Купил ЧПУ, возникли вопросы
- Реклама

nhrib, большое спасибо за урок. Я именно так и делаю, только в MasterCAM.
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
- Реклама

Sailanser писал(а):первым делом после транспортировки проверить перпендикуляроность/парралельность осей, относительно друг друга
Как-то Вы советовали мне сделать такую проверку, а я за другими проблемами об этом забыл. Сегодня выпилил 2 одинаковых детали - по форме прямоугольники - и заметил, что если сложить их одну на другую, чтобы низ одной лежал на верху другой, края деталей не совпадают.Sailanser писал(а):берете картонку, ее на стол, в держатель шпинделя шило. Потом небольшая программа дабы сделал четыре укола этим шилом по четырем сторонам,
потом меряете диагонали меж этих 4-х уколов. Должны быть равны
Сделал тестовые уколы - при сторонах 100 мм. диагонали различаются на ~1 мм., при сторонах 270 мм. диагонали различаются уже почти на 2 мм.
Подскажите, это вообще как лечится? Просто "пару гаек" подкрутить или всё намного серьёзнее и требуется замена осей\направляющих\чего-то ещё? Просто хочу прикинуть сложность работ у производителя, когда он получит станок и радостную новость о новой кривизне.
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
- Реклама

nhrib, в тему - только хотел спросить как бы вертикальность шпинделя проверить, как увидел Вашу ссылку. Страшно представить, что покажет уже этот тест. 
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
- Реклама
-

- Сообщения: 3130
- Зарегистрирован: Ср фев 01, 2006 22:29:02
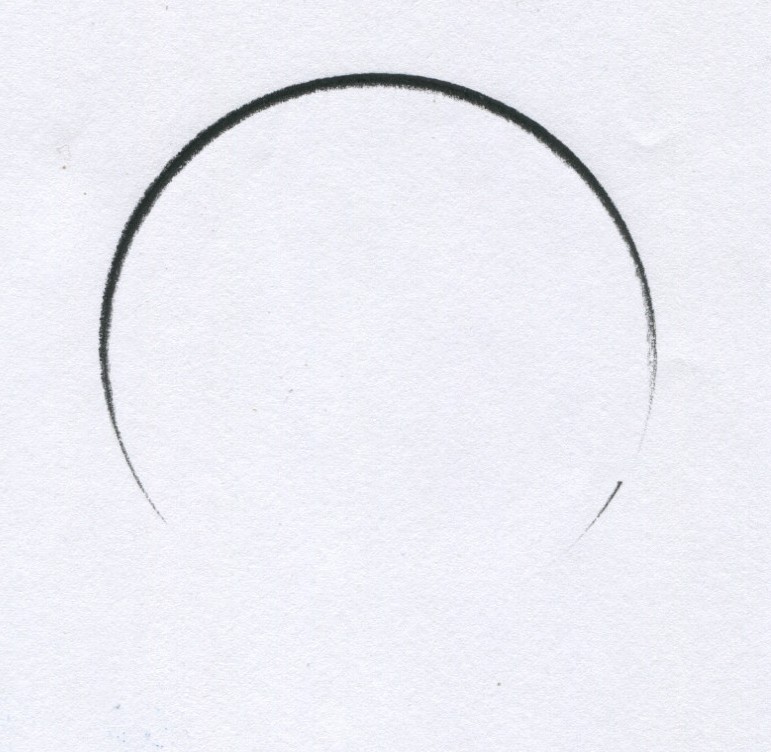
Еще пильните круги, тщательно посмотрите дабы круги были круглыми а не овалы.smacorp писал(а):Сегодня выпилил 2 одинаковых детали -
Тут уже искать надо что косит, либо направляющие криво стоят, либо портал относительно стола, либо стол относительно всего прочего, либо ходовая гайка, или криво стоит или недокручена. Например Ruzik лечил посадкой направляющих на эпоксидку с предварительной разборкой всего хозяйства.smacorp писал(а):Просто "пару гаек" подкрутить или всё намного серьёзнее и требуется замена осей\направляющих\чего-то ещё? Просто хочу прикинуть сложность работ у производителя, когда он получит станок и радостную новость о новой кривизне.
Лучше уж все косяки сразу править, станок ведь такая вещь что все должно быть парралельно и перпендикулярноsmacorp писал(а):Страшно представить, что покажет уже этот тест.
- Реклама

Шпиндель завален назад и немного влево:

При круге 30 мм. погрешность "округлости" до 0.2 мм., при круге 80 мм. - доходит до 0.3 мм.
И почему я уже не удивлён?
При круге 30 мм. погрешность "округлости" до 0.2 мм., при круге 80 мм. - доходит до 0.3 мм.
И почему я уже не удивлён?
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Ruzik писал(а):Сегодня сверлил, подача 100 мм/мин, обороты 10000
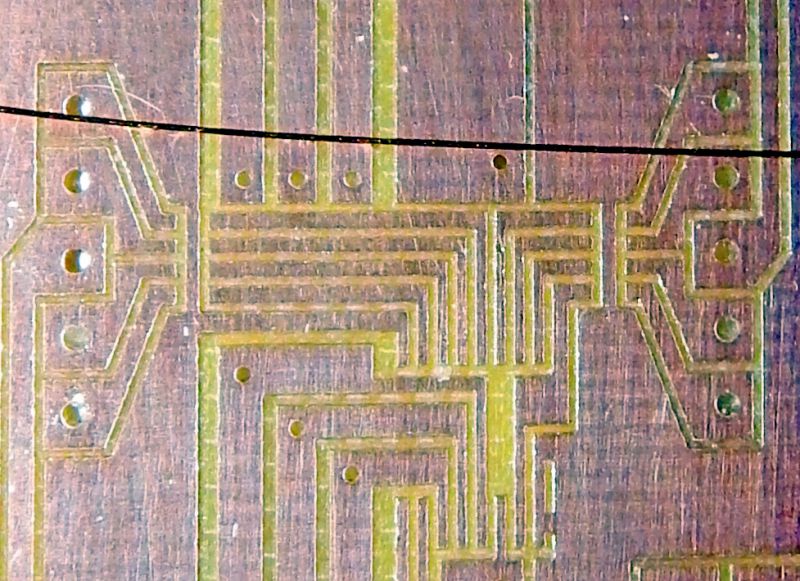
Подача 0.3 м/мин, обороты для 0.8мм 12000, для 0.5мм 16000, фрезеровка - нож 45гр пятка 0.1 24000, гориз. подача 1 м/мин
Для масштаба - провод 0.14 по эмали
Не шлифованая, сразу "из-под ножа".
Vivere bene

Интересно, с чем это все-таки связано? Неужели с толщиной линии? Я, например, почти все файлы готовлю в Corel Draw, линии задаю - сверхтонкий абрис. Но тем не менее наблюдаю такую неприятность.Sailanser писал(а): 2. Да он учитывает, но можете ради прикола провести маааааааааленький эксперимент например та же фреза 3,175 сделайте три отверстия для болта М5 к примеру одно точно 5,0 другое 4,8третье 5,2 пильните по внутреннему, и вставьте болт.
Просто я это к чему любая линия имеет толщину нулевой быть она не может, по определению, иначе линию не будет видно, ноль нет ее
Для себя проблему решил следующим образом: рисую несколько окружностей разных диаметров и пускаю тестовый запил. Измеряю реальный диаметр полученных отверстий - получаются на 0,25 мм меньше. В свойствах фрезы в ArtCAM устанавливаю ее диаметр на 0,25 мм меньше (например фреза кукуруза 2 мм, ставлю диаметр 1,75). Все - проблема решена. И по внешнему размеру, и по внутреннему - все совпадает тютелька в тютельку с чертежом.
Сначала подумал, что китайцы с фрезами что-то мутят, типа металл экономят
В общем, для себя эту проблему решил, модели делаю исходя из реальных размеров, не думая, какой размер надо добавить, а какой - наоборот уменьшить

В мире нет вредных веществ, в мире есть вредные количества © Д.И.Менделеев
Когда на форуме переходят на "Вы", в реальной жизни уже давно бьют морду © автор неизвестен.
А у меня как раз все фрезы показывают при измерении на 0.2 (чаще всего), а иногда и на 0.25 меньше положенного размера.mr_kot писал(а):Сначала подумал, что китайцы с фрезами что-то мутят, типа металл экономятШтангелем проверил диаметр - все сходится - фреза кукуруза 2 мм и штангель показывает около двух. Но никак не 1,75
Например, на днях пришла фреза - http://www.ebay.com/itm/271455693549?_t ... EBIDX%3AIT - измеряем ширину рабочей части - 21.8 мм. - а должно быть 22. Врёт штангенциркуль? Хорошо, измеряем хвостовик - 6 мм. - как и должно быть. Получается, штангенциркуль не причём.
И вот такая "мистика" со всем фрезами. Ни одна фреза ни одного продавца не имеет заявляемого диаметра.
А вот у свёрл такого не наблюдается - все диаметры правильные.
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Диаметр фрезы не так просто измерить. Фрезу надо вращать. Проще всего - это просверлить фрезой отверстие (без смещения, как сверлом) и измерить диаметр отверстия либо штангелем, либо подбором подходящего по диаметру сверла.
ЗЫ
Хотя, такую фрезу, как по ссылке, можно и так измерить.
ЗЫ
Хотя, такую фрезу, как по ссылке, можно и так измерить.
В мире нет вредных веществ, в мире есть вредные количества © Д.И.Менделеев
Когда на форуме переходят на "Вы", в реальной жизни уже давно бьют морду © автор неизвестен.
О чём и речь. Когда измерял кукурузы и всякие 1-2 заходные не был так уверен, а когда эту получил и вымерял те же 0.2 мм. отклонения, так и убедился, что что-то тут не так.mr_kot писал(а):Хотя, такую фрезу, как по ссылке, можно и так измерить
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
smacorp чисто для справки. На конечный размер детали влияет еще направление фрезерования, попутное либо встречное. При попутном фрезеровании фреза как бы больше втягивается в материал, при встречном наоборот отталкивается. Попробуйте вырежте 2 одинаковых детали но с разным направлением фрезерования. Зависит от материала, например на сплавах алюминия разница может быть в пару десяток. 
Прототипы печатных плат на заказ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701
Я, блин, тогда вообще не понимаю, как делают детали с допусками в сотые доли мм. - получается хиромантия какая-то с кучей неизвестных.mial писал(а):Зависит от материала, например на сплавах алюминия разница может быть в пару десяток
Платы для HLDI - установки лазерной засветки фоторезиста.
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com
Фоторезист Ordyl Alpha 350
Жидкое олово для лужения плат (видео) - самое лучшее и только у меня.
Паяльные маски XV501T-4 и KSM-S6189 (5 цветов).
Заказ печатных плат - pcbsmac@gmail.com

Отдельной темы не нашел про ЧПУ и матч и как что нибудь там сделать/исправить, спрошу тут:
1) есть простой код УП, к примеру:
Код: Выделить всё
G81 x1y1 z-2 R3 F500
x2 y2
x3 y3
После вывода сверла Mach выдерживает паузу, потом переходит по следующей координате и так далее.
Как убрать эту паузу, и где она вообще задаётся ?
2) второй вопрос заключается в том, Можно ли штатными средствами указать матчу скорость забуривания и отдельно скорость вывода сверла. Допустим забуривание F500, вывод F1000 ?
или тут всё печально и нужно менять станок, программу, комп, страну ?
в маче емнип стандартные коды не настраиваются никак. Можно не использовать canned cycle, а рисовать каждое отверстие руками - G0 в точку, G0 на высоту старта, G1 сверление, G0 на безопасную высоту.
[uquote="psychos",url="/forum/viewtopic.php?p=3277764#p3277764"]2) второй вопрос заключается в том, Можно ли штатными средствами указать матчу скорость забуривания и отдельно скорость вывода сверла. Допустим забуривание F500, вывод F1000 ?[/uquote]
G1 - рабочий ход, можно указать любую скорость "забуривания"
G0 - холостой ход, настраивается в мач
У меня, например, код выглядит так:
Это exellon из P-CAD, конвертированный в G-код
Если интересует какая-то отличная от общих настроек скорость подъема инструмента - используй вместо G0 команду G1
Вот кусок кода сверловки непосредственно из ArtCAM без конвертации:
[uquote="psychos",url="/forum/viewtopic.php?p=3277764#p3277764"]После вывода сверла Mach выдерживает паузу, потом переходит по следующей координате и так далее.
Как убрать эту паузу, и где она вообще задаётся ?[/uquote]
С G81 я никогда не сталкивался, поэтому ничего сказать не могу. Википедия пишет, что R - параметр стандартного цикла, возможно здесь и прячется пауза?
G1 - рабочий ход, можно указать любую скорость "забуривания"
G0 - холостой ход, настраивается в мач
У меня, например, код выглядит так:
Код: Выделить всё
%
G90
M03S15000
T02M6 (drill dia. 0.900)
G0X20.955Y35.560
G1Z-2.500F350.0
G0Z5
G0X20.955Y30.480
G1Z-2.500F350.0
G0Z5Если интересует какая-то отличная от общих настроек скорость подъема инструмента - используй вместо G0 команду G1
Вот кусок кода сверловки непосредственно из ArtCAM без конвертации:
Код: Выделить всё
%
G90
G49
M3 S15000
G0 X10.000 Y10.000 Z5.000
Z2.000
G1 Z-6.000 F320
G0 Z5.000
G0 X15.000
Z2.000
G1 Z-6.000 F320
G0 Z5.000
G0 Y15.000
Z2.000Как убрать эту паузу, и где она вообще задаётся ?[/uquote]
С G81 я никогда не сталкивался, поэтому ничего сказать не могу. Википедия пишет, что R - параметр стандартного цикла, возможно здесь и прячется пауза?
В мире нет вредных веществ, в мире есть вредные количества © Д.И.Менделеев
Когда на форуме переходят на "Вы", в реальной жизни уже давно бьют морду © автор неизвестен.
[uquote="mr_kot",url="/forum/viewtopic.php?p=3278263#p3278263"]R - параметр стандартного цикла, возможно здесь и прячется пауза?[/uquote]
это ретракт - величина подъема после сверления.
это ретракт - величина подъема после сверления.
По циклу G81.
Вот пример кусочка программы
Код G98 говорит станку, что вывод сверла после сверления делать на высоту безопасности. То есть той, с которой станок подъехал к циклу, конкретно в этой программе Z16. Если там поставить G99, или ничего не ставить, вывод сверла будет идти до высоты указанной в параметре R. Что означает эта высота, когда станок пришел в координату отверстия происходит быстрое перемещение по G0 до высоты указанной в R, у меня это 5 мм. Начиная с этой высоты станок идет до конечной глубины сверления (Z1.8 у меня), уже с рабочей скоростью, то есть как бы по G1. Подача указана в параметре F, у меня это 2000 мм/мин. После достижения глубины указанной в Z, происходит вывод сверла с максимальной скоростью по G0 на высоту либо указанной в R, либо если стоит команда G98 на высоту безопасности.
psychos Пауза это скорей всего особенность мача при работе с циклом сверления по G81.
Вот пример кусочка программы
Код: Выделить всё
%
N10 G90 G21
N20 G40 G80
N30 M05
N40 T02 M6
N50 M3 S60000
N60 G0 Z16.
N70 X26.885 Y44.884
N80 G98 G81 X26.885 Y44.884 Z1.8 R5. F2000
N90 X28.16 Y42.059
N100 X33.01 Y47.044
N110 X65.185 Y51.334
N120 X67.51 Y53.484
psychos Пауза это скорей всего особенность мача при работе с циклом сверления по G81.
Прототипы печатных плат на заказ https://radiokot.ru/forum/viewtopic.php?f=54&t=122701