|
–§–æ—Ä—É–º –Ý–∞–¥–∏–æ–ö–æ—Ç • –ü—Ä–æ—Å–º–æ—Ç—Ä —Ç–µ–º—ã - –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£
–°–æ–æ–±—â–µ–Ω–∏—è –±–µ–∑ –æ—Ç–≤–µ—Ç–æ–≤ | –ê–∫—Ç–∏–≤–Ω—ã–µ —Ç–µ–º—ã
 
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 44 –∏–∑ 174
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 3480 ] |
... , , , , , , ... |
| –ê–≤—Ç–æ—Ä |
–°–æ–æ–±—â–µ–Ω–∏–µ |
mial

|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£  –î–æ–±–∞–≤–ª–µ–Ω–æ: –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —è–Ω–≤ 07, 2014 23:50:05 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 95
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2207
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3254
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 2
–ú–µ–¥–∞–ª–∏: 1
")
|
Ruzik–í –ú–∞—á—å –¥–∏–ø–¢—Ä–µ–π—Å –º–æ–∂–µ—Ç —Å–ª–∏—Ç—å –≥–æ—Ç–æ–≤—É—é –£–ü —Å–≤–µ—Ä–ª–æ–≤–∫–∏. –Ø –ø–æ–∫–∞ –ø–ª–∞–Ω–µ—Ç —Å–Ω—Å –Ω–µ –±—ã–ª–æ —Ç–∞–∫ –∏ –¥–µ–ª–∞–ª. –ö–æ–Ω—Ç—É—Ä –ø–ª–∞—Ç—ã –æ–±—ã—á–Ω–æ –¥–µ–ª–∞—é –≤ –ê–ª—å—Ñ–∞ –∫–∞–º–µ. –ù–æ –±–µ–∑ –ø—Ä–æ–±–ª–µ–º –º–æ–∂–Ω–æ —Å–¥–µ–ª–∞—Ç—å –≤ –ª—é–±–æ–π –°–ê–ú —Å–∏—Å—Ç–µ–º–µ. –ù–æ —Ç–∞–∫ –∫–∞–∫ –Ω–µ –≤—Å–µ –°–ê–ú –ø–æ–Ω–∏–º–∞—é—Ç –≥–µ—Ä–±–µ—Ä, —Ç–æ –ø—Ä–æ—â–µ –ø—Ä–∏ —ç–∫—Å–ø–æ—Ä—Ç–µ –∫–æ–Ω—Ç—É—Ä–∞ –¥–µ–ª–∞—Ç—å —ç—Ç–æ –≤ dxf. –î–∏–ø –ø–æ–∑–≤–æ–ª—è–µ—Ç —Ç–∞–∫ —Å–¥–µ–ª–∞—Ç—å. –•–æ—Ç—è –∫—Ç–æ –∫–∞–∫ –ø—Ä–∏–≤—ã–∫. –ù–∞ –¥–∞–Ω–Ω—ã–π –º–æ–º–µ–Ω—Ç –∏—Å–ø–æ–ª—å–∑—É—è –ø–ª–∞–Ω–µ—Ç —Å–Ω—Å —è –∏–º–µ—è —Ñ–∞–π–ª exellent —Å –¥–∞–Ω–Ω—ã–º–∏ —Å–≤–µ—Ä–ª–æ–≤–∫–∏ –º–æ–≥—É —Å–≤–µ—Ä–ª–∏—Ç—å –ø–ª–∞—Ç—É –±–µ–∑ –≤—Å—è–∫–∏—Ö –∫–æ–Ω–≤–µ—Ä—Ç–µ—Ä–æ–≤. –ù–∞–ø—Ä—è–º—É—é –∏–º–ø–æ—Ä—Ç–∏—Ä—É—è –µ–≥–æ –≤ –ø–ª–∞–Ω–µ—Ç. –° –∫–æ–Ω—Ç—É—Ä–æ–º –∫–∞–∫ –∏ –ø–∏—Å–∞–ª —á–µ—Ä–µ–∑ dxf –∏ –∞–ª—å—Ñ–∞–∫–∞–º. –° –æ–≤–∞–ª—å–Ω—ã–º–∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è–º–∏ –Ω–µ—Å–∫–æ–ª—å–∫–æ —Å–ª–æ–∂–Ω–µ–µ. –ò–∑ –¥–∏–ø–∞ –ø—Ä–∏ —Å–æ–∑–¥–∞–Ω–∏–∏ –£–ü –¥–ª—è –º–∞—á–∞ –≤ –∫–æ–Ω—Ü–µ —Ñ–∞–π–ª–∞ –æ–Ω –≤—Å—Ç–∞–≤–ª—è–µ—Ç –ø—Ä–æ—Ö–æ–¥—ã —Ñ—Ä–µ–∑—ã –¥–ª—è –æ–≤–∞–ª—å–Ω—ã—Ö –æ—Ç–≤–µ—Ä—Å—Ç–∏–π. –¢–∏–ø–∞ –≤–æ—Ç —Ç–∞–∫. –°–ø–æ–π–ª–µ—Ä–ö–æ–¥: T05 M06 M03 G43 H1 S24000
G0 X99,4 Y37,2 Z2,54
G1 Z-2
X97,8 Y37,2
G0 Z2,54
G0 X99,4 Y26,2 Z2,54
G1 Z-2
X97,8 Y26,2
G0 Z2,54
G00 Z10.0
M02
—Ç—É—Ç 2 –æ–≤–∞–ª—å–Ω—ã—Ö –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –¥–ª—è –∫—Ä–µ–ø–µ–∂–∞ —ç–Ω–∫–æ–¥–µ—Ä–∞. –ü–æ–¥—Ä–∞–∑—É–º–µ–≤–∞–µ—Ç—Å—è —á—Ç–æ –¥–∏–∞–º–µ—Ç—Ä —Ñ—Ä–µ–∑—ã —Ä–∞–≤–µ–Ω —à–∏—Ä–∏–Ω–µ –ø—Ä–æ–ø–∏–ª–∞. —Ç—É—Ç –ø—Ä–∞–¥–∞ —Å—Ç–∞–ª–∫–∏–≤–∞–µ—à—å—Å—è —Å —Ç–∞–∫–∏–º –Ω–µ–ø—Ä–∏—è—Ç–Ω—ã–º –º–æ–º–µ–Ω—Ç–æ–º. –ï—Å–ª–∏ —Ñ—Ä–µ–∑–∞ —Ç–∏–ø–∞ –∫—É–∫—É—Ä—É–∑–∞, —Ç–æ –ø—Ä–∏ –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω–æ–º –∑–∞–≥–ª—É–±–ª–µ–Ω–∏–∏ –µ–µ —É–≤–æ–¥–∏—Ç –Ω–µ–º–Ω–æ–≥–æ –≤ —Å—Ç–æ—Ä–æ–Ω—É. –ü–æ—ç—Ç–æ–º—É —è –≤ –ø–æ—Å–ª–µ–¥–Ω–µ–µ –≤—Ä–µ–º—è –¥–µ–ª–∞—é –≤—Å–µ –≤ —Ä—É—á–Ω—É—é –í –ø—Ä–æ–µ–∫—Ç–µ –≤ —Å–∞–º–æ–º –Ω–∞—á–∞–ª–µ –ø—Ä–æ–ø–∏–ª–∞ —Å—Ç–∞–≤–ª—é –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ –¥–∏–º–µ—Ç—Ä–æ–º –≤ —à–∏—Ä–∏–Ω—É –ø—Ä–æ–ø–∏–ª–∞. –í –£–ü –¥–æ–±–∞–≤–ª—è—é —Å—Ç—Ä–æ–∫–∏ —Ç–∞–∫ —á—Ç–æ –±—ã —Ñ—Ä–µ–∑–∞ –∑–∞—Ö–æ–¥–∏–ª–∞ –≤ –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ, —Ç–æ–≥–¥–∞ –ø—Ä–æ–ø–∏–ª –ø–æ–ª—É—á–∞–µ—Ç—Å—è –∫—Ä–∞—Å–∏–≤—ã–º –∏ —Ä–æ–≤–Ω—ã–º. –°—Ç—Ä–æ–∫–∏ –Ω–µ —Å–ª–æ–∂–Ω–æ –¥–æ–±–∞–≤–∏—Ç—å –¥–∞–∂–µ –≤ —Ä—É—á–Ω—É—é –µ—Å–ª–∏ –∑–Ω–∞–µ—à—å –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã, –∫–æ–∏ –º–æ–∂–Ω–æ –ø–æ—Å–º–æ—Ç—Ä–µ—Ç—å –≤ —Å–∞–º–æ–º –¥–∏–ø–µ. –ù—É –∏ G –∫–æ–¥—ã –æ—Å–Ω–æ–≤–Ω—ã–µ –Ω–∞–¥–æ –∑–Ω–∞—Ç—å –∫–æ–Ω–µ—á–Ω–æ.
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
 |
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 00:10:34 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
mial
–î—É–º–∞—é –æ–≤–∞–ª—å–Ω—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è, –∫–∞–∫–∏–µ —Ç–æ –≤—ã—Ä–µ–∑—ã –∏ —Ç–ø, —ç–∫—Å–ø–æ—Ä—Ç dxf –≤ ArtCam, —Ç–∞–º –¥–µ–ª–∞—Ç—å –£–ü –¥–ª—è —ç—Ç–æ–≥–æ –¥–µ–ª–∞. –í—Å–µ –æ—Å—Ç–∞–ª—å–Ω–æ–µ —á–µ—Ä–µ–∑ CopperCam.
–ù–∞—á–Ω—É —Ç–∞–∫, –ø–æ—Ç–æ–º —É–∂–µ –ø–æ —Ö–æ–¥—É –¥–µ–ª–∞ —Ä–∞–∑–±–µ—Ä—É—Å—å.
–ü–æ –ø–æ–≤–æ–¥—É —Å–∫–æ—Ä–æ—Å—Ç–∏ –æ—Å–∏ Z, —Ö–æ—Ç—å –ø—Ä–∏–º–µ—Ä–Ω—ã–µ –¥–ª—è —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç–∞ –ø—Ä–∏ —Å–∫–æ—Ä–æ—Å—Ç–∏ 8000 –æ–±/–º–∏–Ω –∫—Ç–æ –Ω–∏–±—É–¥—å –ø–æ–¥—Å–∫–∞–∂–µ—Ç?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 00:19:42 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 95
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2207
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3254
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 1
|
Ruzik –ø–∏—Å–∞–ª(–∞): –ü–æ –ø–æ–≤–æ–¥—É —Å–∫–æ—Ä–æ—Å—Ç–∏ –æ—Å–∏ Z, —Ö–æ—Ç—å –ø—Ä–∏–º–µ—Ä–Ω—ã–µ –¥–ª—è —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç–∞ –ø—Ä–∏ —Å–∫–æ—Ä–æ—Å—Ç–∏ 8000 –æ–±/–º–∏–Ω –∫—Ç–æ –Ω–∏–±—É–¥—å –ø–æ–¥—Å–∫–∞–∂–µ—Ç? –ù–∞ 24000 —è —Å–≤–µ—Ä–ª—é 600 –º–º. –≤ –º–∏–Ω. –¢–µ–±–µ –∑–Ω–∞—á–∏—Ç 150-200 –º–º. –≤ –º–∏–Ω. –ú–æ–∂–µ—Ç –∏ –Ω–µ –ø—Ä–∞–≤, —Ö–æ—Ç–µ–ª–æ—Å—å –±—ã —Ç–æ–∂–µ —É—Å–ª—ã—à–∞—Ç—å –∫—Ç–æ –∫–∞–∫ —Å–≤–µ—Ä–ª–∏—Ç –ø–æ –ø–æ–¥–∞—á–µ.
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
NickSmith
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 01:19:49 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
 |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Å –º–∞—Ä 07, 2010 00:03:40
–°–æ–æ–±—â–µ–Ω–∏–π: 87
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): mial
–î—É–º–∞—é –æ–≤–∞–ª—å–Ω—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è, –∫–∞–∫–∏–µ —Ç–æ –≤—ã—Ä–µ–∑—ã –∏ —Ç–ø, —ç–∫—Å–ø–æ—Ä—Ç dxf –≤ ArtCam, —Ç–∞–º –¥–µ–ª–∞—Ç—å –£–ü –¥–ª—è —ç—Ç–æ–≥–æ –¥–µ–ª–∞. –í—Å–µ –æ—Å—Ç–∞–ª—å–Ω–æ–µ —á–µ—Ä–µ–∑ CopperCam.
–ù–∞—á–Ω—É —Ç–∞–∫, –ø–æ—Ç–æ–º —É–∂–µ –ø–æ —Ö–æ–¥—É –¥–µ–ª–∞ —Ä–∞–∑–±–µ—Ä—É—Å—å.
–ü–æ –ø–æ–≤–æ–¥—É —Å–∫–æ—Ä–æ—Å—Ç–∏ –æ—Å–∏ Z, —Ö–æ—Ç—å –ø—Ä–∏–º–µ—Ä–Ω—ã–µ –¥–ª—è —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç–∞ –ø—Ä–∏ —Å–∫–æ—Ä–æ—Å—Ç–∏ 8000 –æ–±/–º–∏–Ω –∫—Ç–æ –Ω–∏–±—É–¥—å –ø–æ–¥—Å–∫–∞–∂–µ—Ç? –Ø –Ω–∞–º—É—á–∏–ª—Å—è —Å —ç—Ç–∏–º –¥—É—Ä–∞—Ü–∫–∏–º Coppercam –æ–º –ì–ª—é—á–Ω—ã–π –∏ –∫—Ä–∏–≤–æ–π. –ò–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–æ–≤ –º–æ–∂–Ω–æ –≤–±–∏—Ç—å —Ç–æ–ª—å–∫–æ 50. –ß—É—Ç—å —á—Ç–æ –Ω–µ —Ç–∞–∫, –æ–Ω –Ω–∞—á–∏–Ω–∞–µ—Ç —Ç–µ–±–µ —Ç–∞–∫–æ–µ –≥–æ—Ä–æ–¥–∏—Ç—å. –ü–æ—Å–ª–µ –¥–æ–ª–≥–∏—Ö –ø–æ–∏—Å–∫–æ–≤ –æ—Å—Ç–∞–Ω–æ–≤–∏–ª—Å—è –Ω–∞ SheetCam TNG. –ö –Ω–µ–º—É –µ—Å—Ç—å —Ä—É—Å—Å–∫–æ–≥–æ–≤–æ—Ä—è—â–∏–π –º–∞–Ω—É–ª, –ø–æ –∫–æ—Ç–æ—Ä–æ–º—É –∑–∞ –ø–∞—Ä—É —á–∞—Å–æ–≤ —è –µ–≥–æ –æ—Å–≤–æ–∏–ª. –í –Ω–µ–π –º–æ–∂–Ω–æ —Å—Ä–∞–∑—É –∏ —Å–≤–µ—Ä–ª–æ–≤–∫—É –∏ –æ–±—Ä–µ–∑–∫—É —Å–¥–µ–ª–∞—Ç—å. –ü–æ–Ω–∏–º–∞–µ—Ç –∏ NC drill –∏ DXF. –í—Å–µ –º–æ–∂–Ω–æ —Å–¥–µ–ª–∞—Ç—å –¥–æ—Å—Ç–∞—Ç–æ—á–Ω–æ –ª–µ–≥–∫–æ –∏ –ø—Ä–æ—Å—Ç–æ. –ö–æ–Ω–µ—á–Ω–æ –∏ —É –Ω–µ–µ –µ—Å—Ç—å —Å–≤–æ–∏ —Å—Ç—Ä–∞–Ω–Ω–æ—Å—Ç–∏. –ù–∞–ø—Ä–∏–º–µ—Ä –æ–Ω–∞ –∑–∞—á–µ–º —Ç–æ –ø–æ—Å–ª–µ —Å–º–µ–Ω—ã –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ –≤–æ–∑–≤—Ä–∞—â–∞–µ—Ç—Å—è –∫ –ø—Ä–µ–¥—ã–¥—É—â–µ–º—É –æ—Ç–≤–µ—Ä—Å—Ç–∏—é, –±–ª–∞–≥–æ–¥–∞—Ä—è —á–µ–º—É —Å–ª–æ–º–∞–ª –Ω–µ—Å–∫–æ–ª—å–∫–æ —Å–≤–µ—Ä–µ–ª. –ù–æ —Ç–µ–ø–µ—Ä—å –∑–Ω–∞—è —ç—Ç–æ –ø—Ä–æ—Å—Ç–æ –ø–æ–¥–ø—Ä–∞–≤–ª—è—é –∫–æ–¥ –∏ —Ä–∞–¥—É—é—Å—å –∂–∏–∑–Ω–∏:-)
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
bobych
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 07:55:11 |
|
| –û—Ç–∫—Ä—ã–ª –≥–ª–∞–∑–∞ |
 |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Å –º–∞–π 01, 2011 17:41:33
–°–æ–æ–±—â–µ–Ω–∏–π: 67
–û—Ç–∫—É–¥–∞: –ö–∏–µ–≤ –ë–æ—è—Ä–∫–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ù–µ –±–æ–ª–µ–µ 0,02 –º–º –Ω–∞ –æ–±–æ—Ä–æ—Ç.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 10:25:35 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
bobych–î–ª—è —Å–≤–µ—Ä–ª–∞ –¥–∏–∞–º–µ—Ç—Ä–æ–º 0,3 –º–º. –ø–æ–ª—É—á–∞–µ—Ç—Å—è 8000*0,02 = 160 –º–º/–º–∏–Ω. –ê –¥–ª—è —Å–≤–µ—Ä–ª–∞ –¥–∏–∞–º–µ—Ç—Ä–æ–º 3 –º–º, —Ç–æ–∂–µ 160 –º–º/–º–∏–Ω —Å—Ç–∞–≤–∏—Ç—å –∏–ª–∏ –≤—Å–µ —Ç–∞–∫–∏ –º–µ–Ω—å—à–µ? –ê –µ—Å–ª–∏ —Å–≤–µ—Ä–ª–æ –Ω–∞ 10 –º–º? –¢—É—Ç —Å–º—ã—Å–ª –≤ —á–µ–º, —Å–∫–æ—Ä–æ—Å—Ç—å —Ä–µ–∑–∞–Ω–∏—è —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç–∞ –∫–∞–∫–∞—è —É –Ω–∞—Å? –ù–∞–ø—Ä–∏–º–µ—Ä: –°–≤–µ—Ä–ª–æ 0,3 –º–º, –¥–ª–∏–Ω–∞ –æ–∫—Ä—É–∂–Ω–æ—Å—Ç–∏ 0,3*3,14 = 0,9 –º–º. –¢–∞–∫ –∫–∞–∫ —É —Å–≤–µ—Ä–ª–∞ 2 —Ä–µ–∂—É—â–∏—Ö –∫—Ä–æ–º–∫–∏, —Ç–æ 0,9/2 = 0,45 –º–º —Ä–µ–∑–∞ –∑–∞ –æ–±–æ—Ä–æ—Ç. –°–≤–µ—Ä–ª–æ 2 –º–º, –¥–ª–∏–Ω–∞ –æ–∫—Ä—É–∂–Ω–æ—Å—Ç–∏ 2*3,14 = 6,3 –º–º. –¢–∞–∫ –∫–∞–∫ —É —Å–≤–µ—Ä–ª–∞ 2 —Ä–µ–∂—É—â–∏—Ö –∫—Ä–æ–º–∫–∏, —Ç–æ 6,3/2 = 3,2 –º–º —Ä–µ–∑–∞ –∑–∞ –æ–±–æ—Ä–æ—Ç. –ï—Å—Ç–µ—Å—Ç–≤–µ–Ω–Ω–æ –ø–æ–¥–∞—á–∞ –ø–æ –æ—Å–∏ Z –¥–æ–ª–∂–Ω–∞ –±—ã—Ç—å —Ä–∞–∑–Ω–∞—è –≤ –æ–±–æ–∏—Ö —Å–ª—É—á–∞—è—Ö –∏–ª–∏ —è —á–µ–≥–æ —Ç–æ –Ω–µ –ø–æ–Ω—è–ª?  –ü–æ–ª—É—á–∞–µ—Ç—Å—è, —á—Ç–æ —Å–∫–æ—Ä–æ—Å—Ç—å —Ä–µ–∑–∞–Ω–∏—è —Å–≤–µ—Ä–ª–æ–º 2 –º–º –±–æ–ª—å—à–µ —Å–∫–æ—Ä–æ—Å—Ç–∏ —Ä–µ–∑–∞–Ω–∏—è —Å–≤–µ—Ä–ª–∞ 0,3 –º–º –≤ 3,2/0,45 = 7,1 —Ä–∞–∑–∞. –ó–Ω–∞—á–∏—Ç –ø–æ–¥–∞—á—É –ø–æ –æ—Å–∏ Z –¥–ª—è —Å–≤–µ—Ä–ª–∞ 2 –º–º –Ω—É–∂–Ω–æ —É–º–µ–Ω—å—à–∏—Ç—å –¥–æ 160/7,1 = 22 –º–º/–º–∏–Ω ?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 11:37:25 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 95
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2207
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3254
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 1
|
|
Ruzik
–ë–æ–ª—å—à–µ 3–º–º –¥–∏–∞–º–µ—Ç—Ä–æ–º –Ω–µ —Å–≤–µ—Ä–ª–∏–ª. –ê —Ç–∞–∫ —Å–≤–µ—Ä–ª—é –≤—Å–µ –¥–∏–∞–º–µ—Ç—Ä—ã –Ω–∞ –æ–¥–Ω–æ–π —Å–∫–æ—Ä–æ—Å—Ç–∏ 500-600 –º–º. –≤ –º–∏–Ω. –û—Ç–≤–µ—Ä—Å—Ç–∏—è –±–æ–ª—å—à–æ–≥–æ –¥–∏–∞–º–µ—Ç—Ä–∞ –¥–µ–ª–∞—é —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∫–æ–π.
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
bobych
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 16:21:56 |
|
| –û—Ç–∫—Ä—ã–ª –≥–ª–∞–∑–∞ |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Å –º–∞–π 01, 2011 17:41:33
–°–æ–æ–±—â–µ–Ω–∏–π: 67
–û—Ç–∫—É–¥–∞: –ö–∏–µ–≤ –ë–æ—è—Ä–∫–∞
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ó–∞ –æ–¥–∏–Ω –æ–±–æ—Ä–æ—Ç –¥–≤–µ —Ä–µ–∂—É—â–∏–µ –∫—Ä–æ–º–∫–∏ —Å–≤–µ—Ä–ª–∞ –¥–æ–ª–∂–Ω—ã —Å–Ω—è—Ç—å –ø–æ 0.01–º–º –∫–∞–∂–¥–∞—è.
–ò –æ—Ç –¥–∏–∞–º–µ—Ç—Ä–∞ —Å–≤–µ—Ä–ª–∞ –∑–∞–≤–∏—Å–∏—Ç —Ç–æ–ª—å–∫–æ –Ω–∞–≥—Ä—É–∑–∫–∞ –Ω–∞ —à–ø–∏–Ω–¥–µ–ª—å.
–ï—Å—Å–Ω–æ —ç—Ç–æ –¥–∞–Ω–Ω—ã–µ –¥–ª—è —Å—Ç–µ–∫–ª–æ—Å–µ–∫—Å—Ç–æ–ª–∏—Ç–∞.–ò —Å–≤–µ—Ä–ª–∞ –¥–∏–∞–º–µ—Ç—Ä–æ–º –Ω–µ –ø–æ–ª –º–µ—Ç—Ä–∞.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 16:47:46 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–°–≤–µ—Ä–ª–æ–º 10 –º–º —Å–≤–µ—Ä–ª–∏—Ç—å –Ω–∏ –∫—Ç–æ –Ω–µ —Å–æ–±–∏—Ä–∞–µ—Ç—Å—è, –ø—Ä–æ—Å—Ç–æ —Å–¥–µ–ª–∞–ª –∞–∫—Ü–µ–Ω—Ç –Ω–∞ —Ç–æ–ª—Å—Ç–æ–µ —Å–≤–µ—Ä–ª–æ –∏–∑ –∑–∞ —Ç–æ–≥–æ, —á—Ç–æ–±—ã –±—ã–ª–æ –ø–æ–Ω—è—Ç–Ω–æ, —á—Ç–æ —è –∏–º–µ—é –≤ –≤–∏–¥—É. –í –æ–±—â–µ–º —Å—Ç–∞–≤–ª—é 160 –º–º/–º–∏–Ω –ø—Ä–∏ –æ–±–æ—Ä–æ—Ç–∞—Ö 8000, —Å–≤–µ—Ä–ª–æ 0,3 –Ω–µ —Å–ª–æ–º–∞–µ—Ç—Å—è?  ********************************************************************** –ï—â–µ –≤–æ–ø—Ä–æ—Å –ø–æ Mach3, —Å—Ç—Ä–µ–ª–∫–∞–º–∏ –Ω–∞ –∫–ª–∞–≤–∏–∞—Ç—É—Ä–µ –¥–≤–∏–≥–∞–µ–º –ø–æ—Ä—Ç–∞–ª –∏ –¥–≤–∏–≥–∞–µ—Ç—Å—è —ç—Ç–æ –¥–µ–ª–æ –±—ã—Å—Ç—Ä–æ. –ï—Å–ª–∏ –Ω—É–∂–Ω–æ –≤—ã—Å—Ç–∞–≤–∏—Ç—å –Ω–æ–ª—å, —Ç–æ –∫–∞–∫ —Å–¥–µ–ª–∞—Ç—å, —á—Ç–æ–±—ã –¥–≤–∏–≥–∞–ª–æ—Å—å –º–µ–¥–ª–µ–Ω–Ω–µ–µ, –º–æ–∂–µ—Ç –≥–æ—Ä—è—á–∞—è –∫–Ω–æ–ø–∫–∞ –µ—Å—Ç—å, –Ω–∞–∂–∞–ª–∏ –µ–µ –∏ –ø–æ—Ä—Ç–∞–ª –Ω–∞—á–∏–Ω–∞–µ—Ç –¥–≤–∏–≥–∞—Ç—å—Å—è –º–µ–¥–ª–µ–Ω–Ω–æ (–≤ —Ä—É—á–Ω–æ–º —Ä–µ–∂–∏–º–µ)? –ò–ª–∏ –≤—Ä—É—á–Ω—É—é –∑–∞ –æ—Å–∏ —à–∞–≥–æ–≤–∏–∫–æ–≤ –∫—Ä—É—Ç–∏—Ç—å?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
NickSmith
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 17:16:35 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Å –º–∞—Ä 07, 2010 00:03:40
–°–æ–æ–±—â–µ–Ω–∏–π: 87
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 2
|
Ruzik –ø–∏—Å–∞–ª(–∞): –°–≤–µ—Ä–ª–æ–º 10 –º–º —Å–≤–µ—Ä–ª–∏—Ç—å –Ω–∏ –∫—Ç–æ –Ω–µ —Å–æ–±–∏—Ä–∞–µ—Ç—Å—è, –ø—Ä–æ—Å—Ç–æ —Å–¥–µ–ª–∞–ª –∞–∫—Ü–µ–Ω—Ç –Ω–∞ —Ç–æ–ª—Å—Ç–æ–µ —Å–≤–µ—Ä–ª–æ –∏–∑ –∑–∞ —Ç–æ–≥–æ, —á—Ç–æ–±—ã –±—ã–ª–æ –ø–æ–Ω—è—Ç–Ω–æ, —á—Ç–æ —è –∏–º–µ—é –≤ –≤–∏–¥—É. –í –æ–±—â–µ–º —Å—Ç–∞–≤–ª—é 160 –º–º/–º–∏–Ω –ø—Ä–∏ –æ–±–æ—Ä–æ—Ç–∞—Ö 8000, —Å–≤–µ—Ä–ª–æ 0,3 –Ω–µ —Å–ª–æ–º–∞–µ—Ç—Å—è? ********************************************************************** –ï—â–µ –≤–æ–ø—Ä–æ—Å –ø–æ Mach3, —Å—Ç—Ä–µ–ª–∫–∞–º–∏ –Ω–∞ –∫–ª–∞–≤–∏–∞—Ç—É—Ä–µ –¥–≤–∏–≥–∞–µ–º –ø–æ—Ä—Ç–∞–ª –∏ –¥–≤–∏–≥–∞–µ—Ç—Å—è —ç—Ç–æ –¥–µ–ª–æ –±—ã—Å—Ç—Ä–æ. –ï—Å–ª–∏ –Ω—É–∂–Ω–æ –≤—ã—Å—Ç–∞–≤–∏—Ç—å –Ω–æ–ª—å, —Ç–æ –∫–∞–∫ —Å–¥–µ–ª–∞—Ç—å, —á—Ç–æ–±—ã –¥–≤–∏–≥–∞–ª–æ—Å—å –º–µ–¥–ª–µ–Ω–Ω–µ–µ, –º–æ–∂–µ—Ç –≥–æ—Ä—è—á–∞—è –∫–Ω–æ–ø–∫–∞ –µ—Å—Ç—å, –Ω–∞–∂–∞–ª–∏ –µ–µ –∏ –ø–æ—Ä—Ç–∞–ª –Ω–∞—á–∏–Ω–∞–µ—Ç –¥–≤–∏–≥–∞—Ç—å—Å—è –º–µ–¥–ª–µ–Ω–Ω–æ (–≤ —Ä—É—á–Ω–æ–º —Ä–µ–∂–∏–º–µ)? –ò–ª–∏ –≤—Ä—É—á–Ω—É—é –∑–∞ –æ—Å–∏ —à–∞–≥–æ–≤–∏–∫–æ–≤ –∫—Ä—É—Ç–∏—Ç—å? –ù–∞–∂–∏–º–∞–µ–º tab/ –ü–æ—è–≤–ª—è–µ—Ç—Å—è –æ–∫–Ω–æ, –≤ –∫–æ—Ç–æ—Ä–æ–º —Å –ª–∏–Ω–µ–π–Ω–æ–π –ø–æ–¥–∞—á–∏ –º–æ–∂–Ω–æ –ø–µ—Ä–µ–∫–ª—é—á–∏—Ç—Å—è –Ω–∞ —à–∞–≥–æ–≤—É—é –∏ –≤—ã–±—Ä–∞—Ç—å –∫–æ–ª–∏—á–µ—Å—Ç–≤–æ —à–∞–≥–æ–≤ –∑–∞ –Ω–∞–∂–∞—Ç–∏–µ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 18:05:54 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 95
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2207
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3254
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 1
|
Ruzik –ø–∏—Å–∞–ª(–∞): –í –æ–±—â–µ–º —Å—Ç–∞–≤–ª—é 160 –º–º/–º–∏–Ω –ø—Ä–∏ –æ–±–æ—Ä–æ—Ç–∞—Ö 8000, —Å–≤–µ—Ä–ª–æ 0,3 –Ω–µ —Å–ª–æ–º–∞–µ—Ç—Å—è? –Ω–µ —Å–ª–æ–º–∞–µ—Ç—Å—è –µ—Å–ª–∏ –¥–∞–∂–µ –ø–æ—Å—Ç–∞–≤–∏—à—å 300 –º–º.
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
sa-ta
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä —è–Ω–≤ 08, 2014 23:27:29 |
|
| –≠—Ç–æ –Ω–µ —Ö–≤–æ—Å—Ç, —ç—Ç–æ –∞–Ω—Ç–µ–Ω–Ω–∞ |
–ö–∞—Ä–º–∞: 7
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 105
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –Ω–æ—è 23, 2009 00:50:23
–°–æ–æ–±—â–µ–Ω–∏–π: 1412
–û—Ç–∫—É–¥–∞: Crimea, Simferopol
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
—è —Å–≤–µ—Ä–ª—é 500–º–º/–º–∏–Ω –≤—Å–µ–º–∏ —Å–≤–µ—Ä–ª–∞–º–∏.. –æ—Ç 0.7 (–º–µ–ª—å—á–µ –Ω–µ –ø—Ä–æ–±–æ–≤–∞–ª)
—Ä–µ–∂—É –∫–æ–Ω—Ç—É—Ä 2–º–º –∫—É–∫—É—Ä—É–∑–∫–æ–π 350–º–º/–º–∏–Ω. —Ç–æ–Ω–∫–∏ –ø—Ä–æ–ø–∏–ª—ã, –ø–∞–∑—ã —Ü–µ–Ω—Ç—Ä–æ–≤–∫–æ–π 0.8–º–º - 150–º–º/–º–∏–Ω.
—Å–∞–º–æ–µ —Ç–æ–ª—Å—Ç–æ–µ –¥–µ–ª–∞–ª 1.5–º–º FR4. —á–∞—â–µ 1–º–º –°–§2.
–æ–±–æ—Ä–æ—Ç—ã –Ω–∞ –±–æ—Ä–º–∞—à–∏–Ω–µ 3-4 –ø–æ —Ä–µ–≥—É–ª—è—Ç–æ—Ä—É (–æ–∫–æ–ª–æ 20–ö –ø—Ä–∏–º–µ—Ä–Ω–æ)
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —è–Ω–≤ 09, 2014 13:58:49 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 723
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3113
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–Ý–µ—à–∏–ª –ø—Ä–æ–≤–µ—Å—Ç–∏ –∏–∑—ã—Å–∫–∞–Ω–∏—è –Ω–∞ —Ç–µ–º—É —Å–≤—è–∑–∫–∏ Eagle+Sprint-Layout+StepCam+Mach3. –î–∞–±—ã –ø–æ–ª—É—á–∞—Ç—å —Ñ–∞–π–ª—ã —Å–≤–µ—Ä–ª–æ–≤–∫–∏, –∫–æ–Ω—Ç—É—Ä–æ–≤ –ø–ª–∞—Ç –ø—Ä–∏ –º–∏–Ω–∏–º–∞–ª—å–Ω—ã—Ö —Ç–∞–Ω—Ü–∞—Ö —Å –±—É–±–Ω–æ–º. 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —è–Ω–≤ 09, 2014 17:20:49 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 723
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3113
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
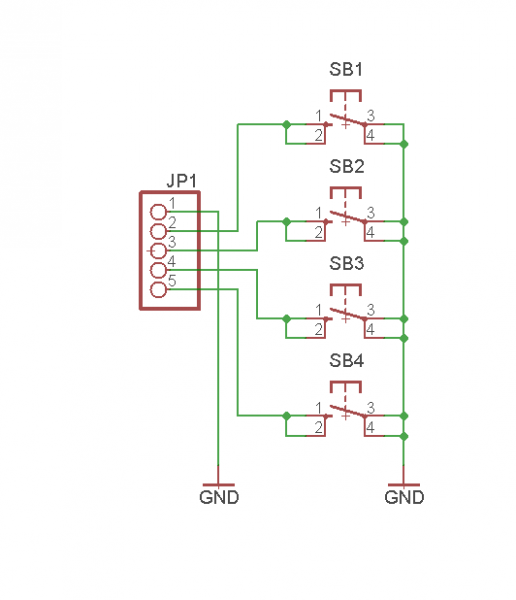
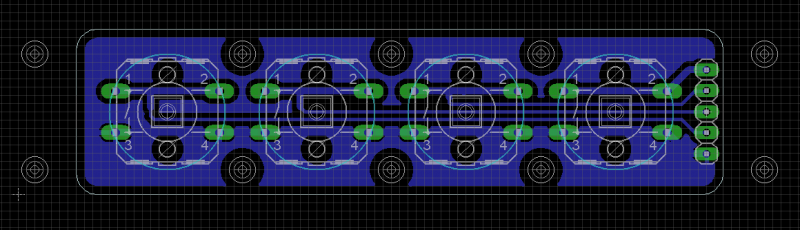
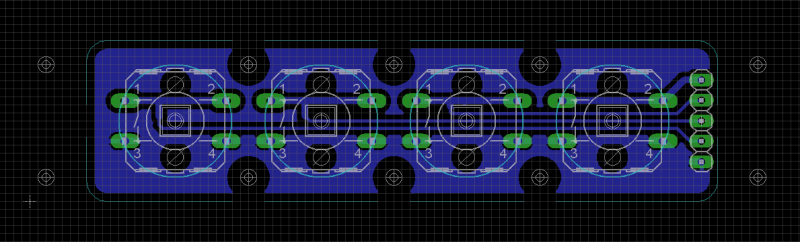
–ü–µ—Ä–≤–∞—è —á–∞—Å—Ç—å –ú–∞—Ä–ª–µ–∑–æ–Ω—Å–∫–æ–≥–æ –±–∞–ª–µ—Ç–∞. –°—Ö–µ–º–∞ –∏ –ø–ª–∞—Ç–∞. –ü—Ä–æ–≥—Ä–∞–º–º–æ–π –≤ –∫–æ—Ç–æ—Ä–æ–π —è —Ç—Ä–∞—Å—Å–∏—Ä—É—é –ø–ª–∞—Ç—ã —è–≤–ª—è–µ—Ç—Å—è Eagle. –Ý–∞–∑—É–º–µ–µ—Ç—Å—è –≤ –Ω–µ–π —Å–æ–∑–¥–∞–ª —Å—Ö–µ–º—É, —Å—Ö–µ–º–∞ –æ—á–µ–Ω—å –ø—Ä–æ—Å—Ç–∞—è, —ç—Ç–æ –ø—Ä–æ—Å—Ç–æ –±–ª–æ–∫ –∫–Ω–æ–ø–æ–∫ –¥–ª—è –ø–µ—Ä–µ–¥–Ω–µ–π –ø–∞–Ω–µ–ª–∏, 4-–µ –∫–Ω–æ–ø–∫–∏ –∏ —Ä–∞–∑—ä–µ–º –¥–ª—è –ø–æ–¥–∫–ª—é—á–µ–Ω–∏—è. –ü–æ —Å—Ö–µ–º–µ —Å–¥–µ–ª–∞–ª —Ç—Ä–∞—Å—Å–∏—Ä–æ–≤–∫—É –ø–ª–∞—Ç—ã, –ø–æ—Å—Ç–∞–≤–∏–ª –∫–Ω–æ–ø–∫–∏, –∫—Ä–µ–ø–µ–∂–Ω—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –¥–ª—è –ø–æ—Å–ª–µ–¥—É—é—â–µ–≥–æ –ø–æ–∑–∏—Ü–∏–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏—è –¥–ª—è –æ–±—Ä–µ–∑–∫–∏ –ø–æ –∫–æ–Ω—Ç—É—Ä—É. –•–æ—Ç—å –ø–ª–∞—Ç–∞ –∏ –ø—Ä–æ—Å—Ç–∞—è –Ω–æ –Ω–∞ –Ω–µ–π –ø—Ä–∏—Å—É—Ç—Å—Ç–≤—É—é—Ç —Ä–∞–∑–Ω–æ—Ç–∏–ø–Ω—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è, —ç—Ç–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è —Ä–∞–∑—ä–µ–º–∞, –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –≤—ã–≤–æ–¥–æ–≤ –∫–Ω–æ–ø–æ–∫, –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –º–µ–ª–∫–∏—Ö –Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏—Ö –∫–Ω–æ–ø–æ–∫, –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –∫—Ä–µ–ø–µ–∂–∞ –∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –ø–æ—Å–ª–µ–¥—É—é—â–µ–≥–æ –ø–æ–∑–∏—Ü–∏–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏—è. –î–ª—è –Ω–∏—Ö —Å–¥–µ–ª–∞–ª –¥–∏–∞–º–µ—Ç—Ä—ã 1.0, 1.2, 1.5, 3.2 –∏ 3.4 –ù–∞ –¥–∞–Ω–Ω—ã–π –º–æ–º–µ–Ω—Ç –Ω–µ—Ç —Ö–æ—Ä–æ—à–µ–≥–æ —Å–≤–µ—Ä–ª–∞ –Ω–∞ 3,2 –ª–∏–±–æ –Ω–∞ 3,175 (1/8") —Ç–∞–∫ —á—Ç–æ –≤ –∫–∞—á–µ—Å—Ç–≤–µ —Å–≤–µ—Ä–ª–∞ –¥–ª—è —ç—Ç–∏—Ö –æ—Ç–≤–µ—Ä—Å—Ç–∏–π –≤—ã—Å—Ç—É–ø–∏—Ç —Ñ—Ä–µ–∑–∞ "–ö—É–∫—É—Ä—É–∑–∞" –¥–∏–∞–º–µ—Ç—Ä–æ–º 3,175 –º–º (1/8") —Ö–æ—Ç—è —Ñ—Ä–µ–∑–∞–º–∏ –∏ –Ω–µ–ª—å–∑—è —Å–≤–µ—Ä–ª–∏—Ç—å, –Ω–æ –≤ –¥–∞–Ω–Ω–æ–º —Å–ª—É—á–∞–µ —Å–∞–º–∞ —Ñ—Ä–µ–∑–∞ —É–∂–µ —Å—Ç–∞—Ä–µ–Ω—å–∫–∞—è —Ç–∞–∫ —á—Ç–æ –µ—Å–ª–∏ –∏ –∑–∞–≥—É–±–ª—é —Ç–æ –Ω–µ —Å—Ç—Ä–∞—à–Ω–æ. –¢–∞–∫ –∂–µ –Ω–∞ –æ—Ç–¥–µ–ª—å–Ω–æ–º —Å–ª–æ–µ –æ—Ç–ª–∏—á–Ω–æ–º –æ—Ç –∫–æ–Ω—Ç—É—Ä–∞ –ø–ª–∞—Ç—ã –ø–æ–≤—Ç–æ—Ä–∏–ª —ç—Ç–æ—Ç –∂–µ –∫–æ–Ω—Ç—É—Ä –Ω–æ —Å –ø–µ—Ä–µ–º—ã—á–∫–∞–º–∏ –¥–∞–±—ã –ø—Ä–∏ –ø–æ—Å–ª–µ–¥—É—é—â–µ–π –æ–±—Ä–µ–∑–∫–µ –ø–ª–∞—Ç–∞ –Ω–µ –≤—ã–ª–µ—Ç–µ–ª–∞ –∏ –µ–µ —É–¥–µ—Ä–∂–∏–≤–∞–ª–∏ –ø–µ—Ä–µ–º—ã—á–∫–∏. –¢–æ–ª—â–∏–Ω—É –∫–æ–Ω—Ç—É—Ä–æ–≤ —Å–¥–µ–ª–∞–ª 0 –º–º.   
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç —è–Ω–≤ 09, 2014 23:23:33 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 95
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2207
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3254
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 1
|
Sailanser –ø–∏—Å–∞–ª(–∞): –ü–µ—Ä–≤–∞—è —á–∞—Å—Ç—å –ú–∞—Ä–ª–µ–∑–æ–Ω—Å–∫–æ–≥–æ –±–∞–ª–µ—Ç–∞. –¢—ã –ø–æ—Ç–æ–º –Ω–µ –ø–æ–ª–µ–Ω–∏—Å—å, —Å–æ–±–µ—Ä–∏ –≤—Å–µ –≤ —Å—Ç–∞—Ç—å—é. –ê —Ç–æ –≤ —Ç–µ–º–µ –≤—Å–µ —Ä–∞–≤–Ω–æ –∑–∞—Ç–µ—Ä—è–µ—Ç—Å—è... 
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —è–Ω–≤ 10, 2014 00:36:14 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Sailanser–ï—â–µ –æ–≤–∞–ª—å–Ω—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è —Å—é–¥–∞ –¥–æ –∫—É—á–∏, –≤–æ–æ–±—â–µ –±—ã–ª–æ –±—ã —Å—É–ø–µ—Ä.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —è–Ω–≤ 10, 2014 11:44:59 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 723
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3113
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
Ruzik –ø–∏—Å–∞–ª(–∞): Sailanser–ï—â–µ –æ–≤–∞–ª—å–Ω—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è —Å—é–¥–∞ –¥–æ –∫—É—á–∏, –≤–æ–æ–±—â–µ –±—ã–ª–æ –±—ã —Å—É–ø–µ—Ä. –ï—Å—Ç—å –≥–µ—Ä–±–µ—Ä —Å –æ–≤–∞–ª—å–Ω—ã–º–∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è–º–∏? –ü—Ä–æ—Å—Ç–æ —É –º–µ–Ω—è Eagle –∏—Ö –Ω–µ –¥–µ–ª–∞–µ—Ç.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Ruzik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —è–Ω–≤ 10, 2014 12:22:20 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 55
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 1637
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –∏—é–Ω 09, 2011 17:17:47
–°–æ–æ–±—â–µ–Ω–∏–π: 5725
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
Sailanser
–í–æ—Ç –¥–ª—è –ø—Ä–∏–º–µ—Ä–∞, —ç—Ç–æ –ø—Ä–æ—Å—Ç–æ —Ç–µ—Å—Ç–æ–≤–∞—è –ø–ª–∞—Ç–∫–∞ –Ω–∏ —á–µ–≥–æ –∏–∑ —Å–µ–±—è –Ω–µ –ø—Ä–µ–¥—Å—Ç–∞–≤–ª—è—é—â–∞—è.
–í—ã–≤–µ–ª –≤—Å–µ –≤–æ–∑–º–æ–∂–Ω—ã–µ —Ñ–æ—Ä–º–∞—Ç—ã.
–ò–º–µ—è —ç—Ç–æ, –∏–Ω—Ç–µ—Ä–µ—Å–Ω–æ –∫–∞–∫/–≤ —á–µ–º —Å–¥–µ–ª–∞—Ç—å –æ—Ç–¥–µ–ª—å–Ω—ã–µ –£–ü –¥–ª—è —Å–≤–µ—Ä–ª–æ–≤–∫–∏ –∫–∞–∂–¥—ã–º —Å–≤–µ—Ä–ª–æ–º? –¢–æ –µ—Å—Ç—å –Ω–µ –≤—Å–µ —Å—Ä–∞–∑—É, –∞ –∑–∞–≥—Ä—É–∑–∏–ª –£–ü –¥–ª—è —Å–≤–µ—Ä–ª–∞ 0,4 –∏ —Å–≤–µ—Ä–ª–∏–º, –∑–∞—Ç–µ–º —Å–º–µ–Ω–∏–ª –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç, –≤—ã—Å—Ç–∞–≤–∏–ª –Ω–æ–ª—å –ø–æ Z –≤—Ä—É—á–Ω—É—é, –∑–∞–≥—Ä—É–∑–∏–ª –¥—Ä—É–≥—É—é –£–ü –¥–ª—è –¥—Ä—É–≥–æ–≥–æ —Å–≤–µ—Ä–ª–∞ –∏ –ø—Ä–æ–¥–æ–ª–∂–∞–µ–º. –ó–∞—Ç–µ–º –æ–≤–∞–ª—å–Ω—ã–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è –∏ –∫–æ–Ω—Ç—É—Ä –ø–ª–∞—Ç—ã.
| –í–ª–æ–∂–µ–Ω–∏—è: |
 Test.rar [34.63 KiB]
Test.rar [34.63 KiB]
–°–∫–∞—á–∏–≤–∞–Ω–∏–π: 144
|
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Sailanser
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —è–Ω–≤ 10, 2014 12:27:40 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 39
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 723
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Ñ–µ–≤ 01, 2006 22:29:02
–°–æ–æ–±—â–µ–Ω–∏–π: 3113
–û—Ç–∫—É–¥–∞: –≥.–Ý–æ—Å—Ç–æ–≤-–Ω–∞-–î–æ–Ω—É
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
mial –ø–∏—Å–∞–ª(–∞): –¢—ã –ø–æ—Ç–æ–º –Ω–µ –ø–æ–ª–µ–Ω–∏—Å—å, —Å–æ–±–µ—Ä–∏ –≤—Å–µ –≤ —Å—Ç–∞—Ç—å—é. –ê —Ç–æ –≤ —Ç–µ–º–µ –≤—Å–µ —Ä–∞–≤–Ω–æ –∑–∞—Ç–µ—Ä—è–µ—Ç—Å—è... –û–∫. –¢–æ–≥–¥–∞ –Ω–∞–≤–µ—Ä–Ω–æ –±—É–¥—É —Å—Ä–∞–∑—É –ø–∞—Ä–∞–ª–ª–µ–ª—å–Ω–æ –≤—ã–∫–ª–∞–¥—ã–≤–∞—Ç—å –∏–∑—ã—Å–∫–∞–Ω–∏—è —Ç—É—Ç, –∏ —Å—Ä–∞–∑—É –¥–æ–±–∞–≤–ª—è—Ç—å –º–∞—Ç–µ—Ä–∏–∞–ª –≤ —Å—Ç–∞—Ç–µ–π–∫—É –¥–∞–±—ã –ø–æ—Ç–æ–º –Ω–µ –¥–µ–ª–∞—Ç—å –¥–≤–æ–π–Ω—É—é —Ä–∞–±–æ—Ç—É. Ruzik –ø–∏—Å–∞–ª(–∞): –í–æ—Ç –¥–ª—è –ø—Ä–∏–º–µ—Ä–∞, —ç—Ç–æ –ø—Ä–æ—Å—Ç–æ —Ç–µ—Å—Ç–æ–≤–∞—è –ø–ª–∞—Ç–∫–∞( –ü–æ–≥–ª—è–∂—É –∞—Ä—Ö–∏–≤—á–∏–∫, –¥–∞ –ø–æ–∫—É–º–µ–∫–∞—é —á—Ç–æ –∏–∑ –Ω–µ–≥–æ –º–æ–∂–Ω–æ —Å–¥–µ–ª–∞—Ç—å –∞ —Å–∞–º–æ–µ –≥–ª–∞–≤–Ω–æ–µ –¥–∞–±—ã –Ω–µ –æ—á–µ–Ω—å –º—É—Ç–æ—Ä–Ω–æ –±—ã–ª–æ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mial
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –°–æ–∑–¥–∞–Ω–∏–µ –ß–ü–£ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —è–Ω–≤ 10, 2014 13:02:41 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 95
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2207
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —è–Ω–≤ 06, 2010 23:31:56
–°–æ–æ–±—â–µ–Ω–∏–π: 3254
–û—Ç–∫—É–¥–∞: –ë–æ—Ä–æ–≤–∏—á–∏, –ù–æ–≤–≥. –æ–±–ª.
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
–ú–µ–¥–∞–ª–∏: 1
|
Sailanser –ø–∏—Å–∞–ª(–∞): –û–∫. –¢–æ–≥–¥–∞ –Ω–∞–≤–µ—Ä–Ω–æ –±—É–¥—É —Å—Ä–∞–∑—É –ø–∞—Ä–∞–ª–ª–µ–ª—å–Ω–æ –≤—ã–∫–ª–∞–¥—ã–≤–∞—Ç—å –∏–∑—ã—Å–∫–∞–Ω–∏—è —Ç—É—Ç, –∏ —Å—Ä–∞–∑—É –¥–æ–±–∞–≤–ª—è—Ç—å –º–∞—Ç–µ—Ä–∏–∞–ª –≤ —Å—Ç–∞—Ç–µ–π–∫—É –¥–∞–±—ã –ø–æ—Ç–æ–º –Ω–µ –¥–µ–ª–∞—Ç—å –¥–≤–æ–π–Ω—É—é —Ä–∞–±–æ—Ç—É.  Ruzik –ø–∏—Å–∞–ª(–∞): –¢–æ –µ—Å—Ç—å –Ω–µ –≤—Å–µ —Å—Ä–∞–∑—É, –∞ –∑–∞–≥—Ä—É–∑–∏–ª –£–ü –¥–ª—è —Å–≤–µ—Ä–ª–∞ 0,4 –∏ —Å–≤–µ—Ä–ª–∏–º, –∑–∞—Ç–µ–º —Å–º–µ–Ω–∏–ª –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç, –≤—ã—Å—Ç–∞–≤–∏–ª –Ω–æ–ª—å –ø–æ Z –≤—Ä—É—á–Ω—É—é, –∑–∞–≥—Ä—É–∑–∏–ª –¥—Ä—É–≥—É—é –£–ü –¥–ª—è –¥—Ä—É–≥–æ–≥–æ —Å–≤–µ—Ä–ª–∞ –∏ –ø—Ä–æ–¥–æ–ª–∂–∞–µ–º. –≠—Ç–æ –Ω–µ –ø—Ä–∏–Ω—Ü–∏–ø–∏–∞–ª—å–Ω–æ. –í –º–∞—á–µ –º–æ–∂–Ω–æ –≤ –Ω–∞—Å—Ç—Ä–æ–π–∫–∞—Ö –ø–æ—Å—Ç–∞–≤–∏—Ç—å –≥–∞–ª–∫—É. –¢–æ–≥–¥–∞ –æ–Ω –±—É–¥–µ—Ç –≤—Å—Ç–∞–≤–∞—Ç—å –≤ –ø–∞—É–∑—É –∫–∞–∫ —É–≤–∏–¥–∏—Ç –∫–æ–¥ —Å–º–µ–Ω—ã –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞. –í —ç—Ç–æ –≤—Ä–µ–º—è –Ω–µ —Ç–µ—Ä—è—è –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç –º–æ–∂–Ω–æ –¥–≤–∏–≥–∞—Ç—å –≥–æ–ª–æ–≤—É –≤ –ª—é–±–æ–µ –º–µ—Å—Ç–æ. –û—Ç–∫–∞–ª–∏–±—Ä–æ–≤–∞—Ç—å –Ω–æ–ª—å –ø–æ Z –≤ –∑–æ–Ω–µ —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–æ–≥–æ –ø–æ–ª—è. –Ø —Ç–∞–∫ –¥–µ–ª–∞–ª –∫–æ–≥–¥–∞ —Å –º–∞—á–µ–º —Ä–∞–±–æ—Ç–∞–ª. –ó–∞–≥–æ–Ω—è–ª –≥–æ–ª–æ–≤—É –≤ —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–æ–µ –ø–æ–ª–µ –Ω–∞ –ø–ª–∞—Ç–µ. –û–ø—É—Å–∫–∞–ª Z –¥–æ –∫–∞—Å–∞–Ω–∏—è, –æ–±–Ω—É–ª—è–ª, –ø–æ–¥–Ω–∏–º–∞–ª –æ—Å—å –∏ –Ω–∞–∂–∏–º–∞–ª —Å—Ç–∞—Ä—Ç. –ì–æ–ª–æ–≤–∞ –µ–¥–µ—Ç –≤ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç—ã –ø–æ—Å–ª–µ–¥–Ω–µ–≥–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è, –∑–∞—Ç–µ–º —Å—Ç–∞—Ä—Ç—É–µ—Ç –∏ —Å–≤–µ—Ä–ª–∏—Ç –æ—Ç–≤–µ—Ä—Å—Ç–∏—è —Å –¥–∞–Ω–Ω—ã–º –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–æ–º. –ï—Å–ª–∏ –ø—Ä–∏–º–µ–Ω–∏—Ç—å —Å–∫—Ä–∏–ø—Ç –∏ –¥–∞—Ç—á–∏–∫ –∫–∞—Å–∞–Ω–∏—è, —Ç–æ –≤–æ–æ–±—â–µ –≤—Å–µ –ø—Ä–æ—Å—Ç–æ. –ù–∞ —ç—Ç–æ–º –∂–µ –º–µ—Å—Ç–µ –ø–æ—Å–ª–µ —Å–º–µ–Ω—ã —Å–≤–µ—Ä–ª–∞ –∑–∞–ø—É—Å–∫–∞–µ–º –ø—Ä–æ—Ü–µ–¥—É—Ä—É, –Ω–∞—Ö–æ–¥–∏–º –Ω–æ–≤—ã–π –Ω–æ–ª—å, —Å—Ç–∞—Ä—Ç—É–µ–º –¥–∞–ª—å—à–µ. –ï—Å–ª–∏ —Ö–æ—á–µ—Ç—Å—è –æ—Ç–¥–µ–ª—å–Ω—ã–µ –£–ü –¥–ª—è –∫–∞–∂–¥–æ–≥–æ –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞, —Ç–æ –º–æ–∂–Ω–æ —Å–¥–µ–ª–∞—Ç—å —Ç—É–ø—ã–º –∫–æ–ø–∏–ø–∞—Å—Ç–æ–º –≤ –±–ª–æ–∫–Ω–æ—Ç–µ. –Ý–∞–∑–±–∏–≤ –ø—Ä–æ–≥—Ä–∞–º–º—É –Ω–∞ –æ—Ç–¥–µ–ª—å–Ω—ã–µ –£–ü. –¢–∞–º –≤—Å–µ —ç–ª–µ–º–µ–Ω—Ç–∞—Ä–Ω–æ. –ü–æ—Å–º–æ—Ç—Ä–µ–ª –∞—Ä—Ö–∏–≤ —Å —Ç–µ—Å—Ç–æ–≤–æ–π –ø–ª–∞—Ç–æ–π. –ù–µ –ø–æ–π–º—É —á—Ç–æ —Ç–µ–±—è –Ω–∞–ø—Ä—è–≥–∞–µ—Ç. –î–∏–ø –≥–µ–Ω–µ—Ä–∏—Ç –∞–¥–µ–∫–≤–∞—Ç–Ω—ã–π —Ñ–∞–π–ª –£–ü –ø—Ä–∏–º–µ–Ω–∏—Ç–µ–ª—å–Ω–æ –∫ –ú–∞—á—É. –°–¥–µ–ª–∞—é —Ä–µ–º–∞—Ä–∫—É, –Ω–∞ —Å–∞–º–æ–º –¥–µ–ª–µ –£–ü –∫–æ—Ç–æ—Ä—É—é –≥–µ–Ω–µ—Ä–∏—Ç –¥–∏–ø –ø–æ–¥–æ–π–¥–µ—Ç —Ç–æ–ª—å–∫–æ –º–∞—á—É, —Ç–∞–∫ –∫–∞–∫ –≤ –∫–∞—á–µ—Å—Ç–≤–µ —Ä–∞–∑–¥–µ–ª–∏—Ç–µ–ª—è —Å—Ç–æ–∏—Ç –∑–∞–ø—è—Ç–∞—è —á—Ç–æ –Ω–µ –¥–æ–ø—É—Å—Ç–∏–º–æ —Å —Ç–æ—á–∫–∏ –∑—Ä–µ–Ω–∏—è —Å—Ç–∞–Ω–¥–∞—Ä—Ç–∞ G –∫–æ–¥–∞, –¥–æ–ª–∂–Ω–∞ –±—ã—Ç—å —Ç–æ—á–∫–∞. –ò –ª—é–±–∞—è –¥—Ä—É–≥–∞—è —Å–∏—Å—Ç–µ–º–∞ –ß–ü–£ —Å—Ä–∞–∑—É –≤—ã–¥–∞—Å—Ç –æ—à–∏–±–∫—É –ø—Ä–∏ –∑–∞–≥—Ä—É–∑–∫–µ —ç—Ç–æ–≥–æ –∫–æ–¥–∞. –ù–æ –º–∞—á –∂—É–µ—Ç —ç—Ç–æ –±–µ–∑ –∂–∞–ª–æ–± –∏ –≤–æ–∑–º—É—â–µ–Ω–∏—è. –ö–æ–¥: T04 M06 M03 G43 H1 S24000
G0 X32,05 Y2 Z2,54
G1 Z-2
X28,95 Y2
G0 Z2,54
G0 X5,55 Y2 Z2,54
G1 Z-2
X2,45 Y2
G0 Z2,54
G0 X2 Y42,95 Z2,54
G1 Z-2
X2 Y46,05
G0 Z2,54
G0 X9,55 Y46 Z2,54
G1 Z-2
X6,45 Y46
G0 Z2,54
G0 X15,05 Y46 Z2,54
G1 Z-2
X11,95 Y46
G0 Z2,54
G0 X20,55 Y46 Z2,54
G1 Z-2
X17,45 Y46
G0 Z2,54
G0 X26,05 Y46 Z2,54
G1 Z-2
X22,95 Y46
G0 Z2,54
G0 X31,55 Y46 Z2,54
G1 Z-2
X28,45 Y46
G0 Z2,54
G00 Z10.0
M02
–£—á–∞—Å—Ç–æ–∫ –£–ü —Å –æ–≤–∞–ª—å–Ω—ã–º–∏ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è–º–∏. –ù–∞–≤–µ—Ä—Ö—É –ø–µ—Ä–≤–æ–π —Å—Ç—Ä–æ–∫–æ–π –∏–¥–µ—Ç –∫–æ–¥ —Å–º–µ–Ω—ã –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞. T04 M06 M03 G43 H1 S24000 —ç—Ç–æ—Ç –∫–∞–¥—Ä –≥–æ–≤–æ—Ä–∏—Ç –ß–ü–£ —á—Ç–æ –Ω—É–∂–Ω–æ —Å–º–µ–Ω–∏—Ç—å –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç. –ö–æ–¥ –ú6 –∫–æ–¥ —Å–º–µ–Ω—ã, –¢04 –Ω–æ–º–µ—Ä –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ –∫–æ—Ç–æ—Ä—ã–π –Ω—É–∂–Ω–æ –≤–∑—è—Ç—å, M3 –≤–∫–ª—é—á–∏—Ç—å —à–ø–∏–Ω–¥–µ–ª—å –ø–æ —á–∞—Å–æ–≤–æ–π —Å—Ç—Ä–µ–ª–∫–µ, S24000 —Å –æ–±–æ—Ä–æ—Ç–∞–º–∏ 24 —Ç. –æ–±/–º–∏–Ω. G43 –≤–∫–ª—é—á–∏—Ç—å –∫–æ–º–ø–µ–Ω—Å–∞—Ü–∏—é –¥–ª–∏–Ω—ã –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞. –ù–æ —Ç–∞–∫ –∫–∞–∫ —É —Ç–µ–±—è –Ω–µ—Ç —Ç–∞–±–ª–∏—Ü—ã —Å –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–æ–º –≥–¥–µ –ø—Ä–æ–ø–∏—Å–∞–Ω–∞ –¥–ª–∏–Ω–∞ –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞. –¢–æ —Ç—É—Ç —ç—Ç–æ —Ä–∞–±–æ—Ç–∞—Ç—å –Ω–µ –±—É–¥–µ—Ç. –ö–æ–º–ø–µ–Ω—Å–∞—Ü–∏—è –±—É–¥–µ—Ç —Ä–∞–≤–Ω–∞ 0 –∏ –Ω–∞ —Ä–∞–±–æ—Ç–µ –Ω–∏ –∫–∞–∫ –Ω–µ –æ—Ç—Ä–∞–∑–∏—Ç—Å—è. –ö—Å—Ç–∞—Ç–∏, –¥–∏–ø –∏ —Ç—É—Ç –Ω–µ –º–Ω–æ–≥–æ, –Ω–æ –∫–æ—Å—è—á–∏—Ç. –¢–∞–∫ –∫–∞–∫ —ç—Ç—É —Å—Ç—Ä–æ–∫—É –±—ã–ª–æ –±—ã –ø—Ä–∞–≤–∏–ª—å–Ω–µ–π —Ä–∞–∑–±–∏—Ç—å –Ω–∞ 2 —Å—Ç—Ä–æ–∫–∏. T04 M06 M03 G43 H1 S24000 –í–æ—Ç —Ç–∞–∫–∏–º –æ–±—Ä–∞–∑–æ–º. –¢–æ –µ—Å—Ç—å —Å–Ω–∞—á–∞–ª–∞ —Å–º–µ–Ω–∏—Ç—å –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç, –∞ –ø–æ—Ç–æ–º —É–∂–µ –≤–∫–ª—é—á–∞—Ç—å —à–ø–∏–Ω–¥–µ–ª—å. –ù–æ –µ—Å–ª–∏ —Ç—ã —Ä–∞–±–æ—Ç–∞–µ—à—å —Å —Ä—É—á–Ω—ã–º –≤–∫–ª—é—á–µ–Ω–∏–µ–º —à–ø–∏–Ω–¥–µ–ª—è, —Ç–æ –æ–ø—è—Ç—å –∂–µ –Ω–µ –∞–∫—Ç—É–∞–ª—å–Ω–æ. –ï—Å–ª–∏ —à–ø–∏–Ω–¥–µ–ª—å –≤–∫–ª—é—á–∞–µ—Ç—Å—è –∞–≤—Ç–æ–º–∞—Ç–∏—á–µ—Å–∫–∏, —Ç–æ –±—É–¥–µ—Ç –ø—Ä–æ–∏—Å—Ö–æ–¥–∏—Ç—å —Ç–∞–∫–∞—è –∏–Ω—Ç–µ—Ä–µ—Å–Ω–∞—è —Ñ–∏—à–∫–∞. –ü–µ—Ä–µ–¥ —Å–º–µ–Ω–æ–π –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç–∞ –µ—Å–ª–∏ –≤ –Ω–∞—Å—Ç—Ä–æ–π–∫–∞—Ö —Å—Ç–æ–∏—Ç —á—Ç–æ –æ—Å—Ç–∞–Ω–∞–≤–ª–∏–≤–∞—Ç—å —à–ø–∏–Ω–¥–µ–ª—å, —à–ø–∏–Ω–¥–µ–ª—å –æ—Å—Ç–∞–Ω–æ–≤–∏—Ç—Å—è, –æ—Ç—Ä–∞–±–æ—Ç–∞–µ—Ç —Ç–∞–π–º–µ—Ä –Ω–∞ –æ—Å—Ç–∞–Ω–æ–≤–∫—É –∏ —Ç—É—Ç –∂–µ —à–ø–∏–Ω–¥–µ–ª—å –≤–∫–ª—é—á–∏—Ç—Å—è. –ê –¥–ª—è —Å–º–µ–Ω—ã —Å–≤–µ—Ä–ª–∞ —Ç–µ–±–µ –ø–æ–Ω–∞–¥–æ–±–∏—Ç—å—Å—è –≤ —Ä—É—á–Ω—É—é –≤—ã–∫–ª—é—á–∏—Ç—å —à–ø–∏–Ω–¥–µ–ª—å, —Å–º–µ–Ω–∏—Ç—å —Å–≤–µ—Ä–ª–æ –∏ –ø–æ—Ç–æ–º –ø–æ—Å–ª–µ –∫–∞–ª–∏–±—Ä–æ–≤–∫–∏ –Ω—É–ª—è –Ω–µ –∑–∞–±—ã—Ç—å –≤–∫–ª—é—á–∏—Ç—å —à–ø–∏–Ω–¥–µ–ª—å —Ç–∞–∫ –∫–∞–∫ –∫–æ–º–∞–Ω–¥—ã –≤–∫–ª—é—á–µ–Ω–∏—è —É–∂–µ –±–æ–ª—å—à–µ –Ω–µ –±—É–¥–µ—Ç.
_________________
–ü—Ä–æ—Ç–æ—Ç–∏–ø—ã –ø–µ—á–∞—Ç–Ω—ã—Ö –ø–ª–∞—Ç –Ω–∞ –∑–∞–∫–∞–∑ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
–ü–æ—Å–ª–µ–¥–Ω–∏–π —Ä–∞–∑ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å mial –ü—Ç —è–Ω–≤ 10, 2014 13:21:52, –≤—Å–µ–≥–æ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞–ª–æ—Å—å 2 —Ä–∞–∑(–∞).
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 44 –∏–∑ 174
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 3480 ] |
... , , , , , , ... |
–ö—Ç–æ —Å–µ–π—á–∞—Å –Ω–∞ —Ñ–æ—Ä—É–º–µ |
–°–µ–π—á–∞—Å —ç—Ç–æ—Ç —Ñ–æ—Ä—É–º –ø—Ä–æ—Å–º–∞—Ç—Ä–∏–≤–∞—é—Ç: –Ω–µ—Ç –∑–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω–Ω—ã—Ö –ø–æ–ª—å–∑–æ–≤–∞—Ç–µ–ª–µ–π –∏ –≥–æ—Å—Ç–∏: 24 |
|
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –Ω–∞—á–∏–Ω–∞—Ç—å —Ç–µ–º—ã
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –æ—Ç–≤–µ—á–∞—Ç—å –Ω–∞ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —É–¥–∞–ª—è—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –¥–æ–±–∞–≤–ª—è—Ç—å –≤–ª–æ–∂–µ–Ω–∏—è
|
|
|