Посмотрев однажды в интернете репортаж о выставке промышленного оборудования, я впечатлился работой электроэрозионного станка, который выпиливал деталь из стальной болванки, и решил пристроить идею к изготовлению печатных плат (не я первый конечно). Самой привлекательной чертой технологии является изготовление платы в одну операцию – положил фольгированный текстолит, достал печатку. Отпадает даже необходимость предварительной очистки заготовки. Второе существенное преимущество – минимальное количество и стоимость расходных материалов, среди которых нет хим.реактивов. По сравнению с вырезанием плат фрезерным станком снижаются требования к прочности и жёсткости каркаса.
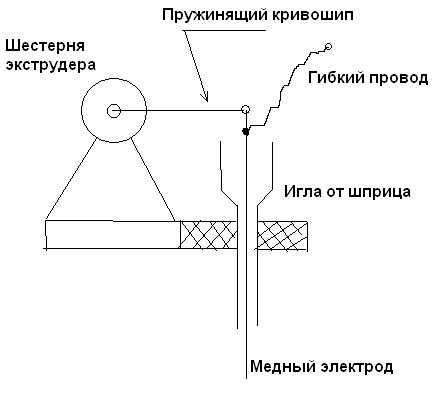
Принципиально устройство достаточно простое – 3D-принтер опускает отрицательный электрод на заготовку, находящуюся под положительным потенциалом. Возникающая при этом дуга, прожигает медный слой в месте контакта. Следующая точка выжигается с перекрытием и таким образом растровое изображение переносится на плату. Тут стоить отметить, что при использовании векторной графики возможна ситуация, когда место подключения заготовки к блоку питания будет отрезано от обрабатываемого участка.
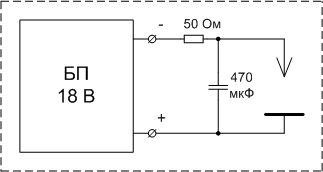
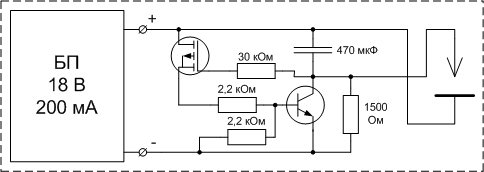
После ряда экспериментов с тыканьем в текстолит разными токопроводящими предметами была разработана электрическая схема.
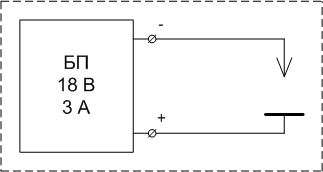
Я думаю её достаточно несложно повторить при желании. Требуется лабораторный блок питания устойчивый к короткому замыканию на выходе. Если БП без ограничения выходного тока – схему придётся усложнить последовательным включением резистора на 18/3=6 Ом и 18*3=54 Вт. Указанное на схеме напряжение (18 В) было подобрано экспериментальным путём и обеспечивает стабильный результат. При меньших значениях дуга в месте контакта не возникает. Ток в 3 А по всей видимости является избыточным, но достаточным. Требуются дополнительные эксперименты для определения минимального требуемого тока. Электрод должен подключаться к отрицательному полюсу – это уменьшает его выгорание и загадочным образом предотвращает приваривание к заготовке.
Для сборки первоначальной версии устройства понадобилось минуты две. На фотографии несколько усовершенствованная версия.
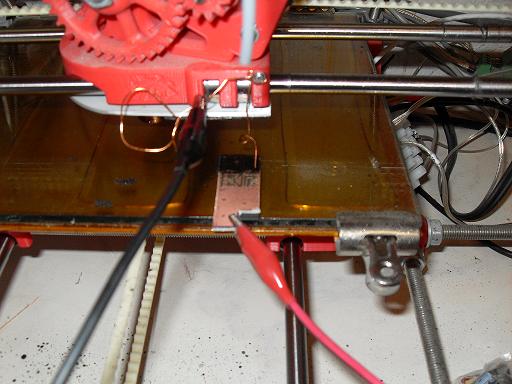
На картинке можно видеть, что:
- фотоаппарат сфокусировался мимо цели;
- в качестве электрода используется кусок обмоточного провода диаметром 0,7 мм (толстоват);
- электрод свит пружинкой в один виток;
- принтер семейства RepRap не требует вмешательства в конструкцию;
- заготовка закреплена на столе двусторонним скотчем;
- скотч очень плохо отдирается от обезжиренного стекла;
- на заготовку налито несколько капель подсолнечного масла;
- всё вокруг забрызгано отработанным маслом.
Подсолнечное масло поверх заготовки улавливает продукты сгорания меди, предотвращает выгорание текстолита и ограничивает радиус действия дуги. Тонкий слой на поверхности справляется с этими задачами недостаточно хорошо – иногда следом за искрой видна вспышка водорода, образующегося при пиролизе масла. Пламя при этом имеет нежно-зелёный цвет.
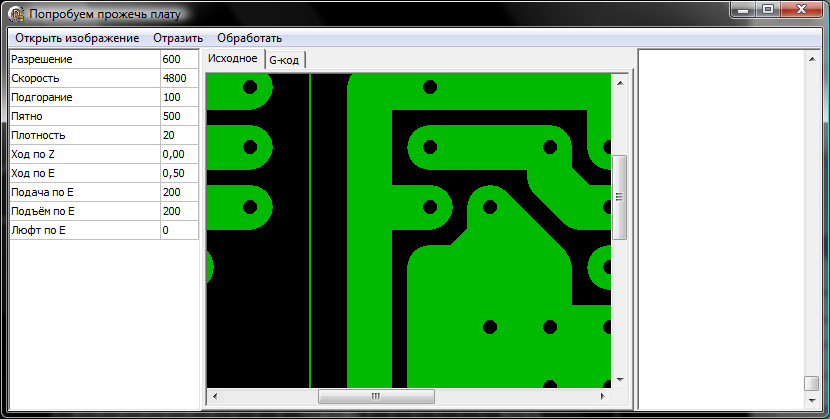
Для преобразования печатной платы в набор команд для принтера (G-код) была написана программа с двумя кнопками.

Исходными данными для неё является растровое изображение платы. Чёрный цвет считается изолирующим зазором, остальные – игнорируются. Первая версия программы содержала только четыре настройки. Разрешение – в искрах на миллиметр. Подгорание – укорачивание электрода от одной искры в нанометрах – позволяет компенсировать износ постепенным опусканием электрода по мере печати. Пятно – диаметр электрода в микрометрах (можно установить немного меньше фактического). Разрежение – сокращает количество прожигаемых точек для экономии моторесурса (устарело).
После нажатия на кнопку «Обработать» выполняется преобразование. Лучше начать с картинок поменьше, поскольку обработка идёт довольно долго.
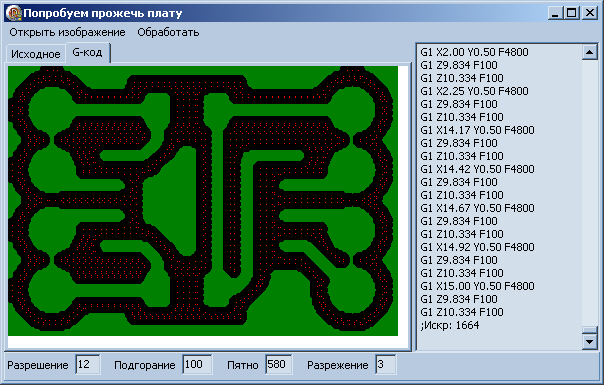
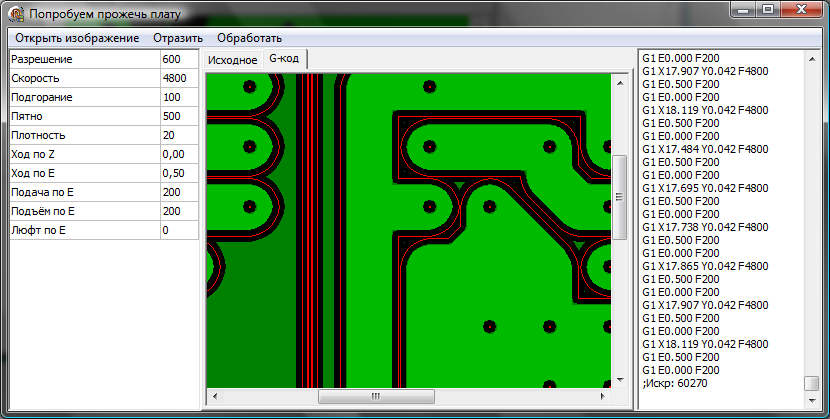
Здесь видно, что из-за слишком большого диаметра электрода остаются перемычки между некоторыми площадками, но более подходящей проволоки, к сожалению не нашлось. Отверстия в площадках так же слишком малы. Красными точками обозначены места опускания электрода. Результат можно скопировать из текстового окна справа в буфер обмена и вставить в программу управления 3D-принтером (например Repiter-Host). G-код должен быть совместим с большинством RepRap-ов.
Для начала работы необходимо вручную выставить электрод в предполагаемый нижний левый угол платы и опустить его до контакта с поверхностью. После запуска электрод будет поднят и перенесён к первой прожигаемой точке. По мере работы высота подъёма будет постепенно уменьшатся в соответствии с настройкой «Подгорание». По этой причине слишком большое значение может привести к сбою процесса.
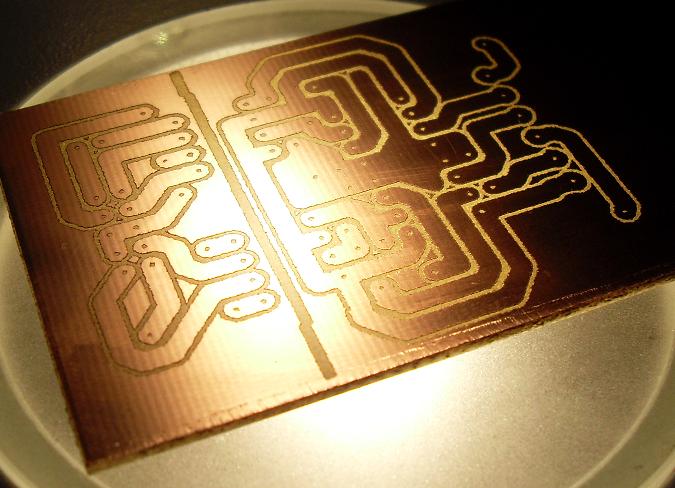
Двадцать минут спустя готовую плату можно достать и сполоснуть от масла.
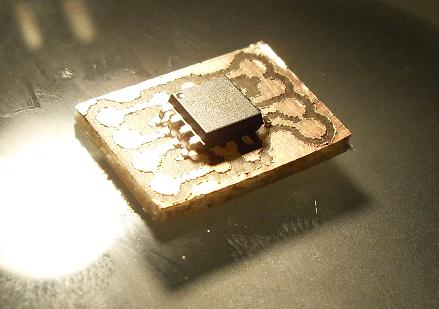
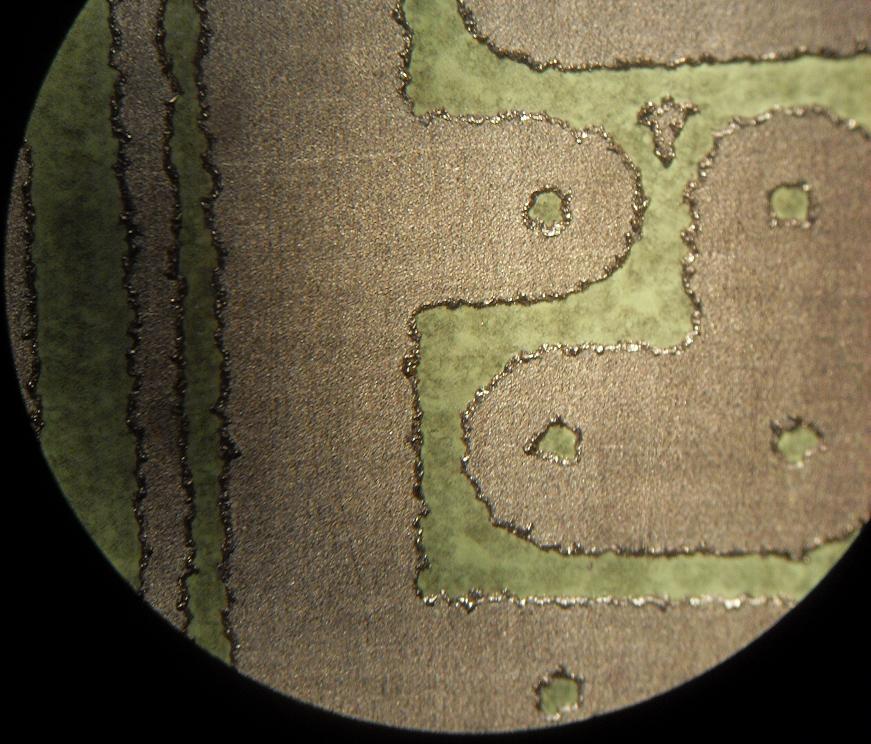
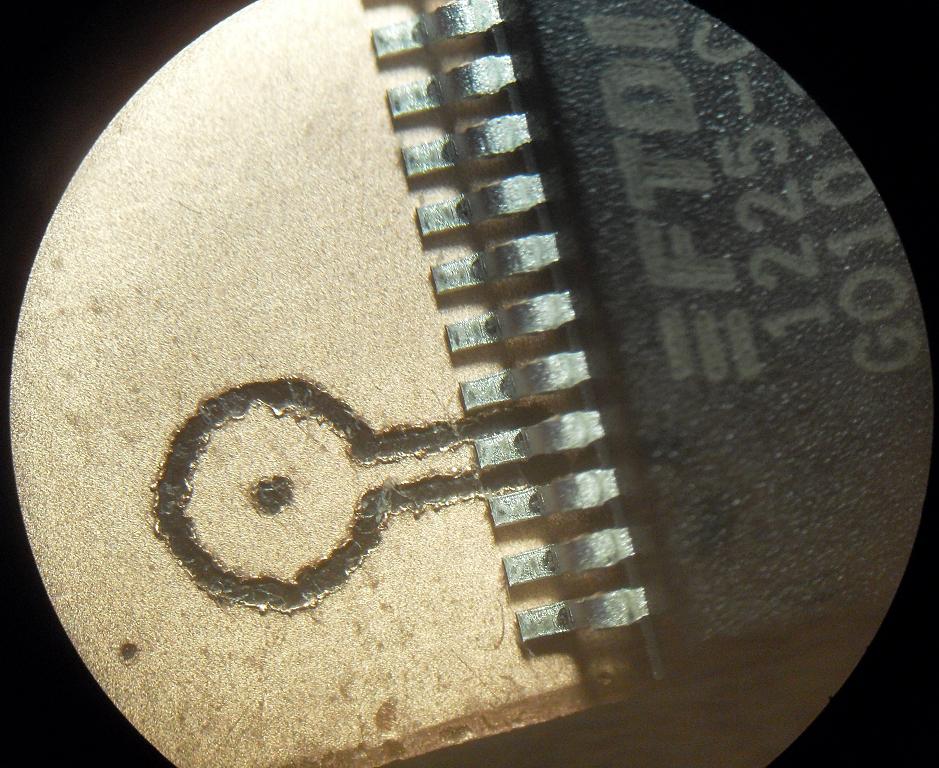
Здесь видно, что перемычки между круглыми площадками остались, как и было показано программой. Если взглянуть под микроскопом
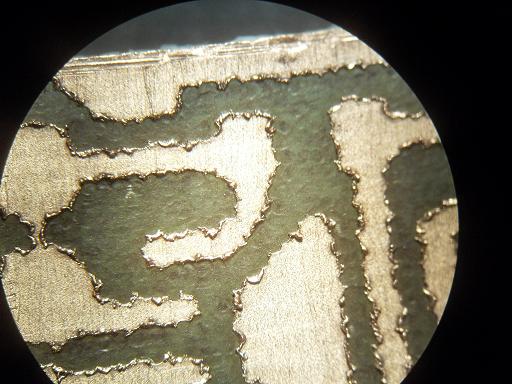
становятся видны рваные края, которые могут помешать самоустановке деталей поверхностным натяжением припоя, и небольшие повреждения текстолита. Из-за высокой температуры дуги следует использовать для изготовления плат термостойкие материалы (FR-4 или выше).
Плюсы:
- одноэтапная технология;
- дешёвые и легкодоступные расходные материалы.
Минусы:
- низкая электрическая прочность зазоров из-за загрязнения текстолита и рваных краёв;
- «толстый» техпроцесс
Электро-механическая часть
Принципиально устройство достаточно простое – 3D-принтер опускает отрицательный электрод на заготовку, находящуюся под положительным потенциалом. Возникающая при этом дуга, прожигает медный слой в месте контакта. Следующая точка выжигается с перекрытием и таким образом растровое изображение переносится на плату. Тут стоить отметить, что при использовании векторной графики возможна ситуация, когда место подключения заготовки к блоку питания будет отрезано от обрабатываемого участка.
После ряда экспериментов с тыканьем в текстолит разными токопроводящими предметами была разработана электрическая схема.
Я думаю её достаточно несложно повторить при желании. Требуется лабораторный блок питания устойчивый к короткому замыканию на выходе. Если БП без ограничения выходного тока – схему придётся усложнить последовательным включением резистора на 18/3=6 Ом и 18*3=54 Вт. Указанное на схеме напряжение (18 В) было подобрано экспериментальным путём и обеспечивает стабильный результат. При меньших значениях дуга в месте контакта не возникает. Ток в 3 А по всей видимости является избыточным, но достаточным. Требуются дополнительные эксперименты для определения минимального требуемого тока. Электрод должен подключаться к отрицательному полюсу – это уменьшает его выгорание и загадочным образом предотвращает приваривание к заготовке.
Для сборки первоначальной версии устройства понадобилось минуты две. На фотографии несколько усовершенствованная версия.
На картинке можно видеть, что:
- фотоаппарат сфокусировался мимо цели;
- в качестве электрода используется кусок обмоточного провода диаметром 0,7 мм (толстоват);
- электрод свит пружинкой в один виток;
- принтер семейства RepRap не требует вмешательства в конструкцию;
- заготовка закреплена на столе двусторонним скотчем;
- скотч очень плохо отдирается от обезжиренного стекла;
- на заготовку налито несколько капель подсолнечного масла;
- всё вокруг забрызгано отработанным маслом.
Подсолнечное масло поверх заготовки улавливает продукты сгорания меди, предотвращает выгорание текстолита и ограничивает радиус действия дуги. Тонкий слой на поверхности справляется с этими задачами недостаточно хорошо – иногда следом за искрой видна вспышка водорода, образующегося при пиролизе масла. Пламя при этом имеет нежно-зелёный цвет.
Программная часть
Для преобразования печатной платы в набор команд для принтера (G-код) была написана программа с двумя кнопками.
Исходными данными для неё является растровое изображение платы. Чёрный цвет считается изолирующим зазором, остальные – игнорируются. Первая версия программы содержала только четыре настройки. Разрешение – в искрах на миллиметр. Подгорание – укорачивание электрода от одной искры в нанометрах – позволяет компенсировать износ постепенным опусканием электрода по мере печати. Пятно – диаметр электрода в микрометрах (можно установить немного меньше фактического). Разрежение – сокращает количество прожигаемых точек для экономии моторесурса (устарело).
После нажатия на кнопку «Обработать» выполняется преобразование. Лучше начать с картинок поменьше, поскольку обработка идёт довольно долго.
Здесь видно, что из-за слишком большого диаметра электрода остаются перемычки между некоторыми площадками, но более подходящей проволоки, к сожалению не нашлось. Отверстия в площадках так же слишком малы. Красными точками обозначены места опускания электрода. Результат можно скопировать из текстового окна справа в буфер обмена и вставить в программу управления 3D-принтером (например Repiter-Host). G-код должен быть совместим с большинством RepRap-ов.
Для начала работы необходимо вручную выставить электрод в предполагаемый нижний левый угол платы и опустить его до контакта с поверхностью. После запуска электрод будет поднят и перенесён к первой прожигаемой точке. По мере работы высота подъёма будет постепенно уменьшатся в соответствии с настройкой «Подгорание». По этой причине слишком большое значение может привести к сбою процесса.
Результаты
Двадцать минут спустя готовую плату можно достать и сполоснуть от масла.
Здесь видно, что перемычки между круглыми площадками остались, как и было показано программой. Если взглянуть под микроскопом
становятся видны рваные края, которые могут помешать самоустановке деталей поверхностным натяжением припоя, и небольшие повреждения текстолита. Из-за высокой температуры дуги следует использовать для изготовления плат термостойкие материалы (FR-4 или выше).
За и против
Плюсы:
- одноэтапная технология;
- дешёвые и легкодоступные расходные материалы.
Минусы:
- низкая электрическая прочность зазоров из-за загрязнения текстолита и рваных краёв;
- «толстый» техпроцесс