из диптрейса вывалил гербер - нужно его распечатать или заимпортить в вектор (pdf & etc) для корла. желательно бесплатная. DXF в корел импортируется коряво.
p.s. сделал через печать в pdf-printer. вопрос снят.
update.. сегодня делал реальную платку и диптрейса. вылил G-код сверловки, подправил малость ( подачу, глубину сверловки). просверлился.
я долго ругал файл сверловки спринт лаяута за странную логику обхода отверстий. но диптрейс меня поразил еще больше своей "логикой обхода" - трэш и угар..
Опять я со своим принтером)) Всю ночь настраивал и разбирался с прошивкой. В итоге вроде работает, по крайней мере вхолостую. Пластиком попробую вечером, да и то не знаю, потянет ли БП стол. БП у меня 10 А. Ну это ладно. Вот что хочу узнать: в репитере настраивается скорость перемещения по X Y и отдельно по Z. Выставил 6000 и 100 мм/мин соответственно. Однако данных скоростей по XY я не увидел, особенно при печати заливки. Выходит, что они где-то еще ограничиваются, вот только где?
Вот что хочу узнать: в репитере настраивается скорость перемещения по X Y и отдельно по Z. Выставил 6000 и 100 мм/мин соответственно. Однако данных скоростей по XY я не увидел, особенно при печати заливки. Выходит, что они где-то еще ограничиваются, вот только где?
Возможно, у тебя железо уже не справляется (частоты не хватает). Попробуй микрошаг уменьшить у драйверов ШД.
Все там справляется. Холостые перемещения нормальные, хотя и не 6000 все равно. Сижу пока, курю робофорум. По ходу эти дела еще и в слайсере настраиваются. Он же G-код генерит.
Карма: 38
Рейтинг сообщений: 618
Зарегистрирован: Пн апр 06, 2015 11:01:53 Сообщений: 3092 Откуда: москва, уфа
Рейтинг сообщения:0
он ориентируется главным образом на максимальную скорость подачи экструдера. Она сильно меньше 6000. Вообще, куда блин столько, на практике примерный потолок 1000. Руками попробуйте подать ему перемещение по координатам со скоростью - типа G0 X150 Y150 F6000, посмотрите что выйдет. Если будет все еще медленно - есть еще ограничение на ускорение, может стоит слишком маленькое и просто не успевает разогнаться до скорости. ну и да, смотрите слайсер. Первые слои печатается всегда сильно медленнее.
Первые два слоя всегда медленно идут, их и надо медленно делать дабы прилипло к столу и не ползло за экструдером. В программе настраивается скорость первых слоев и потом последующих. Еще можете в последнем реппитере Куру слайсер попробовать он малость попроше. На мой взгляд в нем заливки для мелких деталей хороши, а вот поддержки не очень. Сам экструдер еще настраивать надо будет. И судя по его конструкции сбоку вентилятор городить дабы пробки не было. Сначала делаете колибровку по протягиванию прутка потом уже при печати подбираете температуру, оная сильно от пластика зависит точнее от его цвета. Вот как пример у меня синий на 240 отлично печатает, а вот красный отлично только на 260. Еще в прошивке есть ускорение по осям, но с ним "играть" надо если поставить слишком много то при старте движки в "рывок" уходят просто стоят и как бы рыкают.
6000 эт вы маханули от души
Про БП у сеня сейчас стоит 12V 33А на все. Так вот когда столик прогревается на нем (БП) включается аварийный выхлоп (кулер) потом уже нормально. Столик порядочно кушает.
Ну это я уж, чтоб наверняка. Ставил 1000, 1500, никакой разницы. Ну, думаю, щас 6000 поставлю, движки даже тронуться не смогут... Ан-нет, им вообще пофигу на эту настройку. И температура хот-энда тоже для чего выставляется в репитере? Он при печати все равно сначала греет до 200, хотя я поставил ему 90, чтоб долго не ждать.
Sailanser писал(а):
Сам экструдер еще настраивать надо будет. И судя по его конструкции сбоку вентилятор городить дабы пробки не было.
Вентилятор там и так будет,а насчет сбоку - не понял. На видео-то экструдер вообще вверх ногами воткнут, чтоб не мешался. А что за пробка? я думал, вентилятор - чтоб деталь охлаждать.
И температура хот-энда тоже для чего выставляется в репитере? Он при печати все равно сначала греет до 200, хотя я поставил ему 90, чтоб долго не ждать.
Ну для начала дабы не фигануть пруток в холодный хот энд В прошивке только ставиться не выше/ниже а уже сама температура в программе, пластики то разные по своей сути и на одной температуре обычно не работают. По хот энду там еще надо PID калибровку провести, тогда и температура ставиться более корректно.
Muzykant писал(а):
А что за пробка? я думал, вентилятор - чтоб деталь охлаждать.
Пробка она и в африке пробка а если к хот энду, то пластик должен плавиться только в рабочей зоне, т.е район сопла, по мере прогрева хотэнда вверх пруток начинает плавиться и там в итоге получаем расплав на большой высоте в итоге и получаем пробку из расплава, которую пруток уже не может протолкнуть в сопло, последствия сего обычно два сначла прекращается подача пластика из сопла, потом он либо прет по всем щелям, либо подающим болтом его перепиливает. Поэтому хот энды и делают из разных по теплопроводимости материалов. У вас если не ошибаюсь он цельный с ребрами охлаждения в верхней части. Вот на эти ребра желательно кулер и пристроить для дополнительного охлаждения оных.
Но эт уже конечно вам самому надо будет смотреть, просто у вас все пляски по настройке еще впереди
sa-ta Из таких программ, как Sprint Layout оптимальней брать гербер, его конвертировать в тот самый "корявый" dxf, его уже пересохранять в какой-либо программе, умеющей правильно и корректно работать с этим форматом. Ну и далее г-код уже делать, ручками выбирая последовательность отверстий для сверления. Или у вас проблема в другом?
я не понимаю, такого странно-сложного порождения сущностей (использования множества разный программ).
Приходится пользоваться комплектом софта, ибо одна программа может это, другая этого не может, но зато может что-то другое.вы же сами в этом прекрасно убедились. К тому же у некоторых, например у меня "странная любовь" к программе от Абакома и бросать ее ради какой-то другой кажется каким-то предательством по отношению к ней... Про правку ручками я имел ввиду выделение отверстий на плате в "небестолковой" последовательности, а чтобы сверло сверлило их в той очереди, какая нам нужна. Векторный файл это позволяет сделать.
Это точно. Я уже выкинуть его хочу, нервов не хватает))) Вчера чуть поковырялся и как-то неожиданно кубик напечатался. Сегодня вообще ничего не получается. Печатает, печатает, вдруг раз и пруток гнется, как будто хотэнд засорился. Ставлю на паузу, вытаскиваю пруток, обламываю кривую часть, снова вставляю, ручным управлением давлю - все идет. начинает печатать, пару слоев и опять то же самое. Какая должна быть начальная температура? У меня 265 щас, мало? Столик выше 90 не греется, но я печатаю на пленке для струйных принтеров (неожиданно нашел применение старым шаблонам для фоторезиста) Адгезия отличная.
Вчера чуть поковырялся и как-то неожиданно кубик напечатался. Сегодня вообще ничего не получается.
А вы подачу пластика в хотэнд калибровали? Например даете команду протянуть 10 мм и он протягивает именно 10 мм не больше не меньше.
Еще это смахивает на что у вас пластик не плавится. Его температура плавления зависит от цвета оного, там то разный наполнитель. Тут порекомендовал бы следующее, отрезаете кусок, разогреваете хотэнд примерно до 240 гр и проталкиваете рукой, смотрите выход, если идет херово увеличиваете температуру скажем на 5 гр, повторяете, если надо то еще на 5 гр и так далее, пока пластик рукой свободно давиться не начнет. Макимум по моему можно до 270 гр иначе пластик пырхать начнет.
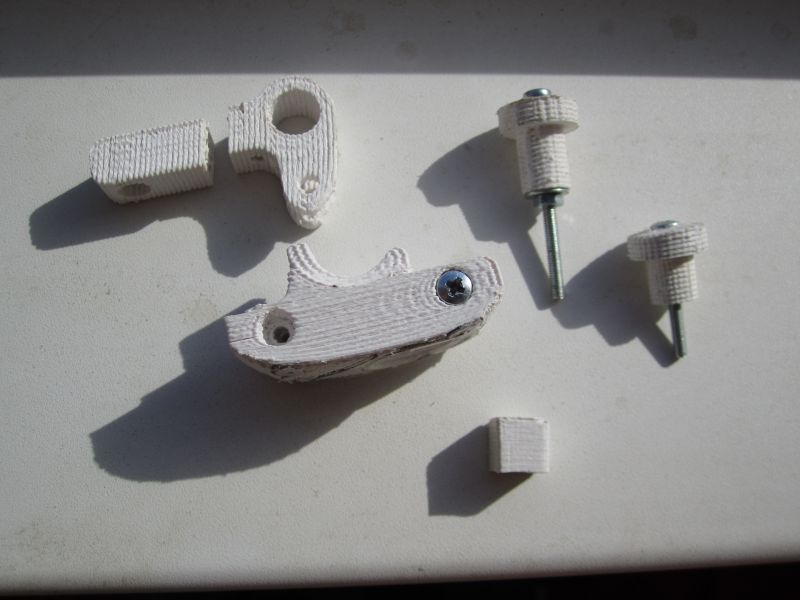
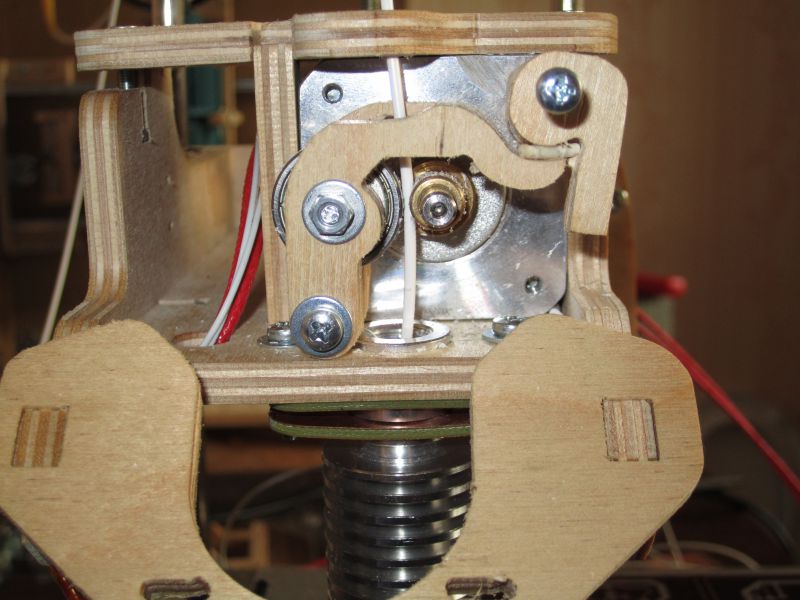
Фотку узла подачи экструдера и хотэнда приложете?
з.ы
Еще можете сразу первую катушку списывать 100% уйдет на настройки и пробы.
Конечно калибровал, с этим проблем не было. Мне кажется, может я наоборот, перегреваю? Пластик рукой легко толкается, но охлаждение радиатора экструдера я пока не сделал, нет вентилятора такого... Может у кого-нить есть stl-ка вентилятора? Попробую напечатать....
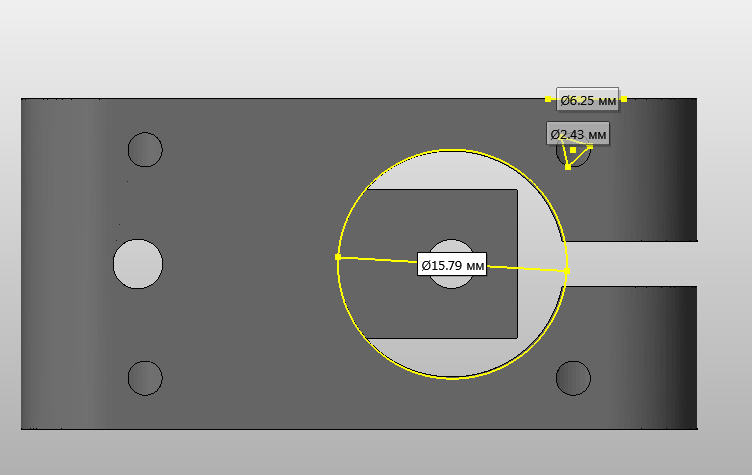
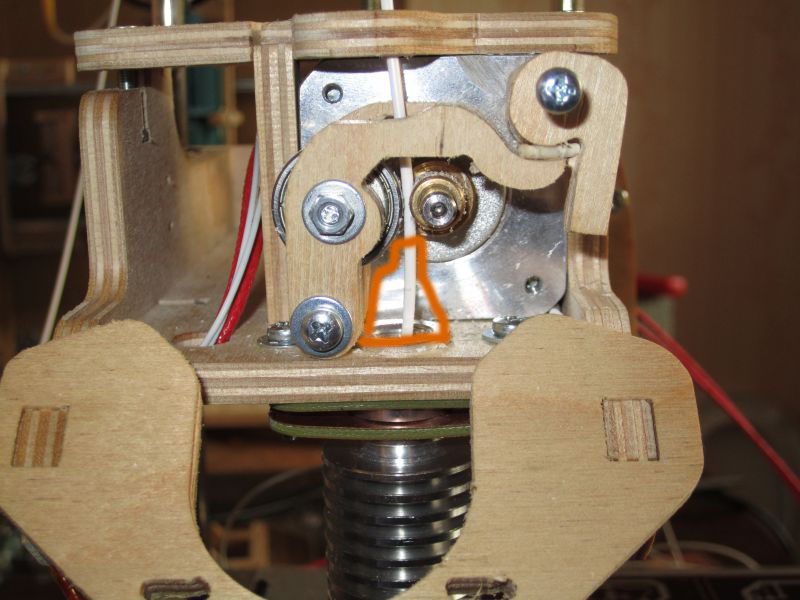
Конечно, только, чур, сильно не пинать))) На этапе сборки выявилась несоосность направляющих прутка и зубчатой шестеренки. Плюс слишком большая длина прутка находится в "свободном полете". Из-за этих двух факторов пруток и начинает гнуться под давлением. Если вовремя это заметить и поправить его пинцетом, все нормально идет дальше. Собираюсь нарисовать нечто вроде вот этого: Да вот 3D автокад меня бесит, а компасом последний раз года 2 назад что-то чертил, надо вспоминать...
Тут вариантов не много то что STL видит. У меня к примеру Solid видит, но в STL править это блин еще можете в netfabb открыть и померить. Она кстати и кривые модели лечит.
Спасибо, я это выяснил вчера опытным путем))))) Начну с хорошего: вентилятор помог! Белым пластиком печатает нормально. Мутно-белым не получается, другие цвета пока не пробовал. Теперь о не очень. Вот фото: Я так и не понял, почему такие большие полосы. То ли большая высота слоя, то ли подача маленькая... Там справа есть кубик, который я распечатал самым первым, у него все нормально. Вот он крупным планом: Больше такие кубики у меня не получаются(((( В слайсере менял высоту слоя, но тут что-то странное происходит: стояла высота 0,3, в результате генерации пишет - 51 слой. Поставил 0.15, запускаю слайсинг - в итоге снова 51 слой... Где еще этот параметр настраивается???
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 12
Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения Вы не можете добавлять вложения
















 еще можете в netfabb открыть и померить. Она кстати и кривые модели лечит.
еще можете в netfabb открыть и померить. Она кстати и кривые модели лечит.