Алгоритм поиска нуля такой: на самом минимально допустимом напряжении на моторе двигаем каретку к краю и как только престанут поступать импульсы с энкодера (да нужен таймер на отсутствие импульсов) останавливаемся, начинаем движение в обратную сторону, и как только придет первый импульс с энкодера обнуляем координату X. Для того чтобы получить отсутствие импульсов с энкодера во время движения каретки, нужно сотворить своеобразную шторку на ленте энкодера, как вариант, можно маркером закрасить часть рисок (совсем чуть чуть) как бы слепив их в 1 широкую. Эта шторка не будет влиять на работу системы, т.к. она будет находится в зоне торможения, а может и дальше ее (по отношению к рабочей зоне).
Все абсолютные координаты у нас есть, сообщаем о готовности, переходим в режим ожидания. Ну а дальше, гербер, плата в угол, галка и понеслось ! )
Прошу прощения за "многабукав" но, если в данном случае стать сестрой таланта, то думаю будет непонятно )
Готов выслушать Ваши отзывы.