|
–§–æ—Ä—É–º –Ý–∞–¥–∏–æ–ö–æ—Ç • –ü—Ä–æ—Å–º–æ—Ç—Ä —Ç–µ–º—ã - –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞
–°–æ–æ–±—â–µ–Ω–∏—è –±–µ–∑ –æ—Ç–≤–µ—Ç–æ–≤ | –ê–∫—Ç–∏–≤–Ω—ã–µ —Ç–µ–º—ã
 
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 5 –∏–∑ 7
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 124 ] |
, , , , , , |
| –ê–≤—Ç–æ—Ä |
–°–æ–æ–±—â–µ–Ω–∏–µ |
|
–ù–æ–≤—ã–π–î–µ–Ω—å
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞  –î–æ–±–∞–≤–ª–µ–Ω–æ: –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –∞–ø—Ä 13, 2022 15:19:58 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
 |
–ö–∞—Ä–º–∞: -6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: -3
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Å –∞–ø—Ä 03, 2022 07:01:29
–°–æ–æ–±—â–µ–Ω–∏–π: 362
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–≠—Ç–∏ –≤–æ–ª–Ω—ã - —Ä–µ–∑—É–ª—å—Ç–∞—Ç –º–µ—Ö–∞–Ω–∏—á–µ—Å–∫–∏—Ö –∫–æ–ª–µ–±–∞–Ω–∏–π –º–æ—Ç–æ—Ä–∞, –ø–æ—Ä—Ç–∞–ª–∞ –∏ —Å—Ç–æ–ª–∞ –ø—Ä–∏ —Å–º–µ–Ω–µ –Ω–∞–ø—Ä–∞–≤–ª–µ–Ω–∏—è –¥–≤–∏–∂–µ–Ω–∏—è, —Ç–æ –µ—Å—Ç—å –ø—Ä–∏ —Ä–∞–∑–∫–æ–º —Ç–æ—Ä–º–æ–∂–µ–Ω–∏–∏ –∏ —Ä–∞–∑–≥–æ–Ω–µ. –ù—É–∂–Ω–æ –≤–∫–ª—é—á–∞—Ç—å —É–ø—Ä–∞–≤–ª–µ–Ω–∏–µ —É—Å–∫–æ—Ä–µ–Ω–∏—è–º–∏ –∏ —É–º–µ–Ω—å—à–∞—Ç—å –∏—Ö, –∞ —Ç–∞–∫ –∂–µ –∑–∞–∫—Ä–µ–ø–∏—Ç—å –º–æ—Ç–æ—Ä—ã –∏ —Å–¥–µ–ª–∞—Ç—å –±–æ–ª–µ–µ –∂–µ—Å—Ç–∫—É—é –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏—é. –ñ–µ—Å—Ç–∫–æ—Å—Ç—å –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏–∏ –ø–æ–º–æ–≥–∞–µ—Ç —Ç–æ–ª—å–∫–æ –¥–æ –æ–ø—Ä–µ–¥–µ–ª–µ–Ω–Ω–æ–≥–æ –ø—Ä–µ–¥–µ–ª–∞, –¥–∞–ª—å—à–µ –ø–æ–º–æ–≥–∞–µ—Ç —Ç–æ–ª—å–∫–æ —É–º–µ–Ω—å—à–µ–Ω–∏–µ —É—Å–∫–æ—Ä–µ–Ω–∏–π –∏ —Å–∫–æ—Ä–æ—Å—Ç–∏ –ø–µ—á–∞—Ç–∏. –•–æ—Ç—è –≤ –ø—Ä–∏–Ω—Ü–∏–ø–µ, –∫—É–±–∏–∫ –ø–æ–ª—É—á–∏–ª—Å—è –Ω–µ —Ç–∞–∫ —É–∂ –∏ –ø–ª–æ—Ö–æ, –∫–∞–∫ –ø—Ä–µ–¥–≤–∏–¥–µ–ª–æ—Å—å  –û—Ç —Å—Ç–æ–ª–∞ –∫—É–±–∏–∫ –æ—Ç–ª–∏–ø–∞–µ—Ç –ø—Ä–∏ –æ—Å—Ç—ã–≤–∞–Ω–∏–∏ –ø–ª–∞—Ç—Ñ–æ—Ä–º—ã. –ê –µ—Å–ª–∏ –ø–ª–∞—Ç—Ñ–æ—Ä–º–∞ –º–∞–≥–Ω–∏—Ç–Ω–∞—è —Å–æ —Å—ä–µ–º–Ω–æ–π –≥–∏–±–∫–æ–π –ø–æ–¥–ª–æ–∂–∫–æ–π, —Ç–æ —Å–Ω—è–≤ –ø–æ–¥–ª–æ–∂–∫—É —Å –º–æ–¥–µ–ª—å—é, —Å–ª–µ–≥–∫–∞ –∏–∑–≥–∏–±–∞–µ–º –ø–æ–¥–ª–æ–∂–∫—É —Ç–∞–∫, —á—Ç–æ–±—ã –∫—É–±–∏–∫ –Ω–∞—á–∞–ª –æ—Ç–ª–∏–ø–∞—Ç—å –ø–æ —É–≥–ª–∞–º. –ï—Å–ª–∏ –Ω–µ—Ç –≥–∏–±–∫–æ–π –ø–æ–¥–ª–æ–∂–∫–∏, —Ç–æ –∫—É–±–∏–∫ —Å–Ω–∏–º–∞—é—Ç —Å—Ç—Ä–æ–∏—Ç–µ–ª—å–Ω—ã–º —à–ø–∞—Ç–µ–ª–µ–º, –ø–æ–¥–¥–µ–≤–∞—è –ø–æ —É–≥–ª–∞–º –∏ –∞–∫–∫—É—Ä–∞—Ç–Ω–æ –æ—Ç–∫–ª–µ–∏–≤–∞—è –º–æ–¥–µ–ª—å. PLA –æ—Ç PETG –º–æ–∂–Ω–æ –æ—Ç–ª–∏—á–∏—Ç—å –Ω–∞ –æ—â—É–ø—å. PETG —á—É—Ç—å –±–æ–ª–µ–µ —É–ø—Ä—É–≥–∏–π –∏ —ç–ª–∞—Å—Ç–∏—á–Ω—ã–π, –∞ –ø–æ –æ—â—É—â–µ–Ω–∏—è–º —á—É—Ç—å –±–æ–ª–µ–µ –≥–ª–∞–¥–∫–∏–π. –•–æ—Ç—è —ç—Ç–æ –∑–∞–≤–∏—Å–∏—Ç –æ—Ç –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç–µ–ª—è. –î–ª—è PETG –Ω—É–∂–Ω–∞ –±–æ–ª–µ–µ –≤—ã—Å–æ–∫–∫–∞—è —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä–∞ —Ö–æ—Ç—ç–Ω–¥–∞ (–Ω–∞–≥—Ä–µ–≤–∞—Ç–µ–ª—è —Å–æ–ø–ª–∞) –∏ —Å—Ç–æ–ª–∞, –∞ —Ç–∞–∫ –∂–µ –∏–Ω—ã–µ –Ω–∞—Å—Ç—Ä–æ–π–∫–∏ –ø–æ–¥–∞—á–∏ –∏ –æ—Ç–∫–∞—Ç–∞ (—Ä–µ—Ç—Ä–∞–∫—Ç–∞) –ø–ª–∞—Å—Ç–∏–∫–∞. –ò –¥–∞–∂–µ –±–æ–ª–µ–µ —Ç–æ–≥–æ, –ø—Ä–∏ –ø–µ—á–∞—Ç–∏ —Å–ª–æ–∂–Ω—ã—Ö –º–æ–¥–µ–ª–µ–π –ø—Ä–∏—Ö–æ–¥–∏—Ç—Å—è —ç–∫—Å–ø–µ—Ä–∏–º–µ–Ω—Ç–∏—Ä–æ–≤–∞—Ç—å —Å –Ω–∞—Å—Ç—Ä–æ–π–∫–∞–º–∏ –≤ —Å–ª–∞–π—Å–µ—Ä–µ, –ø–æ –Ω–µ—Å–∫–æ–ª—å–∫—É —Ä–∞–∑ –Ω–∞—Ä–µ–∑–∞—è –º–æ–¥–µ–ª—å –∏ –ø—Ä–æ–±—É—è –ø–µ—á–∞—Ç–∞—Ç—å. –ù—É –∏ –µ—â–µ —Ä–∞–∑ –ø–æ–≤—Ç–æ—Ä—é—Å—å, —á—Ç–æ —Å–º–æ—Ç—Ä–∏—Ç–µ –Ω–∞ —é—Ç—É–±–µ –≤–∏–¥–æ—Å—ã –ø–æ –≤–æ–ø—Ä–æ—Å–∞–º 3D –ø–µ—á–∞—Ç–∏ –≤ —Ü–µ–ª–æ–º –∏ –Ω–∞ Anet A8 –≤ —á–∞—Å—Ç–Ω–æ—Å—Ç–∏. –ú–Ω–æ–≥–æ –µ—Å—Ç—å –Ω—é–∞–Ω—Å–æ–≤ —Å –Ω–∞—Å—Ç—Ä–æ–π–∫–æ–π –ø–∞—Ä–∞–º–µ—Ç—Ä–æ–≤ –ø–µ—á–∞—Ç–∏ –≤ —Å–ª–∞–π—Å–µ—Ä–µ, –ø–µ—á–∞—Ç–∏ –Ω–∞–≤–∏—Å–∞–Ω–∏–π, –ø–æ–¥–¥–µ—Ä–∂–µ–∫, —Å–∫–æ—Ä–æ—Å—Ç–∏, —Ä–µ–∫—Ç—Ä–∞–∫—Ç–æ–≤, —É—Å–∫–æ—Ä–µ–Ω–∏–π...
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
 |
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Morroc
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –∞–ø—Ä 13, 2022 15:52:13 |
|
–ö–∞—Ä–º–∞: 49
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 550
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç —Ñ–µ–≤ 20, 2014 18:57:55
–°–æ–æ–±—â–µ–Ω–∏–π: 19494
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–Ω–∞—Å–∫–æ–ª—å–∫–æ —è –∑–Ω–∞—é, –ø–æ–¥ –∫–∞–∂–¥—ã–π —Ç–∏–ø –ø–ª–∞—Å—Ç–∏–∫–∞ –Ω—É–∂–Ω–æ –º–æ–¥–µ–ª—å –Ω–∞—Ä–µ–∑–∞—Ç—å (—Ñ–∞–π–ª .gcode) —Å–æ —Å–≤–æ–∏–º–∏ –Ω–∞—Å—Ç—Ä–æ–π–∫–∞–º–∏ –î–∞, –∫–æ–Ω–µ—á–Ω–æ, –µ—Å–ª–∏ –¥—Ä—É–≥–æ–π –ø–ª–∞—Å—Ç–∏–∫, —Ç–æ –ø—Ä–∏—Ö–æ–¥–∏—Ç—Å—è –ø–µ—Ä–µ–Ω–∞—Ä–µ–∑–∞—Ç—å. PETG —á—É—Ç—å –±–æ–ª–µ–µ —É–ø—Ä—É–≥–∏–π –∏ —ç–ª–∞—Å—Ç–∏—á–Ω—ã–π, –∞ –ø–æ –æ—â—É—â–µ–Ω–∏—è–º —á—É—Ç—å –±–æ–ª–µ–µ –≥–ª–∞–¥–∫–∏–π. –•–æ—Ç—è —ç—Ç–æ –∑–∞–≤–∏—Å–∏—Ç –æ—Ç –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç–µ–ª—è. –£ –º–µ–Ω—è –æ–¥–Ω–∞ –±–æ–±–∏–Ω–∞ –µ—Å—Ç—å —Å –∂–µ—Å—Ç–∫–∏–º –∏ —Ö—Ä—É–ø–∫–∏–º, –ª–æ–º–∞–µ—Ç—Å—è –∫–∞–∫ —Å—Ç–µ–∫–ª–æ. –ï—Å–ª–∏ –∏–º–µ–Ω–Ω–æ –æ—Ç PLA –æ—Ç–ª–∏—á–∞—Ç—å, —Ç–æ PETG –∏ –≥–ª–∞–¥–∫–∏–π –∏ –µ—Å–ª–∏ –¥–∞–∂–µ –Ω–µ –ø—Ä–æ–∑—Ä–∞—á–Ω—ã–π, —Ç–æ... —Å –∑–∞–∫–æ—Å–æ–º –Ω–∞ –ø–æ–ª—É–ø—Ä–æ–∑—Ä–∞—á–Ω–æ—Å—Ç—å —á—Ç–æ –ª–∏, –≤ –æ–±—â–µ–º —Å–ø—É—Ç–∞—Ç—å —Å–ª–æ–∂–Ω–æ.
_________________
"–í—Å—è –≤–æ–µ–Ω–Ω–∞—è –ø—Ä–æ–ø–∞–≥–∞–Ω–¥–∞, –≤—Å–µ –∫—Ä–∏–∫–∏, –ª–æ–∂—å –∏ –Ω–µ–Ω–∞–≤–∏—Å—Ç—å –∏—Å—Ö–æ–¥—è—Ç –æ—Ç –ª—é–¥–µ–π, –∫–æ—Ç–æ—Ä—ã–µ –Ω–∞ —ç—Ç—É –≤–æ–π–Ω—É –Ω–µ –ø–æ–π–¥—É—Ç !" / –î–∂–æ—Ä–¥–∂ –û—Ä—É—ç–ª–ª /
"–í–æ–π–Ω–∞ - —ç—Ç–æ,–∫–æ–≥–¥–∞ –∑–∞ –∏–Ω—Ç–µ—Ä–µ—Å—ã –¥—Ä—É–≥–∏—Ö,–≥–∏–±–Ω—É—Ç —Å–æ–≤–µ—Ä—à–µ–Ω–Ω–æ –±–µ–∑–≤–∏–Ω–Ω—ã–µ –ª—é–¥–∏." / –£–∏–Ω—Å—Ç–æ–Ω –ß–µ—Ä—á–∏–ª–ª—å /
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
–ñ—É–ß–æ–ö
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –∞–ø—Ä 13, 2022 17:21:40 |
|
| –û–ø—ã—Ç–Ω—ã–π –∫–æ—Ç |
 |
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 14
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± –¥–µ–∫ 24, 2016 10:01:17
–°–æ–æ–±—â–µ–Ω–∏–π: 783
–û—Ç–∫—É–¥–∞: –ß–µ—Ä–∫–µ—Å—Å–∫ /// –ü–∏—Ç–µ—Ä
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–£ –º–µ–Ω—è –Ω–∞ –∞–ª—é–º–∏–Ω–∏–µ–≤—ã–π —Å—Ç–æ–ª –Ω–∞–∫–ª–µ–µ–Ω–∞ –ø–ª–∞—Å—Ç–∏–∫–æ–≤–∞—è —Å–∞–º–æ–∫–ª–µ–π–∫–∞—è –Ω–∞–∫–ª–µ–π–∫–∞. –ü–æ—Å–ª–µ –∑–∞–≤–µ—Ä—à–µ–Ω–∏—è –ø–µ—á–∞—Ç–∏ –≤—ã–∫–ª—é—á–∏–ª –ø—Ä–∏–Ω—Ç–µ—Ä, –¥—É–º–∞–ª –¥–µ—Ç–∞–ª—å —Å–∞–º–∞ –æ—Ç–ª–µ—Ç–∏—Ç, –Ω–æ –æ–Ω–∞ –ø—Ä–∏–∫–ª–µ–µ–ª–∞—Å—å –Ω–∞–º–µ—Ä—Ç–≤–æ. –ú–Ω–µ —Ä–µ–∫–æ–º–µ–Ω–¥–æ–≤–∞–ª–∏ –ø–æ–¥–æ–≥—Ä–µ—Ç—å —Å—Ç–æ–ª –¥–æ 50...60 –≥—Ä–∞–¥—É—Å–æ–≤ –∏ –ø–æ—Å—Ç–∞—Ä–∞—Ç—å—Å—è –∫–∞–Ω—Ü–µ–ª—è—Ä—Å–∫–∏–º –Ω–æ–∂–æ–º –ø–æ–¥–¥–µ—Ç—å –∏ –ø–ª–æ—Å–∫–∏–º —à–ø–∞—Ç–µ–ª–µ–º –æ—Ç–ª–µ–ø–∏—Ç—å. –ù—É –≤ –æ–±—â–µ–º 55 –∏ –¥–∞–∂–µ 60 –≥—Ä–∞–¥—É—Å–æ–≤ –ø–æ–¥–æ–≥—Ä–µ—Ç—ã–π —Å—Ç–æ–ª –æ–∫–∞–∑–∞–ª–æ—Å—å –º–∞–ª–æ. –ü–æ—Å—Ç–∞–≤–∏–ª 70*–° –∏ –¥–µ—Ç–∞–ª—å —É–¥–∞–ª–æ—Å—å –ø–æ–¥–¥–µ—Ç—å, –Ω–æ –ø—Ä–∏ –æ—Ç–ª–∏–ø–µ –≥—Ä–∞–Ω—å, –ø—Ä–∏–∫–ª–µ–µ–Ω–∞—è –∫ —Å—Ç–æ–ª—É —Å—Ç–∞–ª–∞ –¥–µ—Ñ–æ—Ä–º–∏—Ä–æ–≤–∞—Ç—å—Å—è, –Ω–æ –≤ –∏—Ç–æ–≥–µ –æ—Ç–ª–∏–ø–ª–∞ –∏ –ø–æ—Å–ª–µ –ø—Ä–∏–∫–ª–∞–¥—ã–≤–∞–Ω–∏—è –∫ –ø–ª–æ—Å–∫–æ–º—É —Å—Ç–æ–ª—É –æ–Ω–∞ —Å—Ç–∞–ª–∞ –æ–ø—è—Ç—å —Ä–æ–≤–Ω–æ–π. –ò–∑–º–µ—Ä–µ–Ω–∏—è —à—Ç–∞–Ω–≥–µ–ª–µ–º –ø–æ–∫–∞–∑–∞–ª–∏, —á—Ç–æ –≤—ã—Å–æ—Ç–∞ –∫—É–±–∞ 40,5 –º–º, –∞ –≤ –≥–æ—Ä–∏–∑–æ–Ω—Ç–∞–ª—å–Ω–æ–π –ø–ª–æ—Å–∫–æ—Å—Ç–∏ –æ–∫–æ–ª–æ 39,5 –º–º. –í –æ–±—â–µ–º, –ø–æ–≥—Ä–µ—à–Ω–æ—Å—Ç—å 1 –º–º. –ï—Å–ª–∏ –≥—É–±–∞–º–∏ –ø—Ä–∏—Å–ª–æ–Ω–∏—Ç—å –∏ –ø–æ–¥—É—Ç—å, —Ç–æ –ø–ª–∞—Å—Ç–∏–∫ –ø—Ä–æ–ø—É—Å–∫–∞–µ—Ç –≤–æ–∑–¥—É—Ö. –ü—Ä–∏ –Ω–µ –æ—á–µ–Ω—å —Å–∏–ª—å–Ω–æ–º —Å–¥–∞–≤–ª–∏–≤–∞–Ω–∏–∏, —á—É–≤—Å—Ç–≤—É–µ—Ç—Å—è –∫–∞–∫ –≥—Ä–∞–Ω–∏ —Å–ª–µ–≥–∫–∞ –ø—Ä—É–∂–∏–Ω—è—Ç. –ú–æ—Ç–æ—á–µ–∫ –ø–ª–∞—Å—Ç–∏–∫–∞ –∏–∑—Ä–∞—Å—Ö–æ–¥–æ–≤–∞–ª –Ω–µ –≤–µ—Å—å, –æ—Å—Ç–∞–ª–æ—Å—å –º–µ–Ω—å—à–µ –ø–æ–ª–æ–≤–∏–Ω—ã. –ï—â—ë –µ—Å—Ç—å –ø–∞–∫–µ—Ç–∏–∫ —Å —Ç–∞–∫–∏–º–∏ –º–æ—Ç–æ—á–∫–∞–º–∏ –ø–ª–∞—Å—Ç–∏–∫–∞ —Ä–∞–∑–Ω—ã—Ö —Ü–≤–µ—Ç–æ–≤. –°—É–¥—è –ø–æ –≤—Å–µ–º—É —ç—Ç–æ –≤—Å—ë PLA. –ü—Ä–∏ –ø–µ—á–∞—Ç–∏ –≤—ã–±—Ä–∞–ª –≤ –º–µ–Ω—é –ø—Ä–µ—Å–µ—Ç –¥–ª—è PLA, –ø—Ä–∏–Ω—Ç–µ—Ä —Å–∞–º –∑–∞–¥–∞–ª –ø–∞—Ä–∞–º–µ—Ç—Ä—ã —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä—ã –∏ –¥—Ä. –í—Å—ë —Å—Ç–æ—è–ª–æ –ø–æ —É–º–æ–ª—á–∞–Ω–∏—é. –î—Ä–∞–π–≤–µ—Ä–æ–≤ –¥–ª—è Linux —Ä–æ–¥–Ω—ã—Ö –Ω–µ—Ç. –ï—Å—Ç—å –æ–ø–∏—Å–∞–Ω–∏–µ, –∫–∞–∫ –ø–æ–¥—Ä—É–∂–∏—Ç—å –ø—Ä–∏–Ω—Ç–µ—Ä —Å –£–±—É–Ω—Ç–æ–π https://3dtoday.ru/blogs/resevar/proshi ... pod-ubuntu–ù–æ –æ–ø–∏—Å–∞–Ω–∏–µ –∫–∞–∫–æ–µ-—Ç–æ –∫—Ä–∏–≤–æ–µ, —Ç–∞–º —Ñ–∏–≥ —á–µ–≥–æ –ø–æ–π–º—ë—à—å. –¢–∞–º —Å—Ç–∞–≤–∏—Ç—Å—è –≤ –£–±—É–Ω—Ç—É —Å—Ä–µ–¥–∞ —Ä–∞–∑—Ä–∞–±–æ—Ç–∫–∏ –¥–ª—è –ê—Ä–¥—É–∏–Ω–æ –¥–∞–ª—å—à–µ —Å–∫–∞—á–∏–≤–∞—é—Ç—Å—è –∫–∞–∫–∏–µ-—Ç–æ —Ñ–∞–π–ª—ã —Å –ì–∏—Ç—Ö–∞–±–∞, –ø–æ—Ç–æ–º –∫–∞—á–∞–µ—Ç—Å—è –ø—Ä–æ—à–∏–≤–∫–∞ –ú–∞—Ä–ª–∏–Ω. –¢—É—Ç —É–ø—ë—Ä—Å—è –∫–∞–∫—É—é –ø—Ä–æ—à–∏–≤–∫—É –ú–∞—Ä–ª–∏–Ω –º–Ω–µ –∫–∞—á–∞—Ç—å? –¢–∞–º –µ—Å—Ç—å —Ç—Ä–∏ –≤–∞—Ä–∏–∞–Ω—Ç–∞, –ø–ª—é—Å –Ω–æ—á–Ω—ã–µ —Å–±–æ—Ä–∫–∏: https://marlinfw.org/meta/download/–•–æ—Ç–µ–ª –±—ã –ø–æ–¥—Ä—É–∂–∏—Ç—å –ø—Ä–∏–Ω—Ç–µ—Ä —Å –∫–æ–º–ø–æ–º, –Ω–æ —Ç–∞–Ω—Ü—ã —Å –±—É–±–Ω–æ–º —ç—Ç–æ —Ç–æ—Å–∫–ª–∏–≤–æ–µ –¥–µ–ª–æ.  –Ø –Ω–∞—Å—Ç—Ä–∞–∏–≤–∞–ª –≤—ã—Å–æ—Ç—É —Å—Ç–æ–ª–∞ –ø—Ä–∏ –ø–æ–º–æ—â–∏ –ª–∏—Å—Ç–∞ –±—É–º–∞–≥–∏. –¢–∞–∫ –∏ –Ω–µ —É–¥–∞–ª–æ—Å—å –¥–æ–±–∏—Ç—å—Å—è –æ–¥–∏–Ω–∞–∫–æ–≤–æ–≥–æ –∑–∞–∑–æ—Ä–∞ –ø–æ –≤—Å–µ–π –ø–ª–æ—â–∞–¥–∏. –¢–∞–∫–æ–µ –æ—â—É—â–µ–Ω–∏–µ, —á—Ç–æ –≤ —Å–µ—Ä–µ–¥–∏–Ω–µ —Å—Ç–æ–ª–∞ –Ω–µ –±–æ–ª—å—à–∞—è —è–º–∞. –ú–Ω–µ –ø–æ—Å–æ–≤–µ—Ç–æ–≤–∞–ª–∏ —Å–¥–µ–ª–∞—Ç—å —Ç–∞–∫, —á—Ç–æ –±—ã –ø–µ—Ä–≤—ã–π —Å–ª–æ–π –Ω–µ –æ—á–µ–Ω—å —Å–∏–ª—å–Ω–æ –≤–º–∞–∑—ã–≤–∞–ª—Å—è –≤ –ø–æ–¥–ª–æ–∂–∫—É, –Ω–æ, –∫–∞–∫ —ç—Ç–æ —Ä–µ–∞–ª—å–Ω–æ —Å–¥–µ–ª–∞—Ç—å, –Ω–µ —è—Å–Ω–æ. –ú–Ω–µ –Ω–µ –ø–æ–Ω—è—Ç–Ω–æ, –û–° –¥–ª—è —É–ø—Ä–∞–≤–ª–µ–Ω–∏—è –ø—Ä–∏–Ω—Ç–µ—Ä–∞ —Å–∏–¥–∏—Ç –≤ –∫–∞—Ä—Ç–µ –ø–∞–º—è—Ç–∏, –∏–ª–∏ –æ–Ω–∞ –Ω–∞—Ö–æ–¥–∏—Ç—Å—è –≤ –º–∏–∫—Ä–æ—Å—Ö–µ–º–∞—Ö —Å–∞–º–æ–π –º–∞—Ç–µ—Ä–∏–Ω—Å–∫–æ–π –ø–ª–∞—Ç—ã? –í–∫–ª—é—á–∏—Ç—Å—è –ª–∏ –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ –∫–∞—Ä—Ç—ã –ø–∞–º—è—Ç–∏?
_________________
–ü–æ–ª—É–º–µ—Ç—Ä–∏—á–Ω–æ–π –¥—Ä–æ–∂–∏ —Å–∏–ª—å–Ω—ã–π —Ç–æ–∫
–û–±—Ä–∞—Ç–Ω–æ–π —Å–≤—è–∑—å—é —Ç—É—Ç –∂–µ –æ–±–µ—Ä–Ω–µ—Ç—Å—è,
–¢–∞–∫–æ–π –∫–∞—Å–∫–∞–¥–Ω–æ–π, —á—Ç–æ –≤ –Ω–µ–¥–æ–ª–≥–∏–π —Å—Ä–æ–∫
–ö–æ—Ä–æ—Ç–∫–æ–π —è—Ä–∫–æ–π –≤—Å–ø—ã—à–∫–æ–π —Ü–µ–ø—å –∑–∞–º–∫–Ω–µ—Ç—Å—è!
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–ù–æ–≤—ã–π–î–µ–Ω—å
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –∞–ø—Ä 13, 2022 17:58:22 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
|
–ö–∞—Ä–º–∞: -6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: -3
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Å –∞–ø—Ä 03, 2022 07:01:29
–°–æ–æ–±—â–µ–Ω–∏–π: 362
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
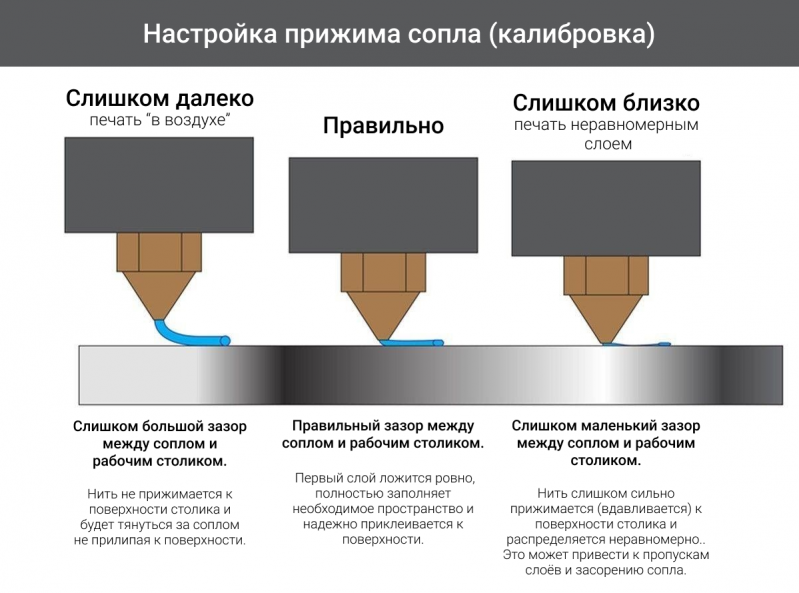
Попробуйте калибровать зазор при нагретом до 50°-60° столе, возможно при нагреве прогиб уйдет, это бывает.
–í —Å–ª–∞–π—Å–µ—Ä–µ –µ—Å—Ç—å –∫–æ—Ä—Ä–µ–∫—Ü–∏—è –≥–µ–æ–º–µ—Ç—Ä–∏—á–µ—Å–∫–∏—Ö —Ä–∞–∑–º–µ—Ä–æ–≤ –ø–æ –æ—Å—è–º, –º–æ–∂–Ω–æ –ø–æ–¥–æ–≥–Ω–∞—Ç—å –ø—Ä–æ—Ü–µ–Ω—Ç—ã —Ä–∞–∑–Ω–∏—Ü—ã.
При чрезмерной адгезии (прилипании) попробуйте печатать при более низкой температуре стола, 40°-45°. Возможно, при печати первого слоя слишком малый зазор до стола. В слайсере есть параметр толщины первого слоя, а так же параметр оффсета по Z-оси. Можно так же и вручную через менюшку принтера задать этот офсет, приподняв сопло на 0,05 - 0,1 мм.
–î–∞, –≤ –Ω–∞–ø–µ—á–∞—Ç–∞–Ω–Ω—ã—Ö –º–æ–¥–µ–ª—è—Ö –ø–æ–ª–Ω–∞—è –≥–µ—Ä–º–µ—Ç–∏—á–Ω–æ—Å—Ç—å –Ω–µ –≥–∞—Ä–∞–Ω—Ç–∏—Ä—É–µ—Ç—Å—è, —Ö–æ—Ç—è —É–≤–µ–ª–∏—á–µ–Ω–∏–µ–º –ø—Ä–æ—Ü–µ–Ω—Ç–æ–≤ –ø–æ–¥–∞—á–∏ –±–æ–ª–µ–µ-–º–µ–Ω–µ–µ –º–æ–∂–Ω–æ –¥–æ–±–∏—Ç—å—Å—è –≥–µ—Ä–º–µ—Ç–∏—á–Ω–æ—Å—Ç–∏. –ù–æ —Å—É—Ç—å –ø–µ—á–∞—Ç–Ω—ã—Ö –º–æ–¥–µ–ª–µ–π - –Ω–µ –≤ –≥–µ—Ä–º–µ—Ç–∏—á–Ω–æ—Å—Ç–∏.
–ù–∞ –ø—Ä–æ—á–Ω–æ—Å—Ç—å –º–æ–¥–µ–ª–∏ –≤–ª–∏—è–µ—Ç –ø—Ä–æ—Ü–µ–Ω—Ç –∑–∞–ø–æ–ª–Ω–µ–Ω–∏—è –≤–Ω—É—Ç—Ä–µ–Ω–Ω–µ–≥–æ –æ–±—ä–µ–º–∞ –∏ –≤—ã–±–æ—Ä —Ç–∏–ø–∞ –∑–∞–ø–æ–ª–Ω–µ–Ω–∏—è –ø–æ —Ö–∞—Ä–∞–∫—Ç–µ—Ä—É —Ä–∏—Å—É–Ω–∫–∞. –¢—É—Ç –Ω–∞–¥–æ —Å–æ–±–ª—é–¥–∞—Ç—å –±–∞–ª–∞–Ω—Å –º–µ–∂–¥—É –ø—Ä–æ—á–Ω–æ—Å—Ç—å—é –º–æ–¥–µ–ª–∏ –∏ –≤—Ä–µ–º–µ–Ω–µ–º –ø–µ—á–∞—Ç–∏, —Ä–∞—Å—Ö–æ–¥–æ–º –º–∞—Ç–µ—Ä–∏–∞–ª–∞. –û–±—ã—á–Ω–æ–µ –∑–∞–ø–æ–ª–Ω–µ–Ω–∏–µ –æ—Ç 10% –¥–æ 20%, –º–∞–∫—Å–∏–º–∞–ª—å–Ω–æ–µ - 40% - 50%, –±–æ–ª—å—à–µ –ø—Ä–∞–∫—Ç–∏—á–µ—Å–∫–∏ –Ω–µ —Ç—Ä–µ–±—É–µ—Ç—Å—è, –ø–æ—Å–∫–æ–ª—å–∫—É –≤—Ä–µ–º—è –ø–µ—á–∞—Ç–∏ –∏ —Ä–∞—Å—Ö–æ–¥ –º–∞—Ç–µ—Ä–∏–∞–ª–∞ —Å–∏–ª—å–Ω–æ –≤–æ–∑—Ä–∞—Å—Ç–∞—é—Ç.
–î–∞ –∏ –≤–æ–æ–±—â–µ, 3D –ø–µ—á–∞—Ç—å, –æ—Å–æ–±–µ–Ω–Ω–æ –¥–æ–º–∞—à–Ω—è—è - —ç—Ç–æ —Å–ø–ª–æ—à—å —Ç–∞–Ω—Ü—ã —Å –±—É–±–Ω–æ–º, –º–Ω–æ–∂–µ—Å—Ç–≤–æ —Ç–µ—Å—Ç–æ–≤—ã—Ö –ø–µ—á–∞—Ç–µ–π, –ø–æ–¥–±–æ—Ä –ø–∞—Ä–∞–º–µ—Ç—Ä–æ–≤. –≠—Ç–∞ –∏–Ω–¥—É—Å—Ç—Ä–∏—è –µ—â–µ –¥–æ–≤–æ–ª—å–Ω–æ –Ω–µ—Ä–∞–∑–≤–∏—Ç–∞—è, –Ω–µ—Å–º–æ—Ç—Ä—è –Ω–∞ –±–æ–ª–µ–µ —á–µ–º 20-–ª–µ—Ç–Ω—é—é –∏—Å—Ç–æ—Ä–∏—é. –í—Å—ë —Ä–∞–≤–Ω–æ –ø–æ—Å–ª–æ–π–Ω–∞—è –ø–µ—á–∞—Ç—å —É—Å—Ç—É–ø–∞–µ—Ç –æ–±—ä–µ–º–Ω–æ–º—É –ª–∏—Ç—å—é –∏ –æ–±—Ä–∞–±–æ—Ç–∫–µ —Ñ—Ä–µ–∑–µ—Ä–æ–≤–∫–æ–π-—Å–≤–µ—Ä–ª–æ–≤–∫–æ–π, –∫–∞–∫ –Ω–∏ –∫—Ä—É—Ç–∏, –∏ –ø–æ —Ñ–∏–∑–∏—á–µ—Å–∫–∏–º —Å–≤–æ–π—Å—Ç–≤–∞–º, –∏ –ø–æ –≤—Ä–µ–º–µ–Ω–∏ –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏—è.
–í—Å—è –ø—Ä–æ—à–∏–≤–∫–∞ —É–ø—Ä–∞–≤–ª–µ–Ω–∏—è –ø—Ä–∏–Ω—Ç–µ—Ä–æ–º —Å–∏–¥–∏—Ç –≤ –º–∏–∫—Ä–æ–∫–æ–Ω—Ç—Ä–æ–ª–ª–µ—Ä–µ –Ω–∞ –ø–ª–∞—Ç–µ –ø—Ä–∏–Ω—Ç–µ—Ä–∞. –ù–∞ Anet –ø–æ-–º–æ–µ–º—É, —Å—Ç–æ–∏—Ç ATMega –∫–∞–∫–∞—è-—Ç–æ. –ù–∞ –∫–∞—Ä—Ç–µ –ø–∞–º—è—Ç–∏ –Ω–∞—Ö–æ–¥–∏—Ç—Å—è —Ç–æ–ª—å–∫–æ —Ñ–∞–π–ª –º–æ–¥–µ–ª–∏ –≤ —Ç–µ–∫—Å—Ç–æ–≤–æ–º —Ñ–æ—Ä–º–∞—Ç–µ GCode - —Å–ø–∏—Å–æ–∫ –∫–æ–º–∞–Ω–¥ —É–ø—Ä–∞–≤–ª–µ–Ω–∏—è –Ω–∞–≥—Ä–µ–≤–∞—Ç–µ–ª—è–º–∏ –∏ –º–æ—Ç–æ—Ä–∞–º–∏ –æ—Å–µ–π –∏ –ø–æ–¥–∞—á–∏ –ø–ª–∞—Å—Ç–∏–∫–∞. –ü—Ä–æ—à–∏–≤–∫–∞ –ø—Ä–∏–Ω—Ç–µ—Ä–∞ —á–∏—Ç–∞–µ—Ç –≤ —Ñ–∞–π–ª–µ —Å—Ç—Ä–æ—á–∫–∏ –ø–æ –æ—á–µ—Ä–µ–¥–∏ –∏ –≤—ã–ø–æ–ª–Ω—è–µ—Ç –∫–æ–º–∞–Ω–¥—ã. –í –∫–æ–º–∞–Ω–¥–∞—Ö GCode –∑–∞–ø–∏—Å–∞–Ω–æ, –Ω–∞–ø—Ä–∏–º–µ—Ä –Ω–∞ —Å–∫–æ–ª—å–∫–æ –º–∏–ª–ª–∏–º–µ—Ç—Ä–æ–≤ –ø–µ—Ä–µ–º–µ—Å—Ç–∏—Ç—å –≥–æ–ª–æ–≤–∫—É –ø–æ –æ—Å–∏ X –∏ —Å –∫–∞–∫–æ–π —Å–∫–æ—Ä–æ—Å—Ç—å—é, –∞ –ø—Ä–æ—à–∏–≤–∫–∞ –ø—Ä–∏–Ω—Ç–µ—Ä–∞ –≤—ã—á–∏—Å–ª—è–µ—Ç, —Å–∫–æ–ª—å–∫–æ –Ω—É–∂–Ω–æ –ø–æ–¥–∞—Ç—å –∏–º–ø—É–ª—å—Å–æ–≤ –Ω–∞ –¥—Ä–∞–π–≤–µ—Ä —à–∞–≥–æ–≤–æ–≥–æ –º–æ—Ç–æ—Ä–∞ –∏ —Å –∫–∞–∫–æ–π —á–∞—Å—Ç–æ—Ç–æ–π. –¢–∞–∫ –∂–µ, –ø—Ä–æ—à–∏–≤–∫–∞ —Å–ª–µ–¥–∏—Ç –∑–∞ —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä–æ–π –Ω–∞–≥—Ä–µ–≤–∞—Ç–µ–ª–µ–π, –Ω—É –∏ —É–ø—Ä–∞–≤–ª—è–µ—Ç –≤—ã–≤–æ–¥–æ–º –Ω–∞ –¥–∏—Å–ø–ª–µ–π.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
JMC.Hard
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –∞–ø—Ä 13, 2022 20:21:44 |
|
| –ú—É—á–∏—Ç–µ–ª—å –º–∏–∫—Ä–æ—Å—Ö–µ–º |
 |
–ö–∞—Ä–º–∞: 9
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 107
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 16, 2020 20:38:41
–°–æ–æ–±—â–µ–Ω–∏–π: 445
–û—Ç–∫—É–¥–∞: –ö—Ä–∞—Å–Ω–æ–¥–∞—Ä—Å–∫–∏–π –∫—Ä–∞–π, –≥.–ê–±–∏–Ω—Å–∫
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ñ—É–ß–æ–ö, —ç—Ç–æ –ø–æ–¥ Windows —Å–æ –≤—Å—è–∫–∏–º–∏ –¥—Ä–∞–π–≤–µ—Ä–∞–º–∏ —Ç–∞–Ω—Ü—ã —Å –±—É–±–Ω–∞–º–∏  –ü–æ–¥ Linux'–æ–º –≤—Å—ë –≥–æ—Ä–∞–∑–¥–æ –ø—Ä–æ—â–µ  –ü—Ä–æ—à–∏–≤–∫—É –Ω–∞ –ø—Ä–∏–Ω—Ç–µ—Ä–µ –ø–æ–∫–∞ –Ω–µ –º–µ–Ω—è–π—Ç–µ, –µ–π —Å–æ–≤–µ—Ä—à–µ–Ω–Ω–æ –ø–æ—Ñ–∏–≥ —Å Windows –∏–ª–∏ —Å Linux'–∞ —Å –Ω–µ–π —Ä–∞–±–æ—Ç–∞—Ç—å –±—É–¥—É—Ç. –ö–æ–≥–¥–∞ –±–æ–ª–µ–µ –≥–ª—É–±–∂–µ –≤ —Ç–µ–º—É –≤—ä–µ–¥–µ—Ç–µ, —Ç–æ–≥–¥–∞ –±—ã—Ç—å –º–æ–∂–µ—Ç –∏ –∑–∞—Ö–æ—á–µ—Ç—Å—è –ø—Ä–æ—à–∏–≤–∫—É —Å–º–µ–Ω–∏—Ç—å. –°–∫–∞–∂–∏—Ç–µ –≤–µ—Ä—Å–∏—é –í–∞—à–µ–≥–æ Repetier-Host'–∞, –ø–æ–º–æ–∂–µ–º —Å –Ω–∞—Å—Ç—Ä–æ–π–∫–æ–π –∏ –ø–æ–¥–∫–ª—é—á–µ–Ω–∏–µ–º, –æ–Ω–æ –Ω—É–∂–Ω–æ –±—É–¥–µ—Ç –¥–ª—è –æ—Ç–ª–∞–¥–∫–∏-–¥–æ–≤–æ–¥–∫–∏. –ê –≤–æ–æ–±—â–µ, –ø—Ä–∏–Ω—Ç–µ—Ä –ª—É—á—à–µ —Å —Ñ–ª–µ—à–∫–∏ –Ω–∞ –ø–µ—á–∞—Ç—å –∑–∞–ø—É—Å–∫–∞—Ç—å, —Ç–µ–º –±–æ–ª–µ–µ –æ–Ω –∏ —Å—É—Ç–∫–∞–º–∏ –º–æ–∂–µ—Ç —á—Ç–æ–π-—Ç–æ –ø–µ—á–∞—Ç–∞—Ç—å -- –Ω–µ –±—É–¥–µ—Ç–µ –∂ —É –∫–æ–º–ø–∏–∫–∞ —Å–∏–¥–µ—Ç—å –∫–∞—Ä–∞—É–ª–∏—Ç—å –î–∞, –∫—Å—Ç–∞—Ç–∏ ...   –æ–Ω–æ –í–∞–º –ø–æ–º–æ–∂–µ—Ç
_________________
–õ—É—á—à–µ —Å–¥–µ–ª–∞—Ç—å –∏ –∂–∞–ª–µ—Ç—å, —á–µ–º –∂–∞–ª–µ—Ç—å, —á—Ç–æ –Ω–µ —Å–¥–µ–ª–∞–ª ...
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
–ñ—É–ß–æ–ö
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 14, 2022 08:05:35 |
|
| –û–ø—ã—Ç–Ω—ã–π –∫–æ—Ç |
|
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 14
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± –¥–µ–∫ 24, 2016 10:01:17
–°–æ–æ–±—â–µ–Ω–∏–π: 783
–û—Ç–∫—É–¥–∞: –ß–µ—Ä–∫–µ—Å—Å–∫ /// –ü–∏—Ç–µ—Ä
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
JMC.Hard –ø–∏—Å–∞–ª(–∞): –°–∫–∞–∂–∏—Ç–µ –≤–µ—Ä—Å–∏—é –í–∞—à–µ–≥–æ Repetier-Host'–∞ –í–æ—Ç —Ç–∞–∫–∞—è.
_________________
–ü–æ–ª—É–º–µ—Ç—Ä–∏—á–Ω–æ–π –¥—Ä–æ–∂–∏ —Å–∏–ª—å–Ω—ã–π —Ç–æ–∫
–û–±—Ä–∞—Ç–Ω–æ–π —Å–≤—è–∑—å—é —Ç—É—Ç –∂–µ –æ–±–µ—Ä–Ω–µ—Ç—Å—è,
–¢–∞–∫–æ–π –∫–∞—Å–∫–∞–¥–Ω–æ–π, —á—Ç–æ –≤ –Ω–µ–¥–æ–ª–≥–∏–π —Å—Ä–æ–∫
–ö–æ—Ä–æ—Ç–∫–æ–π —è—Ä–∫–æ–π –≤—Å–ø—ã—à–∫–æ–π —Ü–µ–ø—å –∑–∞–º–∫–Ω–µ—Ç—Å—è!
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Morroc
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 14, 2022 09:10:03 |
|
–ö–∞—Ä–º–∞: 49
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 550
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç —Ñ–µ–≤ 20, 2014 18:57:55
–°–æ–æ–±—â–µ–Ω–∏–π: 19494
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–£ –º–µ–Ω—è –Ω–∞ –∞–ª—é–º–∏–Ω–∏–µ–≤—ã–π —Å—Ç–æ–ª –Ω–∞–∫–ª–µ–µ–Ω–∞ –ø–ª–∞—Å—Ç–∏–∫–æ–≤–∞—è —Å–∞–º–æ–∫–ª–µ–π–∫–∞—è –Ω–∞–∫–ª–µ–π–∫–∞. –ü–æ—Å–ª–µ –∑–∞–≤–µ—Ä—à–µ–Ω–∏—è –ø–µ—á–∞—Ç–∏ –≤—ã–∫–ª—é—á–∏–ª –ø—Ä–∏–Ω—Ç–µ—Ä, –¥—É–º–∞–ª –¥–µ—Ç–∞–ª—å —Å–∞–º–∞ –æ—Ç–ª–µ—Ç–∏—Ç, –Ω–æ –æ–Ω–∞ –ø—Ä–∏–∫–ª–µ–µ–ª–∞—Å—å –Ω–∞–º–µ—Ä—Ç–≤–æ. –ú–Ω–µ —Ä–µ–∫–æ–º–µ–Ω–¥–æ–≤–∞–ª–∏ –ø–æ–¥–æ–≥—Ä–µ—Ç—å —Å—Ç–æ–ª –¥–æ 50...60 –≥—Ä–∞–¥—É—Å–æ–≤ –∏ –ø–æ—Å—Ç–∞—Ä–∞—Ç—å—Å—è –∫–∞–Ω—Ü–µ–ª—è—Ä—Å–∫–∏–º –Ω–æ–∂–æ–º –ø–æ–¥–¥–µ—Ç—å –∏ –ø–ª–æ—Å–∫–∏–º —à–ø–∞—Ç–µ–ª–µ–º –æ—Ç–ª–µ–ø–∏—Ç—å. –ù—É –≤ –æ–±—â–µ–º 55 –∏ –¥–∞–∂–µ 60 –≥—Ä–∞–¥—É—Å–æ–≤ –ø–æ–¥–æ–≥—Ä–µ—Ç—ã–π —Å—Ç–æ–ª –æ–∫–∞–∑–∞–ª–æ—Å—å –º–∞–ª–æ. –ü–æ—Å—Ç–∞–≤–∏–ª 70*–° –∏ –¥–µ—Ç–∞–ª—å —É–¥–∞–ª–æ—Å—å –ø–æ–¥–¥–µ—Ç—å, –Ω–æ –ø—Ä–∏ –æ—Ç–ª–∏–ø–µ –≥—Ä–∞–Ω—å, –ø—Ä–∏–∫–ª–µ–µ–Ω–∞—è –∫ —Å—Ç–æ–ª—É —Å—Ç–∞–ª–∞ –¥–µ—Ñ–æ—Ä–º–∏—Ä–æ–≤–∞—Ç—å—Å—è, –Ω–æ –≤ –∏—Ç–æ–≥–µ –æ—Ç–ª–∏–ø–ª–∞ –∏ –ø–æ—Å–ª–µ –ø—Ä–∏–∫–ª–∞–¥—ã–≤–∞–Ω–∏—è –∫ –ø–ª–æ—Å–∫–æ–º—É —Å—Ç–æ–ª—É –æ–Ω–∞ —Å—Ç–∞–ª–∞ –æ–ø—è—Ç—å —Ä–æ–≤–Ω–æ–π. –ê–¥–≥–µ–∑–∏—è –∫ —Å—Ç–æ–ª—É —ç—Ç–æ —à–∞–º–∞–Ω—Å—Ç–≤–æ ) –î–æ–≤–æ–ª—å–Ω–æ —É–Ω–∏–≤–µ—Ä—Å–∞–ª—å–Ω–æ –∑–µ—Ä–∫–∞–ª–æ –Ω–∞ —Å—Ç–æ–ª –∫–∞–Ω—Ü–µ–ª—è—Ä—Å–∫–∏–º–∏ –∑–∞–∂–∏–º–∞–º–∏ –∏ "3D –∫–ª–µ–π" –±—Ä—ã–∑–≥–∞—Ç—å (–ª—É—á—à–µ –Ω–µ —Ç–æ—Ç, –∫–æ—Ç–æ—Ä—ã–π –∂–≤–∞—á–∫–æ–π –ø–∞—Ö–Ω–µ—Ç), –µ–≥–æ —Ö–≤–∞—Ç–∞–µ—Ç –Ω–∞–¥–æ–ª–≥–æ, –µ—Å–ª–∏ –±—Ä–∞—Ç—å –∫–æ–Ω–∫—Ä–µ—Ç–Ω—ã–π –ø–ª–∞—Å—Ç–∏–∫, —Ç–æ –º–æ–∂–Ω–æ –Ω–∞–π—Ç–∏ —Å–ø–æ—Å–æ–± –ª—É—á—à–µ, –Ω–æ –∫–∞–∫ —É–Ω–∏–≤–µ—Ä—Å–∞–ª—å–Ω—ã–π –≤–∞—Ä–∏–∞–Ω—Ç –æ–Ω —Ö–æ—Ä–æ—à–æ —Ä–∞–±–æ—Ç–∞–µ—Ç –∏ –±—É–¥–µ—Ç –∏–º–µ–Ω–Ω–æ —Ç–∞–∫ - –æ—Å—Ç—ã–ª–æ, —Å–∞–º–æ –æ—Ç–≤–∞–ª–∏–ª–æ—Å—å (abs) –∏–ª–∏ —Å–ª–µ–≥–∫–∞ –ø–æ–¥–¥–µ–ª - –æ—Ç–≤–∞–ª–∏–ª–æ—Å—å (pla, petg). –ò–∑ –æ–±—ã—á–Ω—ã—Ö –ø–ª–∞—Å—Ç–∏–∫–æ–≤ —Å–∏–ª—å–Ω–µ–µ –∞–¥–≥–µ–∑–∏—é —Ç—Ä–µ–±—É–µ—Ç ABS, –Ω–æ —É –Ω–µ–≥–æ –∏ —Å –æ—Ç–ª–∏–ø–∞–Ω–∏–µ–º –ø—Ä–æ—â–µ, –µ—Å–ª–∏ –ø–µ—á–∞—Ç–∞—Ç—å —á—Ç–æ —Ç–æ –≥—Ä–æ–º–∞–¥–Ω–æ–µ —Å—É—Ç–∫–∏ - –µ—Å—Ç—å —Å–º—ã—Å–ª –ø–æ–¥–æ–±—Ä–∞—Ç—å —á—Ç–æ —Ç–æ —è–¥—Ä–µ–Ω–æ–µ –∏–º–µ–Ω–Ω–æ –¥–ª—è ABS. –ó–µ—Ä–∫–∞–ª–æ –æ–±—ã—á–Ω–æ —Ä–æ–≤–Ω–µ–µ —Å—Ä–µ–¥–Ω–µ–≥–æ —Å—Ç–æ–ª–∏–∫–∞ (–æ–Ω –ø—Ä–æ–≥–∏–±–∞–µ—Ç—Å—è, –ø—Ä–∏—á–µ–º –æ—Ç —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä—ã –∑–∞–≤–∏—Å–∏—Ç) –∏ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—å –≥–ª–∞–¥–∫–∞—è - –Ω–∞ –ø–ª–∞—Å—Ç–∏–∫–µ —Ç–æ–∂–µ –∫—Ä–∞—Å–∏–≤–æ –∏ –≥–ª–∞–¥–∫–æ –ø–æ–ª—É—á–∞–µ—Ç—Å—è. –ï—Å–ª–∏ –≥—É–±–∞–º–∏ –ø—Ä–∏—Å–ª–æ–Ω–∏—Ç—å –∏ –ø–æ–¥—É—Ç—å, —Ç–æ –ø–ª–∞—Å—Ç–∏–∫ –ø—Ä–æ–ø—É—Å–∫–∞–µ—Ç –≤–æ–∑–¥—É—Ö. –≠—Ç–æ –∫–∞–∫ —Ç–æ –Ω–µ –æ—á–µ–Ω—å –Ω–æ—Ä–º–∞–ª—å–Ω–æ. –ù–∞–ø–µ—á–∞—Ç–∞–π—Ç–µ 2-3 —Å–ª–æ—è –∏ —Ä–∞—Å—Å–º–æ—Ç—Ä–∏—Ç–µ –ø–æ–¥—Ä–æ–±–Ω–æ, —Å –æ–¥–Ω–∏–º –ø–µ—Ä–≤—ã–º —Ç–∞–∫–æ–µ –±—ã–≤–∞–µ—Ç –∏–∑ –∑–∞ –Ω–µ–ø—Ä–∞–≤–∏–ª—å–Ω–æ–≥–æ –∑–∞–∑–æ—Ä–∞, –∞ —Å–ª–µ–¥—É—é—â–∏–µ –¥–æ–ª–∂–Ω—ã —Ä–∞–∑–º–∞–∑—ã–≤–∞—Ç—å—Å—è –∏ —Å–ª–∏–ø–∞—Ç—å—Å—è –Ω–æ—Ä–º–∞–ª—å–Ω–æ –µ—Å–ª–∏ —Å–ø–µ—Ü–∏–∞–ª—å–Ω–æ —Ä–∞—Å—Ö–æ–¥ –ø–ª–∞—Å—Ç–∏–∫–∞ –Ω–µ –∑–∞–∂–∏–º–∞—Ç—å –∏ —à–∏—Ä–∏–Ω–æ–π –Ω–µ –±–∞–ª–æ–≤–∞—Ç—å—Å—è. –ø—Ä–∏–Ω—Ç–µ—Ä —Å–∞–º –∑–∞–¥–∞–ª –ø–∞—Ä–∞–º–µ—Ç—Ä—ã —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä—ã –∏ –¥—Ä. –í—Å—ë —Å—Ç–æ—è–ª–æ –ø–æ —É–º–æ–ª—á–∞–Ω–∏—é. –ü–æ—á–∏—Ç–∞–π—Ç–µ –ø—Ä–æ —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä–Ω—ã–µ –±–∞—à–µ–Ω–∫–∏. –•–æ—Ç–µ–ª –±—ã –ø–æ–¥—Ä—É–∂–∏—Ç—å –ø—Ä–∏–Ω—Ç–µ—Ä —Å –∫–æ–º–ø–æ–º, –Ω–æ —Ç–∞–Ω—Ü—ã —Å –±—É–±–Ω–æ–º —ç—Ç–æ —Ç–æ—Å–∫–ª–∏–≤–æ–µ –¥–µ–ª–æ. –ü–æ USB ? –ó–∞–±–µ–π—Ç–µ. –£–¥–æ–±–Ω–æ —Ç–æ–ª—å–∫–æ –ø–µ—Ä–≤–æ–Ω–∞—á–∞–ª—å–Ω—ã–µ –Ω–∞—Å—Ç—Ä–æ–π–∫–∏ –¥–µ–ª–∞—Ç—å, –ø–æ—Ç–æ–º –∑–∞–≥—É–±–∏—Ç–µ –∫–∞–∫—É—é –Ω–∏–±—É–¥—å –ø–µ—á–∞—Ç—å –º–Ω–æ–≥–æ—á–∞—Å–æ–≤—É—é –∏ –±—É–¥–µ—Ç–µ —Ä–µ–ø—É —á–µ—Å–∞—Ç—å, —Å sd –∫–∞—Ä—Ç—ã –Ω–∞–¥–µ–∂–Ω–µ–µ. –Ø –Ω–∞—Å—Ç—Ä–∞–∏–≤–∞–ª –≤—ã—Å–æ—Ç—É —Å—Ç–æ–ª–∞ –ø—Ä–∏ –ø–æ–º–æ—â–∏ –ª–∏—Å—Ç–∞ –±—É–º–∞–≥–∏. –¢–∞–∫ –∏ –Ω–µ —É–¥–∞–ª–æ—Å—å –¥–æ–±–∏—Ç—å—Å—è –æ–¥–∏–Ω–∞–∫–æ–≤–æ–≥–æ –∑–∞–∑–æ—Ä–∞ –ø–æ –≤—Å–µ–π –ø–ª–æ—â–∞–¥–∏. –¢–∞–∫–æ–µ –æ—â—É—â–µ–Ω–∏–µ, —á—Ç–æ –≤ —Å–µ—Ä–µ–¥–∏–Ω–µ —Å—Ç–æ–ª–∞ –Ω–µ –±–æ–ª—å—à–∞—è —è–º–∞.
–ú–Ω–µ –ø–æ—Å–æ–≤–µ—Ç–æ–≤–∞–ª–∏ —Å–¥–µ–ª–∞—Ç—å —Ç–∞–∫, —á—Ç–æ –±—ã –ø–µ—Ä–≤—ã–π —Å–ª–æ–π –Ω–µ –æ—á–µ–Ω—å —Å–∏–ª—å–Ω–æ –≤–º–∞–∑—ã–≤–∞–ª—Å—è –≤ –ø–æ–¥–ª–æ–∂–∫—É, –Ω–æ, –∫–∞–∫ —ç—Ç–æ —Ä–µ–∞–ª—å–Ω–æ —Å–¥–µ–ª–∞—Ç—å, –Ω–µ —è—Å–Ω–æ. –Ø–º–∞ —ç—Ç–æ –∑–∞–ø—Ä–æ—Å—Ç–æ. –ò —è–º–∞ –±—ã–≤–∞–µ—Ç –∏ –±—É–≥–æ—Ä, –∞ —É –≤–∞—Å –µ—â–µ –∏ –ø–æ–¥–ª–æ–∂–∫–∞. –°–¥–µ–ª–∞—Ç—å "—ç—Ç–æ" –º–æ–∂–Ω–æ –∫–∞–∫ —Ä–∞–∑ –ø–æ–¥–±–æ—Ä–æ–º –≤—ã—Å–æ—Ç—ã - –≥–¥–µ —Ç–æ —Å–∏–ª—å–Ω–µ–µ –≤–º–∞–∂–µ—Ç—Å—è, –≥–¥–µ —Ç–æ —Å–ª–∞–±–µ–µ, –≤ —Å—Ä–µ–¥–Ω–µ–º –Ω–µ–±–æ–ª—å—à—É—é —è–º–∫—É —Å–≥–ª–∞–¥–∏—Ç. –ú–æ–∂–Ω–æ –µ—â–µ –ø–µ—á–∞—Ç–∞—Ç—å "—Ä–∞—Ñ—Ç" (–ø–æ–¥–ª–æ–∂–∫—É) –ø–æ–¥ –º–æ–¥–µ–ª—å, –∞ –Ω–∞ –Ω–µ–π —É–∂–µ –±—É–¥–µ—Ç –ø–µ—á–∞—Ç–∞—Ç—å—Å—è –º–æ–¥–µ–ª—å —Ä–æ–≤–Ω–æ - –≤ —Å–ª–∞–π—Å–µ—Ä–µ –≤—ã–±–∏—Ä–∞–µ—Ç—Å—è, –Ω–æ –ø–ª–∞—Å—Ç–∏–∫ —Ç—Ä–∞—Ç–∏—Ç—Å—è –∏ –≤—Ä–µ–º—è. –ï—Å–ª–∏ —è–º–∞ –±–æ–ª—å—à–∞—è —Ç–æ –º–æ–∂–Ω–æ –ø–æ—Å—Ç–∞–≤–∏—Ç—å –¥–∞—Ç—á–∏–∫ –≤—ã—Å–æ—Ç—ã –∏ –∫–∞–ª–∏–±—Ä–æ–≤–∞—Ç—å—Å—è –ø–æ –≤—Å–µ–º—É —Å—Ç–æ–ª—É –ª–∏–±–æ –ø–æ–ª–æ–∂–∏—Ç—å —Ç–µ–ø–ª–æ–ø—Ä–æ–≤–æ–¥—è—â—É—é —Ä–µ–∑–∏–Ω—É (—É –∫–∏—Ç–∞–π—Ü–µ–≤ –µ—Å—Ç—å) –∏ —Å—Ç–µ–∫–ª–æ/–∑–µ—Ä–∫–∞–ª–æ —Å–≤–µ—Ä—Ö—É, –∑–µ—Ä–∫–∞–ª–æ –ª—É—á—à–µ (—Ä–æ–≤–Ω–µ–µ). –í–∞—Ä–∏–∞–Ω—Ç —Å –¥–∞—Ç—á–∏–∫–æ–º –µ—â–µ —Ö–æ—Ä–æ—à —Ç–µ–º, —á—Ç–æ –Ω–µ –Ω–∞–¥–æ –≤—ã—Å–æ—Ç—É –∞–∫–∫—É—Ä–∞—Ç–Ω–æ –≤—ã—Å—Ç–∞–≤–ª—è—Ç—å –∏ –æ—Ç —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä—ã –∑–∞–∑–æ—Ä/—è–º–∞ –Ω–µ –∑–∞–≤–∏—Å–∏—Ç (–æ–±—ã—á–Ω–æ –∑–∞–≤–∏—Å–∏—Ç), –Ω–æ —è –≤ –∏—Ç–æ–≥–µ –≤—ã–∫–∏–Ω—É–ª –µ–≥–æ, –æ–∫–∞–∑–∞–ª–æ—Å—å —á—Ç–æ –Ω–∞ —Å–∞–º–æ–º –¥–µ–ª–µ –∫–æ–Ω—Ü–µ–≤–∏–∫ –ø–æ Z –¥–∞–≤–∞–ª –ø–æ–≥—Ä–µ—à–Ω–æ—Å—Ç—å, –ø–æ–º–µ–Ω—è–ª –Ω–∞ —Ö–∏—Ç—Ä—ã–π –¥–∞—Ç—á–∏–∫ —Ö–æ–ª–ª–∞ –∏ –º–∞–≥–Ω–∏—Ç - –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ—Å—Ç—å –Ω–µ–º–Ω–æ–≥–æ –ø–æ–¥–∫—Ä—É—á–∏–≤–∞—Ç—å –≤–∏–Ω—Ç—ã —Ç–µ–ø–µ—Ä—å —Ç–æ–ª—å–∫–æ –ø—Ä–∏ –ø–µ—á–∞—Ç–∏ –Ω–∞ —Ö–æ–ª–æ–¥–Ω–æ–º/–≥–æ—Ä—è—á–µ–º —Å—Ç–æ–ª–µ. –ú–Ω–µ –Ω–µ –ø–æ–Ω—è—Ç–Ω–æ, –û–° –¥–ª—è —É–ø—Ä–∞–≤–ª–µ–Ω–∏—è –ø—Ä–∏–Ω—Ç–µ—Ä–∞ —Å–∏–¥–∏—Ç –≤ –∫–∞—Ä—Ç–µ –ø–∞–º—è—Ç–∏, –∏–ª–∏ –æ–Ω–∞ –Ω–∞—Ö–æ–¥–∏—Ç—Å—è –≤ –º–∏–∫—Ä–æ—Å—Ö–µ–º–∞—Ö —Å–∞–º–æ–π –º–∞—Ç–µ—Ä–∏–Ω—Å–∫–æ–π –ø–ª–∞—Ç—ã? –í–∫–ª—é—á–∏—Ç—Å—è –ª–∏ –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ –∫–∞—Ä—Ç—ã –ø–∞–º—è—Ç–∏? –í –ú–ö –ø—Ä–æ—à–∏—Ç–∞, –Ω–∞ –∫–∞—Ä—Ç–µ –ø–∞–º—è—Ç–∏ —Ç–æ–ª—å–∫–æ –¥–∞–Ω–Ω—ã–µ –¥–ª—è –ø–µ—á–∞—Ç–∏.
_________________
"–í—Å—è –≤–æ–µ–Ω–Ω–∞—è –ø—Ä–æ–ø–∞–≥–∞–Ω–¥–∞, –≤—Å–µ –∫—Ä–∏–∫–∏, –ª–æ–∂—å –∏ –Ω–µ–Ω–∞–≤–∏—Å—Ç—å –∏—Å—Ö–æ–¥—è—Ç –æ—Ç –ª—é–¥–µ–π, –∫–æ—Ç–æ—Ä—ã–µ –Ω–∞ —ç—Ç—É –≤–æ–π–Ω—É –Ω–µ –ø–æ–π–¥—É—Ç !" / –î–∂–æ—Ä–¥–∂ –û—Ä—É—ç–ª–ª /
"–í–æ–π–Ω–∞ - —ç—Ç–æ,–∫–æ–≥–¥–∞ –∑–∞ –∏–Ω—Ç–µ—Ä–µ—Å—ã –¥—Ä—É–≥–∏—Ö,–≥–∏–±–Ω—É—Ç —Å–æ–≤–µ—Ä—à–µ–Ω–Ω–æ –±–µ–∑–≤–∏–Ω–Ω—ã–µ –ª—é–¥–∏." / –£–∏–Ω—Å—Ç–æ–Ω –ß–µ—Ä—á–∏–ª–ª—å /
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
JMC.Hard
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 14, 2022 12:46:25 |
|
| –ú—É—á–∏—Ç–µ–ª—å –º–∏–∫—Ä–æ—Å—Ö–µ–º |
|
–ö–∞—Ä–º–∞: 9
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 107
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 16, 2020 20:38:41
–°–æ–æ–±—â–µ–Ω–∏–π: 445
–û—Ç–∫—É–¥–∞: –ö—Ä–∞—Å–Ω–æ–¥–∞—Ä—Å–∫–∏–π –∫—Ä–∞–π, –≥.–ê–±–∏–Ω—Å–∫
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
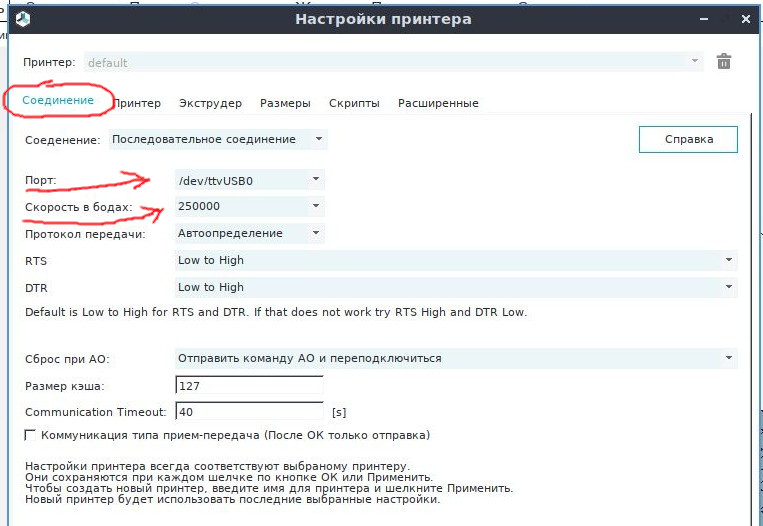
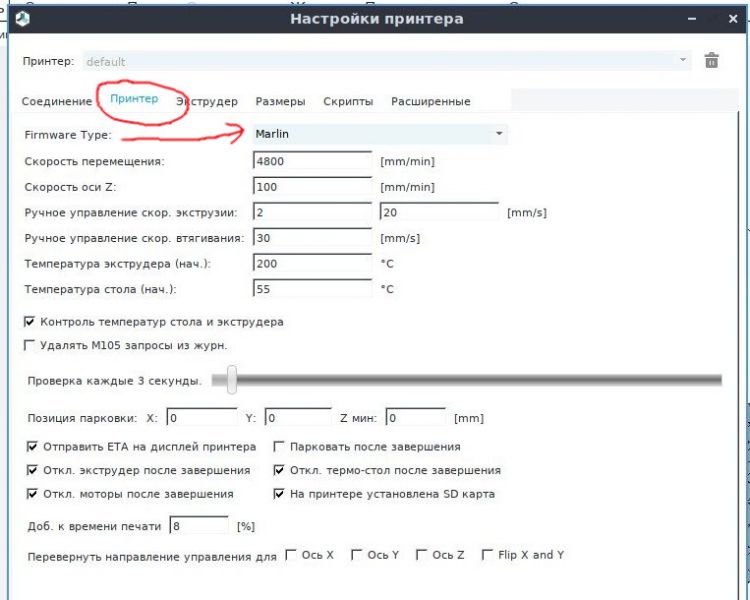
–í–æ—Ç —Ç–∞–∫–∞—è. –ü–æ–Ω—è–ª –ü–æ–¥–∫–ª—é—á–∏—Ç–µ –ø—Ä–∏–Ω—Ç–µ—Ä –∫ –Ω–æ—É—Ç—É, –∑–∞–ø—É—Å—Ç–∏—Ç–µ Repetier-Host. –í –º–µ–Ω—é -- –ö–æ–Ω—Ñ–∏–≥—É—Ä–∞—Ü–∏—è >> –ù–∞—Å—Ç—Ä–æ–π–∫–∏ –ø—Ä–∏–Ω—Ç–µ—Ä–∞. –ü—Ä–∏–≤–µ–¥–∏—Ç–µ –≤–∫–ª–∞–¥–æ—á–∫–∏ –°–æ–µ–¥–∏–Ω–µ–Ω–∏–µ –∏ –ü—Ä–∏–Ω—Ç–µ—Ä –∫ —Ç–∞–∫–æ–º—É –≤–∏–¥—É:   –ü—Ä–∏–º–µ–Ω–∏—Ç—å –ü—Ä–∏–º–µ–Ω–∏—Ç—å, –û–ö, –µ—Å—Ç–µ—Å—Ç–≤–µ–Ω–Ω–æ –ù–Ω–Ω—É, –∞ —Ç–µ–ø–µ—Ä—å –ø–æ–ø—Ä–æ–±—É–π—Ç–µ –ü–æ–¥—Å–æ–µ–¥–∏–Ω–∏—Ç—å —Ç–æ–ø–Ω—É—Ç—å
_________________
–õ—É—á—à–µ —Å–¥–µ–ª–∞—Ç—å –∏ –∂–∞–ª–µ—Ç—å, —á–µ–º –∂–∞–ª–µ—Ç—å, —á—Ç–æ –Ω–µ —Å–¥–µ–ª–∞–ª ...
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Morroc
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 14, 2022 12:52:30 |
|
–ö–∞—Ä–º–∞: 49
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 550
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç —Ñ–µ–≤ 20, 2014 18:57:55
–°–æ–æ–±—â–µ–Ω–∏–π: 19494
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ï—â–µ –Ω–µ–ø–ª–æ—Ö–æ –±—ã –º–∏–∫—Ä–æ–º–µ—Ç—Ä –∑–∞–≤–µ—Å—Ç–∏ –∏–ª–∏ —á—Ç–æ –Ω–∏–±—É–¥—å –¥–ª—è –∏–∑–º–µ—Ä–µ–Ω–∏—è —Å–æ—Ç–æ–∫ –∏ –ø—Ä–æ–º–µ—Ä—è—Ç—å –ø—Ä—É—Ç–æ–∫, –±—ã–≤–∞–µ—Ç –æ—Ç 1.75 –æ—Ç–ª–∏—á–∞–µ—Ç—Å—è —Å—É—â–µ—Å—Ç–≤–µ–Ω–Ω–æ –∏ —Ç—Ä–µ–±—É–µ—Ç—Å—è –ø–æ—Ç–æ–∫ —Å–∫–æ—Ä—Ä–µ–∫—Ç–∏—Ä–æ–≤–∞—Ç—å.
_________________
"–í—Å—è –≤–æ–µ–Ω–Ω–∞—è –ø—Ä–æ–ø–∞–≥–∞–Ω–¥–∞, –≤—Å–µ –∫—Ä–∏–∫–∏, –ª–æ–∂—å –∏ –Ω–µ–Ω–∞–≤–∏—Å—Ç—å –∏—Å—Ö–æ–¥—è—Ç –æ—Ç –ª—é–¥–µ–π, –∫–æ—Ç–æ—Ä—ã–µ –Ω–∞ —ç—Ç—É –≤–æ–π–Ω—É –Ω–µ –ø–æ–π–¥—É—Ç !" / –î–∂–æ—Ä–¥–∂ –û—Ä—É—ç–ª–ª /
"–í–æ–π–Ω–∞ - —ç—Ç–æ,–∫–æ–≥–¥–∞ –∑–∞ –∏–Ω—Ç–µ—Ä–µ—Å—ã –¥—Ä—É–≥–∏—Ö,–≥–∏–±–Ω—É—Ç —Å–æ–≤–µ—Ä—à–µ–Ω–Ω–æ –±–µ–∑–≤–∏–Ω–Ω—ã–µ –ª—é–¥–∏." / –£–∏–Ω—Å—Ç–æ–Ω –ß–µ—Ä—á–∏–ª–ª—å /
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
–ñ—É–ß–æ–ö
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 14, 2022 13:21:25 |
|
| –û–ø—ã—Ç–Ω—ã–π –∫–æ—Ç |
|
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 14
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± –¥–µ–∫ 24, 2016 10:01:17
–°–æ–æ–±—â–µ–Ω–∏–π: 783
–û—Ç–∫—É–¥–∞: –ß–µ—Ä–∫–µ—Å—Å–∫ /// –ü–∏—Ç–µ—Ä
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
JMC.Hard –ø–∏—Å–∞–ª(–∞): –ù–Ω–Ω—É, –∞ —Ç–µ–ø–µ—Ä—å –ø–æ–ø—Ä–æ–±—É–π—Ç–µ –ü–æ–¥—Å–æ–µ–¥–∏–Ω–∏—Ç—å —Ç–æ–ø–Ω—É—Ç—å –Ø —É–∂–µ —Ç–∞–∫ —Å–∞–º –ø—ã—Ç–∞–ª—Å—è —Å–¥–µ–ª–∞—Ç—å. –°–¥–µ–ª–∞–ª. –ù–∞–∂–∞–ª –ø—Ä–∏—Å–æ–µ–¥–∏–Ω–∏—Ç—å –∏ –Ω–∏—á–µ–≥–æ –Ω–µ –ø—Ä–æ–∏—Å—Ö–æ–¥–∏—Ç. –û—Å—é–¥–∞ —è –∏ —Å–¥–µ–ª–∞–ª –≤—ã–≤–æ–¥, —á—Ç–æ –∫–æ–º–ø –Ω–µ –≤–∏–¥–∏—Ç –ø—Ä–∏–Ω—Ç–µ—Ä–∞. –ü–æ–ª–µ–∑ –∏—Å–∫–∞—Ç—å —Ä–µ—à–µ–Ω–∏–µ –∏ –Ω–∞—Ç–∫–Ω—É–ª—Å—è –Ω–∞ —Å—Ç–∞—Ç—å—é, –æ –∫–æ—Ç–æ—Ä–æ–π –Ω–∞–ø–∏—Å–∞–ª –≤—ã—à–µ.
_________________
–ü–æ–ª—É–º–µ—Ç—Ä–∏—á–Ω–æ–π –¥—Ä–æ–∂–∏ —Å–∏–ª—å–Ω—ã–π —Ç–æ–∫
–û–±—Ä–∞—Ç–Ω–æ–π —Å–≤—è–∑—å—é —Ç—É—Ç –∂–µ –æ–±–µ—Ä–Ω–µ—Ç—Å—è,
–¢–∞–∫–æ–π –∫–∞—Å–∫–∞–¥–Ω–æ–π, —á—Ç–æ –≤ –Ω–µ–¥–æ–ª–≥–∏–π —Å—Ä–æ–∫
–ö–æ—Ä–æ—Ç–∫–æ–π —è—Ä–∫–æ–π –≤—Å–ø—ã—à–∫–æ–π —Ü–µ–ø—å –∑–∞–º–∫–Ω–µ—Ç—Å—è!
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
JMC.Hard
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 14, 2022 13:38:36 |
|
| –ú—É—á–∏—Ç–µ–ª—å –º–∏–∫—Ä–æ—Å—Ö–µ–º |
|
–ö–∞—Ä–º–∞: 9
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 107
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 16, 2020 20:38:41
–°–æ–æ–±—â–µ–Ω–∏–π: 445
–û—Ç–∫—É–¥–∞: –ö—Ä–∞—Å–Ω–æ–¥–∞—Ä—Å–∫–∏–π –∫—Ä–∞–π, –≥.–ê–±–∏–Ω—Å–∫
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ù–Ω–Ω—É, –≤ —Å—Ç–∞—Ç—å–µ-—Ç–æ –∫–∞–∫-—Ä–∞–∑ –≤—Å—ë –ø–æ–Ω—è—Ç–Ω–æ –°—á–∞—Å –ø–æ–∫–æ–ø–∞—é—Å—å, –ø–æ–∑–∂–µ –æ—Ç–ø–∏—à—É—Å—å. P.S. –ü—Ä–∏–º–µ—Ä —Ä–∞–±–æ—Ç–∞–µ—Ç –¥–ª—è –ø–æ–¥–∫–ª—é—á–µ–Ω–∏—è —Å–∞–º–æ–¥–µ–ª—å–Ω–æ–≥–æ –ø—Ä–∏–Ω—Ç–µ—Ä–∞ –Ω–∞ Arduino Mega 2560 —Å –ø—Ä–æ—à–∏–≤–∫–æ–π Marlin 2.0.6 –∫ Repetier-Host 2.2.4. –ê —Ç–∞–∫-—Ç–æ —É –º–µ–Ω—è –∏ –ø—Ä–∏–Ω—Ç–µ—Ä –¥—Ä—É–≥–æ–π, –∏ —Ä–∞–±–æ—Ç–∞—é —è —Å –Ω–∏–º –ø–æ WiFi, –∏ —Å–ª–∞–π—Å–µ—Ä Cura –ø–æ–ª—å–∑—É—é ... –ù–æ –ø–æ–º–æ—á—å –ø–æ—Å—Ç–∞—Ä–∞—é—Å—å, —Å–∞–º –µ—â—ë –Ω–µ —Ç–∞–∫ –¥–∞–≤–Ω–æ —á–µ—Ä–µ–∑ –≤—Å–µ —ç—Ç–∏ –≥—Ä–∞–±–ª–∏ –ø–µ—Ä–µ—Å–∫–∞–∫–∏–≤–∞–ª P.S.P.S. –û—Ç –∫—Å—Ç–∞—Ç–∏ —Å—Ä–∞–∑—É –ø–æ–ø–∞–ª–æ—Å—å: –¥–ª—è ANet A8, –≤ –ö–æ–Ω—Ñ–∏–≥—É—Ä–∞—Ü–∏–∏, –Ω–∞ –°–æ–µ–¥–∏–Ω–µ–Ω–∏–∏ -- –°–∫–æ—Ä–æ—Å—Ç—å –≤ –±–æ–¥–∞—Ö –ø–æ–ø—Ä–æ–±—É–π—Ç–µ –ø–æ—Å—Ç–∞–≤–∏—Ç—å 115200.
_________________
–õ—É—á—à–µ —Å–¥–µ–ª–∞—Ç—å –∏ –∂–∞–ª–µ—Ç—å, —á–µ–º –∂–∞–ª–µ—Ç—å, —á—Ç–æ –Ω–µ —Å–¥–µ–ª–∞–ª ...
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–ù–æ–≤—ã–π–î–µ–Ω—å
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 14, 2022 15:16:17 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
|
–ö–∞—Ä–º–∞: -6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: -3
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Å –∞–ø—Ä 03, 2022 07:01:29
–°–æ–æ–±—â–µ–Ω–∏–π: 362
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–í –ø—Ä–∏–Ω—Ü–∏–ø–µ, —Å–æ–µ–¥–∏–Ω–µ–Ω–∏–µ —Å –∫–æ–º–ø–æ–º –∏—Å–ø–æ–ª—å–∑—É–µ—Ç—Å—è —Ç–æ–ª—å–∫–æ –¥–ª—è –æ—Ç–ø—Ä–∞–≤–∫–∏ –º–æ–¥–µ–ª–∏ –≤ –ø—Ä–∏–Ω—Ç–µ—Ä, –∞ –º–æ–¥–µ–ª—å —Å–∞–º–∞ –ø–∏—à–µ—Ç—Å—è –Ω–∞ —Ñ–ª–µ—à–∫—É –∏ –ø–µ—á–∞—Ç–∞–µ—Ç—Å—è —É–∂–µ —Å —Ñ–ª–µ—à–∫–∏. –ü–æ –∫—Ä–∞–π–Ω–µ–π –º–µ—Ä–µ –≤ —Ç–µ–º –ø—Ä–∏–Ω—Ç–µ—Ä–∞—Ö, –∫–æ—Ç–æ—Ä—ã–µ —è –∑–Ω–∞—é.
–Ø –ø–æ –≤–∞–π-—Ñ–∞—é –æ—Ç–ø—Ä–∞–≤–ª—è—é –º–æ–¥–µ–ª–∏ –≤ –ø—Ä–∏–Ω—Ç–µ—Ä –∏ –∑–∞–ø—É—Å–∫–∞—é –ø–µ—á–∞—Ç—å. –°–∞–º –ø—Ä–∏–Ω—Ç–µ—Ä —Å—Ç–æ–∏—Ç –≤ –¥—Ä—É–≥–æ–º —É–≥–ª—É –∫–æ–º–Ω–∞—Ç—ã –Ω–∞ –∂—É—Ä–Ω–∞–ª—å–Ω–æ–º —Å—Ç–æ–ª–∏–∫–µ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Morroc
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 14, 2022 23:31:13 |
|
–ö–∞—Ä–º–∞: 49
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 550
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç —Ñ–µ–≤ 20, 2014 18:57:55
–°–æ–æ–±—â–µ–Ω–∏–π: 19494
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
Marlin –Ω–µ–ø–æ—Å—Ä–µ–¥—Å—Ç–≤–µ–Ω–Ω–æ —Å –ø–æ—Ä—Ç–∞ –∫–æ–º–∞–Ω–¥—ã –≤—ã–ø–æ–ª–Ω—è–µ—Ç, –Ω–∞ –∫–∞—Ä—Ç—É –Ω–µ –ø–∏—à–µ—Ç. –î–∞ –∏ –¥–æ–ª–≥–æ —ç—Ç–æ –±—ã–ª–æ –±—ã –ø–ø—Ü —á–µ—Ä–µ–∑ com –ø–æ—Ä—Ç –º–µ–≥–∞–±–∞–π—Ç—ã –≥–æ–Ω—è—Ç—å, –≤ –ø—Ä–æ—Ü–µ—Å—Å–µ –ø–µ—á–∞—Ç–∏ —ç—Ç–æ –Ω–µ–∑–∞–º–µ—Ç–Ω–æ —Ç.–∫. –æ–¥–∏–Ω —Ö—Ä–µ–Ω –¥–æ–ª–≥–æ.
_________________
"–í—Å—è –≤–æ–µ–Ω–Ω–∞—è –ø—Ä–æ–ø–∞–≥–∞–Ω–¥–∞, –≤—Å–µ –∫—Ä–∏–∫–∏, –ª–æ–∂—å –∏ –Ω–µ–Ω–∞–≤–∏—Å—Ç—å –∏—Å—Ö–æ–¥—è—Ç –æ—Ç –ª—é–¥–µ–π, –∫–æ—Ç–æ—Ä—ã–µ –Ω–∞ —ç—Ç—É –≤–æ–π–Ω—É –Ω–µ –ø–æ–π–¥—É—Ç !" / –î–∂–æ—Ä–¥–∂ –û—Ä—É—ç–ª–ª /
"–í–æ–π–Ω–∞ - —ç—Ç–æ,–∫–æ–≥–¥–∞ –∑–∞ –∏–Ω—Ç–µ—Ä–µ—Å—ã –¥—Ä—É–≥–∏—Ö,–≥–∏–±–Ω—É—Ç —Å–æ–≤–µ—Ä—à–µ–Ω–Ω–æ –±–µ–∑–≤–∏–Ω–Ω—ã–µ –ª—é–¥–∏." / –£–∏–Ω—Å—Ç–æ–Ω –ß–µ—Ä—á–∏–ª–ª—å /
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
>TEHb<
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –∞–ø—Ä 15, 2022 10:29:10 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 17
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 476
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä –Ω–æ—è 11, 2009 17:19:30
–°–æ–æ–±—â–µ–Ω–∏–π: 5695
–û—Ç–∫—É–¥–∞: –í–æ—Ä–æ–Ω–µ–∂
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ù–æ–≤—ã–π–î–µ–Ω—å –ø–∏—Å–∞–ª(–∞): –º–æ–¥–µ–ª—å —Å–∞–º–∞ –ø–∏—à–µ—Ç—Å—è –Ω–∞ —Ñ–ª–µ—à–∫—É –∏ –ø–µ—á–∞—Ç–∞–µ—Ç—Å—è —É–∂–µ —Å —Ñ–ª–µ—à–∫–∏ –ù–∞–¥–æ –±—ã —É —Å–µ–±—è —ç—Ç–æ—Ç –º–æ–º–µ–Ω—Ç –ø—Ä–æ–≤–µ—Ä–∏—Ç—å, –∞ —Ç–æ –∫–∞–∂–¥—ã–π —Ä–∞–∑ –≤—ã–Ω–∏–º–∞—Ç—å –∫–∞—Ä—Ç–æ—á–∫—É, –∑–∞–ø–∏—Å—ã–≤–∞—Ç—å, –≤–æ—Ç —ç—Ç–æ –≤–æ—Ç –≤—Å—ë... Morroc –ø–∏—Å–∞–ª(–∞): –î–∞ –∏ –¥–æ–ª–≥–æ —ç—Ç–æ –±—ã–ª–æ –±—ã –ø–ø—Ü —á–µ—Ä–µ–∑ com –ø–æ—Ä—Ç –º–µ–≥–∞–±–∞–π—Ç—ã –≥–æ–Ω—è—Ç—å –ù—É –Ω–µ —Ç–∞–∫–∏–µ —É–∂ —Ç–∞–º –∏ –±–æ–ª—å—à–∏–µ –º–µ–≥–∞–±–∞–π—Ç—ã. –ò–Ω–∞—è –º–æ–¥–µ–ª—å –∑–∞ –≤—Ä–µ–º—è –ø—Ä–æ–≥—Ä–µ–≤–∞ –≤—Å—è –≤ –ø—Ä–∏–Ω—Ç–µ—Ä —É–µ–¥–µ—Ç. –í–ø—Ä–æ—á–µ–º, –ø–æ-–º–æ–µ–º—É —Ç–æ–∂–µ —Ç–∞–º –≤ —Ä–µ–∞–ª—å–Ω–æ–º –≤—Ä–µ–º–µ–Ω–∏ –≤—Å—ë —É–ø—Ä–∞–≤–ª—è–µ—Ç—Å—è.
_________________
"–ü—Ä–∏–≤–µ—Ç!" - —Å–æ–≤—Ä–∞–ª –æ–Ω.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Morroc
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –∞–ø—Ä 15, 2022 19:51:42 |
|
–ö–∞—Ä–º–∞: 49
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 550
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç —Ñ–µ–≤ 20, 2014 18:57:55
–°–æ–æ–±—â–µ–Ω–∏–π: 19494
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–£ –º–µ–Ω—è –ø–æ 200 –º–µ–≥–∞–±–∞–π—Ç –±—ã–ª–∏ –∏ –Ω–µ —Ä–∞–∑. –ö–∞–∫ –Ω–∞—Å–ª–∞–π—Å–∏—Ç.
_________________
"–í—Å—è –≤–æ–µ–Ω–Ω–∞—è –ø—Ä–æ–ø–∞–≥–∞–Ω–¥–∞, –≤—Å–µ –∫—Ä–∏–∫–∏, –ª–æ–∂—å –∏ –Ω–µ–Ω–∞–≤–∏—Å—Ç—å –∏—Å—Ö–æ–¥—è—Ç –æ—Ç –ª—é–¥–µ–π, –∫–æ—Ç–æ—Ä—ã–µ –Ω–∞ —ç—Ç—É –≤–æ–π–Ω—É –Ω–µ –ø–æ–π–¥—É—Ç !" / –î–∂–æ—Ä–¥–∂ –û—Ä—É—ç–ª–ª /
"–í–æ–π–Ω–∞ - —ç—Ç–æ,–∫–æ–≥–¥–∞ –∑–∞ –∏–Ω—Ç–µ—Ä–µ—Å—ã –¥—Ä—É–≥–∏—Ö,–≥–∏–±–Ω—É—Ç —Å–æ–≤–µ—Ä—à–µ–Ω–Ω–æ –±–µ–∑–≤–∏–Ω–Ω—ã–µ –ª—é–¥–∏." / –£–∏–Ω—Å—Ç–æ–Ω –ß–µ—Ä—á–∏–ª–ª—å /
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–ñ—É–ß–æ–ö
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –∞–ø—Ä 20, 2022 21:45:51 |
|
| –û–ø—ã—Ç–Ω—ã–π –∫–æ—Ç |
|
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 14
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± –¥–µ–∫ 24, 2016 10:01:17
–°–æ–æ–±—â–µ–Ω–∏–π: 783
–û—Ç–∫—É–¥–∞: –ß–µ—Ä–∫–µ—Å—Å–∫ /// –ü–∏—Ç–µ—Ä
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–Ý–æ–¥–Ω–∞—è –∫–∞—Ä—Ç–∞ –ø–∞–º—è—Ç–∏ –ø–µ—Ä–µ—Å—Ç–∞–ª–∞ —á–∏—Ç–∞—Ç—Å—è, –ø–æ–∫–∞ —è –µ—ë —Ç–æ –≤ –ø—Ä–∏–Ω—Ç–µ—Ä, —Ç–æ –≤ –∫–æ–º–ø. –ü—Ä–∏—à–ª–æ—Å—å –æ–±—Ä–∞—Ç–∏—Ç—å—Å—è –∫ –≤–∏–Ω–¥–µ, –≤ –∫–æ—Ç–æ—Ä–æ–π —è —Å–Ω–∞—á–∞–ª–∞ –ø—Ä–æ–≤–µ—Ä–∏–ª, –∑–∞—Ç–µ–º, —Ç–æ —á—Ç–æ –ø—Ä–æ—á–∏—Ç–∞–ª–æ—Å—å —Å–æ—Ö—Ä–∞–Ω–∏–ª, –∫–∞—Ä—Ç—É –ø–µ—Ä–µ—Ñ–æ—Ä–º–∞—Ç–∏—Ä–æ–≤–∞–ª –∏ –∑–∞–ø–∏—Å–∞–ª –∑–∞–Ω–æ–≤–æ. –û—Å—Ç–∞–ª—Å—è —Ç–∞–º –∫–æ–¥ —Ç–æ–ª—å–∫–æ –∫—É–±–∞, –æ—Å—Ç–∞–ª—å–Ω—ã–µ —Ñ–∞–π–ª—ã –±—ã–ª–∏ —É–¥–∞–ª–µ–Ω—ã –≤–∏–Ω–¥–æ–π, –∫–∞–∫ –Ω–µ—á–∏—Ç–∞–µ–º—ã–µ. –ù–∞ –Ý–µ–ø–µ—Ç–∏–µ—Ä–µ-–•–æ—Å—Ç–µ –∑–∞–≥—Ä—É–∑–∏–ª –º–æ–¥–µ–ª—å –Ω–∞—Å–∞–¥–∫–∏ –Ω–∞ —Ç—É—Ä–±–∏–Ω—É —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞. –ù–∞—Ä–µ–∑–∞–ª –≤ –Ω–µ–π –∏ –∑–∞–ø–∏—Å–∞–ª –Ω–∞ —Ñ–ª—ç—Ö—É. –ü–æ–¥–∞–ª –Ω–∞ –ø–µ—á–∞—Ç—å. –ü–ª–∞—Å—Ç–∏–∫ PLA. –í—Ä–æ–¥–µ, –ø–µ—á–∞—Ç–∞–ª–æ—Å—å –≤—Å—ë –Ω–æ—Ä–º–∞–ª—å–Ω–æ, –Ω–æ —Ä–∞–∑–º–µ—Ä—ã –∏ —Ñ–æ—Ä–º—ã –∏—Å–∫–∞–∂–µ–Ω—ã. –ì–æ—Ç–æ–≤—ã–π —à—Ç—É—Ü–µ—Ä –Ω–µ –∑–∞—Ö–æ—Ç–µ–ª –Ω–∞–ª–∞–∑–∏—Ç—å –Ω–∞ —Ç—É—Ä–±–∏–Ω—É. –®–∏—Ä–∏–Ω–∞ —à—Ç—É—Ü–µ—Ä–∞ –ø–æ–ª—É—á–∏–ª–∞—Å—å –Ω–∞ 1,5 –º–º —É–∂–µ, —á–µ–º —Ç—É—Ä–±–∏–Ω–∞. –î–ª–∏–Ω–∞, –≤—Ä–æ–¥–µ, –Ω–æ—Ä–º–∞–ª—å–Ω–∞—è. –í –∏—Ç–æ–≥–µ, –ø–æ—Å–ª–µ –ø—Ä–∏–∫–∏–¥–∫–∏ –ø–æ–Ω—è–ª, —á—Ç–æ –Ω–∞—Å–∞–¥–∫–∞ —Å–æ–≤—Å–µ–º –Ω–µ –ø–æ–¥—Ö–æ–¥–∏—Ç –∫ –º–æ–µ–º—É –ø—Ä–∏–Ω—Ç–µ—Ä—É. –°–ª–∏—à–∫–æ–º –º–∞–ª–µ–Ω—å–∫–æ–µ —Ä–∞—Å—Å—Ç–æ—è–Ω–∏–µ –æ—Ç —Ç—É—Ä–±–∏–Ω—ã –¥–æ —Å–æ–ø–ª–∞. –¢–∞–∫ —á—Ç–æ –≤–æ–ø—Ä–æ—Å —Å –Ω–∞—Å–∞–¥–∫–æ–π –ø–æ–∫–∞ –æ—Å—Ç–∞—ë—Ç—Å—è –æ—Ç–∫—Ä—ã—Ç—ã–º. –Ø —Ç–∞–∫ –ø–æ–Ω—è–ª, —á—Ç–æ –¥–ª—è –ø–µ—á–∞—Ç–∏ PLA –æ—Å–æ–±–æ –æ—Ö–¥–∞–∂–¥–∞—Ç—å –Ω–µ—á–µ–≥–æ, –∏—Ç–∞–∫ –Ω–æ—Ä–º–∞–ª—å–Ω–æ –ø–µ—á–∞—Ç–∞–µ—Ç—Å—è. –≠—Ç–æ –Ω–∞–≤–µ—Ä–Ω–æ–µ, –±–æ–ª—å—à–µ –Ω—É–∂–Ω–æ –¥–ª—è –¥—Ä—É–≥–∏—Ö –ø–ª–∞—Å—Ç–∏–∫–æ–≤. –ü—Ä–∏–≤–æ–∂—É –∫–∞—Ä—Ç–∏–Ω–∫–∏ —Ç–æ–≥–æ, —á—Ç–æ –ø–æ–ª—É—á–∏–ª–æ—Å—å.
| –í–ª–æ–∂–µ–Ω–∏—è: |
–ö–æ–º–º–µ–Ω—Ç–∞—Ä–∏–π –∫ —Ñ–∞–π–ª—É: –í –∫–æ–Ω—Ü–∫ –ø–µ—á–∞—Ç–∏ –æ–±—Ä–∞–∑–æ–≤–∞–ª–∞—Å—å —Å–æ–ø–ª—è
 IMG_20220420_155812.jpg [152.22 KiB]
IMG_20220420_155812.jpg [152.22 KiB]
–°–∫–∞—á–∏–≤–∞–Ω–∏–π: 113
|
–ö–æ–º–º–µ–Ω—Ç–∞—Ä–∏–π –∫ —Ñ–∞–π–ª—É: –ì–æ—Ç–æ–≤–æ
IMG_20220420_155711.jpg [173.93 KiB]
–°–∫–∞—á–∏–≤–∞–Ω–∏–π: 114
|
–ö–æ–º–º–µ–Ω—Ç–∞—Ä–∏–π –∫ —Ñ–∞–π–ª—É: –ü—Ä–ø–µ—á–∞—Ç—ã–≤–∞–µ—Ç —à—Ç—É—Ü–µ—Ä
IMG_20220420_155012.jpg [137.48 KiB]
–°–∫–∞—á–∏–≤–∞–Ω–∏–π: 116
|
–ö–æ–º–º–µ–Ω—Ç–∞—Ä–∏–π –∫ —Ñ–∞–π–ª—É: –î–µ–ª–∞–µ—Ç —Ç—Ä—É–±—á–∞—Ç–æ–µ –Ω—É—Ç—Ä–æ
IMG_20220420_153043.jpg [205.14 KiB]
–°–∫–∞—á–∏–≤–∞–Ω–∏–π: 112
|
–ö–æ–º–º–µ–Ω—Ç–∞—Ä–∏–π –∫ —Ñ–∞–π–ª—É: –ù–∞—á–∞–ª–æ –ø–µ—á–∞—Ç–∏ –Ω–∞—Å–∞–¥–∫–∏.
IMG_20220420_151414.jpg [198.97 KiB]
–°–∫–∞—á–∏–≤–∞–Ω–∏–π: 118
|
_________________
–ü–æ–ª—É–º–µ—Ç—Ä–∏—á–Ω–æ–π –¥—Ä–æ–∂–∏ —Å–∏–ª—å–Ω—ã–π —Ç–æ–∫
–û–±—Ä–∞—Ç–Ω–æ–π —Å–≤—è–∑—å—é —Ç—É—Ç –∂–µ –æ–±–µ—Ä–Ω–µ—Ç—Å—è,
–¢–∞–∫–æ–π –∫–∞—Å–∫–∞–¥–Ω–æ–π, —á—Ç–æ –≤ –Ω–µ–¥–æ–ª–≥–∏–π —Å—Ä–æ–∫
–ö–æ—Ä–æ—Ç–∫–æ–π —è—Ä–∫–æ–π –≤—Å–ø—ã—à–∫–æ–π —Ü–µ–ø—å –∑–∞–º–∫–Ω–µ—Ç—Å—è!
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
JMC.Hard
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –∞–ø—Ä 20, 2022 22:01:38 |
|
| –ú—É—á–∏—Ç–µ–ª—å –º–∏–∫—Ä–æ—Å—Ö–µ–º |
|
–ö–∞—Ä–º–∞: 9
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 107
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 16, 2020 20:38:41
–°–æ–æ–±—â–µ–Ω–∏–π: 445
–û—Ç–∫—É–¥–∞: –ö—Ä–∞—Å–Ω–æ–¥–∞—Ä—Å–∫–∏–π –∫—Ä–∞–π, –≥.–ê–±–∏–Ω—Å–∫
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–û—Å–≤–∞–∏–≤–∞–π—Ç–µ, –ñ—É–ß–æ–ö, –∫–∞–∫–æ–π-–Ω–µ—Ç–æ CAD. –ü–æ–ª—Ç–æ—Ä–∞ –º–∏–ª–ª–∏–º–µ—Ç—Ä–∞ —ç—Ç–æ –Ω–µ —É—Å–∞–¥–∫–∞, —ç—Ç–æ –∏–∑–Ω–∞—á–∞–ª—å–Ω–æ –º–æ–¥–µ–ª—å –±—ã–ª–∞ –ø–æ–¥ —á—Ç–æ-—Ç–æ –¥—Ä—É–≥–æ–µ. –í –ø—Ä–æ–≥—Ä–∞–º–º–µ –ø—Ä–æ–µ–∫—Ç–∏—Ä–æ–≤–∞–Ω–∏—è –í—ã –º–æ–≥–ª–∏ –± —Å—Ä–∞–∑—É –ø–æ—Å–º–æ—Ç—Ä–µ—Ç—å —Ä–∞–∑–º–µ—Ä—ã –º–æ–¥–µ–ª–∏ –∏ –ø–æ–Ω—è—Ç—å –Ω—É–∂–Ω–æ –æ–Ω–æ –í–∞–º –∏–ª–∏ –Ω–µ—Ç
_________________
–õ—É—á—à–µ —Å–¥–µ–ª–∞—Ç—å –∏ –∂–∞–ª–µ—Ç—å, —á–µ–º –∂–∞–ª–µ—Ç—å, —á—Ç–æ –Ω–µ —Å–¥–µ–ª–∞–ª ...
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–ñ—É–ß–æ–ö
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 21, 2022 08:32:52 |
|
| –û–ø—ã—Ç–Ω—ã–π –∫–æ—Ç |
|
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 14
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± –¥–µ–∫ 24, 2016 10:01:17
–°–æ–æ–±—â–µ–Ω–∏–π: 783
–û—Ç–∫—É–¥–∞: –ß–µ—Ä–∫–µ—Å—Å–∫ /// –ü–∏—Ç–µ—Ä
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–£ –º–µ–Ω—è –µ—Å—Ç—å –ø–æ–¥–æ–∑—Ä–µ–Ω–∏–µ, —á—Ç–æ —Ä–∞–∑–º–µ—Ä –≤—Å—ë-—Ç–∞–∫–∏ –∏—Å–∫–∞–∂–∞–µ—Ç –ø—Ä–∏–Ω—Ç–µ—Ä, —Ç.–∫. —Ç—É—Ä–±–∏–Ω–∞ –∏–º–µ–µ—Ç —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω—ã–µ —Ä–∞–∑–º–µ—Ä—ã. –°–∫–∞—á–∞–ª –µ—â—ë –∫–∞–∫–æ–π-—Ç–æ gCAD3D https://www.gcad3d.org/–í —É–±—É–Ω—Ç–æ–≤—Å–∫–æ–π —Ä–µ–ø–µ —Ç–æ –∂–µ –µ—Å—Ç—å. –ó–∞–ø—É—Å—Ç–∏–ª, –Ω–æ –Ω–µ –ø–æ–Ω—è–ª, –∫–∞–∫ –æ–Ω —Ä–∞–±–æ—Ç–∞–µ—Ç. –û–Ω –µ—â—ë –∏ –∞–Ω–≥–ª–∏–π—Å–∫–∏–π –∏–Ω—Ç–µ—Ä—Ñ–µ–π—Å –∏–º–µ–µ—Ç.  –ë—É–¥–µ–º –ø–æ—Å–º–æ—Ç—Ä–µ—Ç—å. 
_________________
–ü–æ–ª—É–º–µ—Ç—Ä–∏—á–Ω–æ–π –¥—Ä–æ–∂–∏ —Å–∏–ª—å–Ω—ã–π —Ç–æ–∫
–û–±—Ä–∞—Ç–Ω–æ–π —Å–≤—è–∑—å—é —Ç—É—Ç –∂–µ –æ–±–µ—Ä–Ω–µ—Ç—Å—è,
–¢–∞–∫–æ–π –∫–∞—Å–∫–∞–¥–Ω–æ–π, —á—Ç–æ –≤ –Ω–µ–¥–æ–ª–≥–∏–π —Å—Ä–æ–∫
–ö–æ—Ä–æ—Ç–∫–æ–π —è—Ä–∫–æ–π –≤—Å–ø—ã—à–∫–æ–π —Ü–µ–ø—å –∑–∞–º–∫–Ω–µ—Ç—Å—è!
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
>TEHb<
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 21, 2022 11:08:30 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
|
–ö–∞—Ä–º–∞: 17
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 476
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä –Ω–æ—è 11, 2009 17:19:30
–°–æ–æ–±—â–µ–Ω–∏–π: 5695
–û—Ç–∫—É–¥–∞: –í–æ—Ä–æ–Ω–µ–∂
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ü–æ–ø—Ä–æ–±—É–π—Ç–µ –±—Ä–∞—É–∑–µ—Ä–Ω—ã–π —Ç–∏–Ω–∫–µ—Ä–∫–∞–¥. –ù–µ —Ç–∞–∫–∞—è, –∫–æ–Ω–µ—á–Ω–æ, –º–æ—â–Ω–∞—è —à—Ç—É–∫–∞ –∫–∞–∫ —Ñ—Ä–∏–∫–∞–¥ –∫–∞–∫–æ–π-–Ω–∏–±—É–¥—å, –Ω–æ –∏–º–µ–µ—Ç –æ—á–µ–Ω—å –Ω–∏–∑–∫–∏–π –ø–æ—Ä–æ–≥ –≤—Ö–æ–∂–¥–µ–Ω–∏—è. –ü—Ä–æ—Å—Ç–æ –±–µ—Ä—ë—à—å –∏ –¥–µ–ª–∞–µ—à—å. –Ø –≤ –Ω—ë–º –∫–æ–µ-–∫–∞–∫—É—é –º–µ—Ö–∞–Ω–∏–∫—É –¥–ª—è –≥–∞–∑–æ–≤–æ–π –∫–æ–ª–æ–Ω–∫–∏ —Å–¥–µ–ª–∞–ª. 3 —Å–æ–ø—Ä—è–≥–∞–µ–º—ã–µ –¥–µ—Ç–∞–ª–∏ —Å –æ—Å—è–º–∏, –Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏–º–∏, —Å–æ–ø—Ä—è–∂–µ–Ω–∏—è–º–∏ –∏ –≤—Å—ë —Ç–∞–∫–æ–µ. –Ý–∞–±–æ—Ç–∞–µ—Ç.
_________________
"–ü—Ä–∏–≤–µ—Ç!" - —Å–æ–≤—Ä–∞–ª –æ–Ω.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–ù–æ–≤—ã–π–î–µ–Ω—å
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –û—Ç–¥–∞–ª–∏ 3D –ø—Ä–∏–Ω—Ç–µ—Ä –±–µ–∑ —ç–∫—Å—Ç—Ä—É–¥–µ—Ä–∞ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –∞–ø—Ä 21, 2022 11:32:49 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
|
–ö–∞—Ä–º–∞: -6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: -3
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Å –∞–ø—Ä 03, 2022 07:01:29
–°–æ–æ–±—â–µ–Ω–∏–π: 362
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ö–∞–∫ —è —Ä–∞–Ω–µ–µ –ø–∏—Å–∞–ª, –Ω—É–∂–Ω–æ —Ä–∞—Å–ø–µ—á–∞—Ç–∞—Ç—å —Ç–µ—Å—Ç–æ–≤—ã–π –∫—É–±–∏–∫ –∏–∑–≤–µ—Å—Ç–Ω–æ–≥–æ —Ä–∞–∑–º–µ—Ä–∞, –Ω–∞–ø—Ä–∏–º–µ—Ä 20—Ö20—Ö20 –∏–ª–∏ 50—Ö50—Ö50 –∏ —à—Ç–∞–Ω–≥–µ–Ω—Ü–∏—Ä–∫—É–ª–µ–º –ø—Ä–æ–º–µ—Ä–∏—Ç—å –µ–≥–æ —Ä–∞–∑–º–µ—Ä—ã. –í —Å–µ—Ç–∏ –µ—Å—Ç—å –º–æ–¥–µ–ª–∏ —ç—Ç–∏—Ö –∫—É–±–∏–∫–æ–≤. –ê —à—Ç–∞–Ω–≥–µ–Ω—Ü–∏—Ä–∫—É–ª—å, –¥–∞–∂–µ –ø—Ä–æ—Å—Ç–æ–π —Å–æ–≤–µ—Ç—Å–∫–∏–π –Ω–æ–Ω–∏—É—Å–Ω—ã–π –Ω–∞ 0,1 –º–º –ø—Ä–æ—Å—Ç–æ –Ω–µ–æ–±—Ö–æ–¥–∏–º –¥–ª—è –ø–µ—á–∞—Ç–∞–ª—å—â–∏–∫–∞. –í–æ—Ç –Ω–∞–ø—Ä–∏–º–µ—Ä –º–æ–π –ø—Ä–∏–Ω—Ç–µ—Ä –∏–º–µ–µ—Ç –≤–æ—Ç —Ç–∞–∫—É—é —Ç–æ—á–Ω–æ—Å—Ç—å –ø–µ—á–∞—Ç–∏:  –ò–∑ –ö–ê–î-–æ–≤—Å–∫–∏—Ö –ø—Ä–æ–≥—Ä–∞–º–º –¥–ª—è —Å–æ–∑–¥–∞–Ω–∏—è –º–æ–¥–µ–ª–µ–π —è –∏—Å–ø–æ–ª—å–∑—É—é –ö–æ–º–ø–∞—Å 3D –∏ 3dsMax. –ö–æ–º–ø–∞—Å –ø–æ–¥—Ö–æ–¥–∏—Ç –¥–ª—è –∏–Ω–∂–µ–Ω–µ—Ä–Ω—ã—Ö –º–æ–¥–µ–ª–µ–π —Å —Ç–æ—á–Ω–æ–π –≥–µ–æ–º–µ—Ç—Ä–∏–µ–π, –∞ 3dsMax - –¥–ª—è —Ñ–∏–≥—É—Ä–Ω—ã—Ö –º–æ–¥–µ–ª–µ–∫ —Å –∫—Ä–∏–≤–æ–ª–∏–Ω–µ–π–Ω—ã–º–∏ —Å–≥–ª–∞–∂–µ–Ω–Ω—ã–º–∏ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—è–º–∏. –ï—Å—Ç—å –∏ –ø—Ä–æ—Å—Ç–æ–Ω–∞—Ä–æ–¥–Ω–æ–µ –Ω–µ—Å–ª–æ–∂–Ω–æ–µ –ü–û —Ç–∏–ø–∞ –ë–ª–µ–Ω–¥–µ—Ä–∞ –∏ –∏–Ω—ã—Ö –ø–æ–¥–æ–±–Ω—ã—Ö. –û–Ω–∏ –ø—Ä–æ—Å—Ç—ã–µ, –Ω–æ –Ω–µ –ø–æ–∑–≤–æ–ª—è—é—Ç –¥–µ–ª–∞—Ç—å —Ç–æ—á–Ω–æ–π –∏ —Å–ª–æ–∂–Ω–æ–π –≥–µ–æ–º–µ—Ç—Ä–∏–∏.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 5 –∏–∑ 7
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 124 ] |
, , , , , , |
|
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –Ω–∞—á–∏–Ω–∞—Ç—å —Ç–µ–º—ã
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –æ—Ç–≤–µ—á–∞—Ç—å –Ω–∞ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —É–¥–∞–ª—è—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –¥–æ–±–∞–≤–ª—è—Ç—å –≤–ª–æ–∂–µ–Ω–∏—è
|
|
|