|
–§–æ—Ä—É–º –Ý–∞–¥–∏–æ–ö–æ—Ç • –ü—Ä–æ—Å–º–æ—Ç—Ä —Ç–µ–º—ã - –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤
–°–æ–æ–±—â–µ–Ω–∏—è –±–µ–∑ –æ—Ç–≤–µ—Ç–æ–≤ | –ê–∫—Ç–∏–≤–Ω—ã–µ —Ç–µ–º—ã
 
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 104 –∏–∑ 105
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 2087 ] |
... , , , , |
| –ê–≤—Ç–æ—Ä |
–°–æ–æ–±—â–µ–Ω–∏–µ |
|
HeadLess
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤  –î–æ–±–∞–≤–ª–µ–Ω–æ: –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∞–≤–≥ 25, 2024 07:11:15 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
 |
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 18
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 10, 2017 06:04:37
–°–æ–æ–±—â–µ–Ω–∏–π: 131
–û—Ç–∫—É–¥–∞: –¢–æ–º—Å–∫
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
—Ç–∞–º –∫–∞–∫ —Ä–∞–∑ –∏ —É–∫–∞–∑ –∏–º–µ–Ω–Ω–æ –¥–∏–∞–ø–∞–∑–æ–Ω –∑–∞–∂–∞—Ç–∏—è - –ø—Ä–∏—á–µ–º –≤–æ—Ç —Ç–∞–∫–æ–π –±–æ–ª—å—à–æ–π . –°—Ö–æ–¥–∏–ª –ø–æ —Å—Å—ã–ª–∫–µ –Ω–∞ —Ü–∞–Ω–≥–∏. –¢–∞–º –ø—Ä–æ—Å—Ç–æ. –Ω–∞–±–æ—Ä —Ü–∞–Ω–≥ –ø–æ–¥ —Ä–∞–∑–Ω—ã–µ —Å–≤–µ—Ä–ª–∞. –ö–∞–∂–¥–∞—è —Ü–∞–Ω–≥–∞ –∏–º–µ–µ—Ç –¥–∏–∞–ø–∞–∑–æ–Ω –∑–∞–∂–∞—Ç–∏—è +0.5 –º–º. –ù–∞–ø—Ä–∏–º–µ—Ä –æ–±–æ–∑–Ω–∞—á–µ–Ω–Ω–∞—è –∫–∞–∫ 2-UP –º–æ–∂–µ—Ç –Ω–∞–¥–µ–∂–Ω–æ –∑–∞–∂–∞—Ç—å —Ö–≤–æ—Å—Ç–æ–≤–∏–∫ –æ—Ç 2 –º–º –¥–æ 2,5 –º–º. –î–ª—è —Ö–≤–æ—Å—Ç–æ–≤–∏–∫–∞ 2.6 –º–º —Ç—Ä–µ–±—É–µ—Ç—Å—è —É–∂–µ –¥—Ä—É–≥–∞—è —Ü–∞–Ω–≥–∞ - 2.5-UP. –ò —Ç–∞–∫ –¥–∞–ª–µ–µ –¥–æ —Ä–∞–∑–º–µ—Ä–∞, –¥–æ–ø—É—Å—Ç–∏–º–æ–≥–æ –¥–ª—è –≤—ã–±—Ä–∞–Ω–Ω–æ–≥–æ –ø–∞—Ç—Ä–æ–Ω–∞. –î–ª—è ER-11 —ç—Ç–æ –±—É–¥–µ—Ç 7-UP, —Ç–æ –µ—Å—Ç—å 7.5 –º–º –¢–∞–∫ –∂–µ –Ω—É–∂–Ω–æ —É—á–∏—Ç—ã–≤–∞—Ç—å, —á—Ç–æ –º–µ–Ω—å—à–µ 1 –º–º –Ω–µ –∑–∞–∂–º–µ—à—å. –ü–æ—ç—Ç–æ–º—É –ö–ú–ö –ª—É—á—à–µ –≤—Å—ë –∂–µ –Ω–∞–±–æ—Ä —Å–≤—ë—Ä–µ–ª –ø–æ–¥ –µ–¥–∏–Ω—ã–π —Ö–≤–æ—Å—Ç–æ–≤–∏–∫ –∏ —Å–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–µ–Ω–Ω–æ —Ü–∞–Ω–≥—É.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
 |
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Seriyvolk
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∞–≤–≥ 25, 2024 09:50:36 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 93
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 2157
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± –º–∞–π 05, 2012 20:19:55
–°–æ–æ–±—â–µ–Ω–∏–π: 4959
–û—Ç–∫—É–¥–∞: –ú–∏–Ω—Å–∫
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
HeadLess –ø–∏—Å–∞–ª(–∞): –ö–∞–∂–¥–∞—è —Ü–∞–Ω–≥–∞ –∏–º–µ–µ—Ç –¥–∏–∞–ø–∞–∑–æ–Ω –∑–∞–∂–∞—Ç–∏—è +0.5 –º–º. –î–∏–∞–ø–∞–∑–æ–Ω —É —Ü–∞–Ω–≥ –∏–¥—ë—Ç –≤ –º–∏–Ω—É—Å. –í —Ü–∞–Ω–≥—É 2 –º–º —Ç—ã —Ö–≤–æ—Å—Ç–æ–≤–∏–∫ 2.5 –Ω–µ –∑–∞–∂–º—ë—à—å.
_________________
–ü—Ä–∏–±–æ—Ä, –∑–∞—â–∏—â—ë–Ω–Ω—ã–π –ø—Ä–µ–¥–æ—Ö—Ä–∞–Ω–∏—Ç–µ–ª–µ–º, —Å–≥–æ—Ä–∞–µ—Ç –ø–µ—Ä–≤—ã–º, –∑–∞—â–∏—Ç–∏–≤ –ø—Ä–µ–¥–æ—Ö—Ä–∞–Ω–∏—Ç–µ–ª—å. –ó–∞–∫–æ–Ω –ú–µ—Ä—Ñ–∏.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
HeadLess
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –∞–≤–≥ 25, 2024 13:55:01 |
|
| –í—Å—Ç–∞–ª –Ω–∞ –ª–∞–ø—ã |
|
–ö–∞—Ä–º–∞: 4
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 18
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 10, 2017 06:04:37
–°–æ–æ–±—â–µ–Ω–∏–π: 131
–û—Ç–∫—É–¥–∞: –¢–æ–º—Å–∫
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–í–æ–∑–º–æ–∂–Ω–æ, —á—Ç–æ —Ç–∞–∫. –Ø –æ—Ä–∏–µ–Ω—Ç–∏—Ä–æ–≤–∞–ª—Å—è –ø–æ —Å—É—Ñ—Ñ–∏–∫—Å—É. –¢–∏–ø–∞ 3-UP –∑–Ω–∞—á–∏—Ç 3 –º–º –∏ –≤—ã—à–µ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mic223
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç –∞–≤–≥ 27, 2024 02:13:28 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 03, 2015 01:18:25
–°–æ–æ–±—â–µ–Ω–∏–π: 8
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–∞ –ø—Ä–æ –ø–æ–¥—à–∏–ø–Ω–∏–∫–∏ –Ω–∏–∫—Ç–æ –Ω–µ –ø–æ—Å–æ–≤–µ—Ç—É–µ—Ç ? –¥–ª—è —à–ø–∏–Ω–¥–µ–ª—è –Ω–∞ –≤–∞–ª–µ —Å —Ü–∞–Ω–≥–æ–π –≤–æ—Ç –ø—Ä–∏–º–µ—Ä–Ω–æ –≤ —Ç–∞–∫–æ–π –∫–æ–Ω—Ñ–∏–≥—É—Ä–∞—Ü–∏–∏ —Ö–æ—á—É —Å—Ç–∞–Ω–æ–∫ —Å–¥–µ–ª–∞—Ç—å –°–ø–æ–π–ª–µ—Ä 
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Jeri
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°—Ä –∞–≤–≥ 28, 2024 07:48:06 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 84
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 09, 2015 09:39:12
–°–æ–æ–±—â–µ–Ω–∏–π: 336
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–Ω–∞—à–µ–ª —Ç–∞–∫–∂–µ –æ—Ç —Ç–æ–π –∂–µ —Ñ–∏—Ä–º—ã SYIC —Ü–∞–Ω–≥–æ–≤—ã–π –ø–∞—Ç—Ä–æ–Ω –≤—Ä–æ–¥–µ —Ç–æ–≥–æ –∂–µ –∫–ª–∞—Å—Å–∞ —Ç–æ—á–Ω–æ—Å—Ç–∏ C16-ER11A-140 (—É —Ç–æ–≥–æ –∂–µ –ø—Ä–æ–¥–∞–≤—Ü–∞) , –ø—Ä–∏–º–µ—Ä–Ω–æ –∑–∞ 7500 —Ä—É–±–ª–µ–π (–Ω–æ—Ä–º —Ü–µ–Ω–∞?) –¥–æ—Ä–æ–≥–æ–≤–∞—Ç–æ, –∏–º—Ö–æ, –Ω–∞ —Ç–∞–æ–±–∞–æ —Ç–∞–∫–æ–π –ø–∞—Ç—Ä–æ–Ω —Å—Ç–æ–∏—Ç –ø–æ—Ä—è–¥–∫–∞ 230-260 —é–∞–Ω–µ–π (3000—Ä), –¥–∞–∂–µ —Å —É—á—ë—Ç–æ–º —É—Å–ª—É–≥ –ø–æ—Å—Ä–µ–¥–Ω–∏–∫–∞ –º–æ–∂–Ω–æ —Å—ç–∫–æ–Ω–æ–º–∏—Ç—å –ø–æ–¥—Å–∫–∞–∂–∏—Ç–µ –ø–æ–∂–∞–ª—É–π—Å—Ç–∞ –∫–∞–∫–∏–µ –ª—É—á—à–µ –∏—Å–ø–æ–ª—å–∑–æ–≤–∞—Ç—å –ø–æ–¥—à–∏–ø–Ω–∏–∫–∏ , —á—Ç–æ –±—ã —Ä–µ–∞–ª–∏–∑–æ–≤–∞—Ç—å —Ç—É —Ç–æ—á–Ω–æ—Å—Ç—å –∫–æ—Ç–æ—Ä—É—é –æ–±–µ—Å–ø–µ—á–∏–≤–∞—é—Ç —Ü–∞–Ω–≥–∏ –∏ –ø–∞—Ç—Ä–æ–Ω SYIC —Ç–∏–ø–∞ —Ç–µ—Ö —á—Ç–æ –í—ã —É–∫–∞–∑–∞–ª–∏? –ª—é–±—ã–µ —Ñ–∏—Ä–º–µ–Ω–Ω—ã–µ —Ä–∞–¥–∏–∞–ª—å–Ω—ã–µ –ø–æ–¥—à–∏–ø–Ω–∏–∫–∏ –æ–±—à–µ–≥–æ –Ω–∞–∑–Ω–∞—á–µ–Ω–∏—è –∫–ª–∞—Å—Å–∞ —Ç–æ—á–Ω–æ—Å—Ç–∏ p4, —Ä–∞–∑—É–º–µ–µ—Ç—Å—è –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ –ø—Ä–µ–¥—É—Å–º–æ—Ç—Ä–µ—Ç—å —á—Ç–æ–±—ã –≤ —à–ø–∏–Ω–¥–µ–ª–µ –ø–æ–¥—à–∏–ø–Ω–∏–∫–∏ –±—ã–ª–∏ —É—Å—Ç–∞–Ω–æ–≤–ª–µ–Ω—ã –≤–Ω–∞—Ç—è–≥ –∏–ª–∏ —Å–æ–≤—Å–µ–º –Ω–µ—Ç —Å–º—ã—Å–ª–∞ —è –±—ã —Å—Ç–∞–ª –¥–µ–ª–∞—Ç—å —Å—Ä–∞–∑—É –Ω–∞ –ø–æ–¥—à–∏–ø–Ω–∏–∫–∞—Ö –∫–∞—á–µ–Ω–∏—è –∏ –≤–æ—Ç —á—É—Ç–æ–∫ –Ω–µ –ø–æ–Ω—è–ª —Å —ç—Ç–∏–º–∏ —Ü–∞–Ω–≥–∞–º–∏ - –¥–ª—è —Å–≤–µ—Ä–ª–∞ 3,17 –Ω—É–∂–Ω–æ —Ü–∞–Ω–≥—É 3.5-UP –∏–º–µ–Ω–Ω–æ, –Ω–æ –ª—É—á—à–µ –∫—É–ø–∏—Ç—å —Ü–∞–Ω–≥—É –ø–æ–¥ –¥—é–π–º–æ–≤—ã–π –∏–Ω—Å—Ç—Ä—É–º–µ–Ω—Ç 1/8 (1.375–º–º) (—Å –Ω–µ–±–æ–ª—å—à–∏–º –¥–æ–ø—É—Å–∫–æ–º)
–ù–∞–ø—Ä–∏–º–µ—Ä –≤ —Ü–∞–Ω–≥—É 3.175 –∑–∞–∂–∏–º–∞—é—Ç—Å—è —Å–≤—ë—Ä–ª–∞ –æ—Ç 3.0 –¥–æ 3.2 –º–º (–¥—Ä—É–≥–∏–µ –Ω–µ –ø—Ä–æ–±–æ–≤–∞–ª) –∫—Ä–∞–π–Ω–µ –Ω–µ —Ä–µ–∫–æ–º–µ–Ω–¥—É–µ—Ç—Å—è –∑–∞–∂–∏–º–∞—Ç—å –ø—Ä—É—Ç–æ–∫ –±–æ–ª—å—à–µ –Ω–æ–º–∏–Ω–∞–ª—å–Ω–æ–≥–æ –¥–∏–∞–º–µ—Ç—Ä–∞ —Ü–∞–Ω–≥–∏
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
mic223
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –∞–≤–≥ 30, 2024 01:49:25 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 03, 2015 01:18:25
–°–æ–æ–±—â–µ–Ω–∏–π: 8
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
Jeri,
—Å–ø–∞—Å–∏–±–æ –±–æ–ª—å—à–æ–µ!
–±—É–¥—É —Ä–∞–∑–±–∏—Ä–∞—Ç—å—Å—è –∫–∞–∫ –Ω–∞ —Ç–∞–æ–±–∞–æ –ø–æ–∫—É–ø–∞—Ç—å
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Grishanenko
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –°–± –∞–≤–≥ 31, 2024 16:44:33 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –æ–∫—Ç 27, 2011 15:02:34
–°–æ–æ–±—â–µ–Ω–∏–π: 383
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ù–∞–∫–æ–Ω–µ—Ü-—Ç–æ —è –ø—Ä–æ–¥—É–º–∞–ª –∏ —Å–¥–µ–ª–∞–ª –ø—Ä–∏—Å–ø–æ—Å–æ–±—É –¥–ª—è –ø—Ä–æ–≤–µ—Ä–∫–∏ –æ—Ç–¥–µ–ª—å–Ω–æ —Ü–∞–Ω–≥–∏ –∏ —Ü–∞–Ω–≥–æ–≤–æ–≥–æ –ø–∞—Ç—Ä–æ–Ω—á–∏–∫–∞, —Å –æ–ø–æ—Ä–æ–π –Ω–∞ —Ü–∏—Ñ—Ä—ã. –ü–æ–Ω—è—Ç–Ω–æ —á—Ç–æ –ª—é–¥–∏ —Å –¥–æ—Å—Ç—É–ø–æ–º –∫ —Ç–æ–∫–∞—Ä–Ω–æ–º—É —Å—Ç–∞–Ω–∫—É –º–æ–≥—É—Ç —Å–¥–µ–ª–∞—Ç—å —Ç–∞–∫—É—é –ø—Ä–æ–≤–µ—Ä–∫—É –±–µ–∑ –¥–æ–ø–æ–ª–Ω–∏—Ç–µ–ª—å–Ω–æ–π –ø–æ–¥–≥–æ—Ç–æ–≤–∫–∏, –Ω–æ —É –º–µ–Ω—è —Ç–∞–∫–æ–π –≤–æ–∑–º–æ–∂–Ω–æ—Å—Ç–∏ –Ω–µ—Ç. –ï—Å—Ç—å —Ç–æ–ª—å–∫–æ –∏–Ω–¥–∏–∫–∞—Ç–æ—Ä —á–∞—Å–æ–≤–æ–≥–æ —Ç–∏–ø–∞.
–ù–∞ –º–µ—Ç–∞–ª–ª–∏—á–µ—Å–∫–æ–º —É–≥–æ–ª–∫–µ —è —Å–¥–µ–ª–∞–ª –≥–æ—Ä–∏–∑–æ–Ω—Ç–∞–ª—å–Ω—É—é –±–æ—Ä–æ–∑–¥–∫—É –∏ –∑–∞–∂–∞–ª –æ—Å—å, –∏—Å–∫–ª—é—á–∏–≤ –º–æ—Ç–æ—Ä –∏ –µ–≥–æ —Å–æ–±—Å—Ç–≤–µ–Ω–Ω—ã–µ –±–∏–µ–Ω–∏—è –∏–∑ —Ä–µ–∑—É–ª—å—Ç–∞—Ç–∞. –í –¥–∞–Ω–Ω–æ–º —Å–ª—É—á–∞–µ –æ—Å—å - —ç—Ç–æ –æ—Å–Ω–æ–≤–∞–Ω–∏–µ —Å–≤–µ—Ä–ª–∞ 3.175 –º–º, —Ç.–µ. –ø–æ–ª–Ω–æ–µ —Å–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–∏–µ —Ü–∞–Ω–≥–µ. –ê–Ω–∞–ª–æ–≥–∏—á–Ω—ã–º –æ–±—Ä–∞–∑–æ–º –º–æ–∂–Ω–æ —É—Å—Ç–∞–Ω–æ–≤–∏—Ç—å –æ—Å—å –ø–æ–¥ –ª—é–±–æ–π –¥–∏–∞–º–µ—Ç—Ä —Ü–∞–Ω–≥–∏.
–¶–∞–Ω–≥–∞ –≤—Ä–∞—â–∞–µ—Ç—Å—è –Ω–∞ –æ—Å–∏ –¥–æ—Å—Ç–∞—Ç–æ—á–Ω–æ —Ç—è–∂–µ–ª–æ. –û—Å—Ç—Ä–∞—è –∫—Ä–æ–º–∫–∞ –≤—Ä–µ–∑–∞–µ—Ç—Å—è –≤ –∫–æ–∂—É, –ø—Ä–∏—à–ª–æ—Å—å —Å–ª–µ–≥–∫–∞ –ø—Ä–∏—Ç—É–ø–∏—Ç—å –µ–µ –Ω–∞–∂–¥–∞—á–∫–æ–π.
–ò–∑ –ø–µ—Ä–≤–æ–π —á–∞—Å—Ç–∏ –≤–∏–¥–µ–æ —Å–ª–µ–¥—É–µ—Ç —á—Ç–æ –±–∏–µ–Ω–∏–µ –Ω–∞ –º–∞–ª–æ–º –¥–∏–∞–º–µ—Ç—Ä–µ —Å–æ—Å—Ç–∞–≤–ª—è–µ—Ç 30 –º–∫–º, –Ω–∞ –±–æ–ª—å—à–æ–º –¥–∏–∞–º–µ—Ç—Ä–µ 70 –º–∫–º. –ú–∏–Ω–∏–º–∞–ª—å–Ω–æ–µ –æ—Ç–∫–ª–æ–Ω–µ–Ω–∏–µ —è –ø–æ–º–µ—Ç–∏–ª (—Å–≤–µ—Ä—Ö—É) –Ω–∞ —Ü–∞–Ω–≥–µ –æ–¥–Ω–æ–π –∫—Ä–∞—Å–Ω–æ–π —Ç–æ—á–∫–æ–π, –º–∞–∫—Å–∏–º–∞–ª—å–Ω–æ–µ - –¥–≤—É–º—è. –≠—Ç–∏ –º–µ—Ç–∫–∏ —Å–æ–≤–ø–∞–¥–∞—é—Ç –∏ –¥–ª—è –º–∞–ª–æ–≥–æ –∏ –¥–ª—è –±–æ–ª—å—à–æ–≥–æ –¥–∏–∞–º–µ—Ç—Ä–æ–≤.
–ü–æ—Ç–æ–º —è –∑–∞–º–µ—Ç–∏–ª —á—Ç–æ –≤–Ω–µ—Å –ø–æ–≥—Ä–µ—à–Ω–æ—Å—Ç—å –≤ –∏–∑–º–µ—Ä–µ–Ω–∏–µ. –¢–æ—á–Ω–µ–µ, –µ–µ –∑–∞–ª–æ–∂–∏–ª –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç–µ–ª—å, –∫–æ—Ç–æ—Ä—ã–π –Ω–µ –æ–±—Ä–∞–±–æ—Ç–∞–ª —Ç–æ—Ä—Ü—ã —Ü–∞–Ω–≥–∏. –•–æ—Ç—è, –ø—Ä–∏ –∑–∞–∂–∏–º–µ –≤ —Ä–æ–≤–Ω–æ–º –ø–∞—Ç—Ä–æ–Ω—á–∏–∫–µ, –∫—Ä–∏–≤—ã–µ —Ç–æ—Ä—Ü—ã –Ω–µ –¥–æ–ª–∂–Ω—ã –≤–ª–∏—è—Ç—å –Ω–∞ –±–∏–µ–Ω–∏—è. –Ø –∂–µ —ç—Ç–æ—Ç –º–æ–º–µ–Ω—Ç –Ω–µ —É—á–µ–ª, —Ç.–∫. –±–æ–∫–æ–≤—ã–µ –≥—Ä–∞–Ω–∏ —É–≥–æ–ª–∫–∞ –∏ –ø–ª–∞–Ω–∫–∏ –ø—Ä–∏–∂–∏–º–∞ –æ—Å–∏ –Ω–µ –ª–µ–∂–∞–ª–∏ –≤ –ø–ª–æ—Å–∫–æ—Å—Ç–∏, –ø–µ—Ä–ø–µ–Ω–¥–∏–∫—É–ª—è—Ä–Ω–æ–π –æ—Å–∏. –ò–∑-–∑–∞ —ç—Ç–æ–≥–æ, –≤—ã—Å—Ç—É–ø–∞—é—â–∏–π —Ç–æ—Ä–µ—Ü —Ü–∞–Ω–≥–∏ –Ω–∞–∫–ª–æ–Ω—è–ª –ø–æ–¥ —Å–æ–±–æ–π —à–∞–π–±—É –∏ —Ü–∞–Ω–≥–∞ –ø–µ—Ä–µ–º–µ—â–∞–ª–∞—Å—å –ø—Ä–∞–≤–æ-–≤–ª–µ–≤–æ –ø—Ä–∏ –≤—Ä–∞—â–µ–Ω–∏–∏, —Ö–æ—Ç—å —è –≤—Å–µ–≥–¥–∞ –∏ –ø–æ–¥–∂–∏–º–∞–ª –µ–µ –≤–ª–µ–≤–æ.
–í —Ü–µ–ª—è—Ö —ç–∫–æ–Ω–æ–º–∏–∏ –≤—Ä–µ–º–µ–Ω–∏, –ø–æ–¥–ª–æ–∂–∏–ª 3 —Å–ª–æ—è –º–∞–ª—è—Ä–Ω–æ–π –ª–µ–Ω—Ç—ã –ø–æ–¥ –ø–ª–∞–Ω–∫—É, —Ç–æ—Ä–µ—Ü –∫–æ—Ç–æ—Ä–æ–π –±—ã–ª —É—Ç–æ–ø–ª–µ–Ω, –Ω–∞—à–µ–ª —à–∞–π–±—É —Å –º–µ–Ω—å—à–∏–º –≤–Ω—É—Ç—Ä–µ–Ω–Ω–∏–º –¥–∏–∞–º–µ—Ç—Ä–æ–º –∏ –ø–æ–ª—É—á–∏–ª –±–æ–ª–µ–µ –ø—Ä–∞–≤–∏–ª—å–Ω—ã–µ —Ä–µ–∑—É–ª—å—Ç–∞—Ç—ã: 15-20 –º–∫–º –¥–ª—è –º–∞–ª–æ–≥–æ –¥–∏–∞–º–µ—Ç—Ä–∞ –∏ 50 –º–∫–º –¥–ª—è –±–æ–ª—å—à–æ–≥–æ. –ë—ã–ª–æ –±—ã –ª—É—á—à–µ –æ–¥–µ–≤–∞—Ç—å –Ω–∞ –æ—Å—å –º–∞–ª–µ–Ω—å–∫—É—é –≤—Ç—É–ª–∫—É —Å —Ä–æ–≤–Ω—ã–º–∏ —Ç–æ—Ä—Ü–∞–º–∏, –∫–æ—Ç–æ—Ä–∞—è –±—É–¥–µ—Ç —Å–∞–¥–∏—Ç—å—Å—è —á—É—Ç—å –≤–ø—Ä–∏—Ç—ã–∫ –∏ –Ω–µ —Å–º–æ–∂–µ—Ç –∫–∞—á–∞—Ç—å—Å—è. –ù–æ –µ–µ –Ω—É–∂–Ω–æ –±—É–¥–µ—Ç –¥–µ–ª–∞—Ç—å –ø–æ–¥ –∫–∞–∂–¥—ã–π –¥–∏–∞–º–µ—Ç—Ä –æ—Å–∏. –Ø –ø–æ–∫–∞ –Ω–µ –≤–∏–∂—É –≤–∞—Ä–∏–∞–Ω—Ç–æ–≤ —Å–¥–µ–ª–∞—Ç—å –µ–µ –∏–∑ –ø–æ–¥—Ä—É—á–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤. –°–≤–µ—Ä–ª–∞ 3.175 —É –º–µ–Ω—è –Ω–µ—Ç, –∞ –µ—Å–ª–∏ –Ω–∞—á–Ω—É —Ä–∞—Å—à–∏—Ä—è—Ç—å –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ –Ω–∞–¥—Ñ–∏–ª–µ–º, —Ç–æ –ø–µ—Ä–ø–µ–Ω–¥–∏–∫—É–ª—è—Ä–Ω–æ–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ –ø–æ—Ç–µ—Ä—è–µ—Ç —Å–≤–æ—é —Ñ–æ—Ä–º—É. –ò, –≤–µ—Ä–æ—è—Ç–Ω–æ, —Ç–æ–∂–µ –ø–æ–ª—É—á–∏—Ç—Å—è –Ω–∞–∫–ª–æ–Ω.
–£ –ø—Ä–æ–¥–∞–≤—Ü–∞ —É–∫–∞–∑–∞–Ω–æ: Accuracy: 0.008mm
–Ø –ø—Ä–∞–≤–∏–ª—å–Ω–æ —Å–æ–æ—Ç–Ω–æ—à—É "—Ç–æ—á–Ω–æ—Å—Ç—å" —É –ø—Ä–æ–¥–∞–≤—Ü–∞ –∏ "–±–∏–µ–Ω–∏–µ" —É –º–µ–Ω—è? –ò–ª–∏ –∂–µ —è –¥–æ–ª–∂–µ–Ω —Å—á–∏—Ç–∞—Ç—å –æ—Ç–∫–ª–æ–Ω–µ–Ω–∏–µ –æ—Ç –æ—Å–∏ –≤ –æ–±–µ —Å—Ç–æ—Ä–æ–Ω—ã –∏ —Ü–∏—Ñ—Ä—ã –≤—ã—Ö–æ–¥—è—Ç –≤ 2 —Ä–∞–∑–∞ –º–µ–Ω—å—à–µ (7.5-10 –∏ 25 –º–∫–º)? –•–æ—Ç—è, –≤ –ª—é–±–æ–º —Å–ª—É—á–∞–µ, —Ç–æ—á–Ω–æ—Å—Ç—å —Ö—É–∂–µ, –∫–∞–∫ –º–∏–Ω–∏–º—É–º, –≤ 3 —Ä–∞–∑–∞. –ü–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—å –∏ –≤–Ω—É—Ç—Ä–∏ –∏ —Å–Ω–∞—Ä—É–∂–∏ —Ü–∞–Ω–≥–∏ —Å –º–µ–ª–∫–∏–º–∏ –±–æ—Ä–æ–∑–¥–∫–∞–º–∏. –û –∫–∞—á–µ—Å—Ç–≤–µ–Ω–Ω–æ–π –æ–±—Ä–∞–±–æ—Ç–∫–µ –∏ –ø–æ–ª–∏—Ä–æ–≤–∫–µ –Ω–µ—Ç –∏ —Ä–µ—á–∏.
–° –¥–∏—Å–ø—É—Ç–æ–º –ø–æ —Ü–∞–Ω–≥–µ ($2.27) –Ω–µ —É—Å–ø–µ–ª. –°–µ–≥–æ–¥–Ω—è 29-–π –¥–µ–Ω—å. –û—Å—Ç–∞–µ—Ç—Å—è –ª–∏—à—å –ø–æ—Å—Ç–∞–≤–∏—Ç—å –ø—Ä–æ–¥–∞–≤—Ü—É 1 –∑–≤–µ–∑–¥—É.
–ù–æ –µ—Å–ª–∏ —Å–æ–ø–æ—Å—Ç–∞–≤–∏—Ç—å —ç—Ç–æ –≤–∏–¥–µ–æ —Å —Ü–∞–Ω–≥–æ–π –∏ –ø—Ä–æ—à–ª–æ–µ –≤–∏–¥–µ–æ —Å –ø–∞—Ç—Ä–æ–Ω—á–∏–∫–æ–º, —Ç–æ –º–Ω–µ –∫–∞–∂–µ—Ç—Å—è —á—Ç–æ —Ç–æ—á–Ω–æ—Å—Ç—å –ø–æ—Å–ª–µ–¥–Ω–µ–≥–æ –∑–Ω–∞—á–∏—Ç–µ–ª—å–Ω–æ –Ω–∏–∂–µ. –¢–∞–º —Å–≤–µ—Ä–ª–æ –≥—É–ª—è–µ—Ç –æ—á–µ–Ω—å —Å–∏–ª—å–Ω–æ.
–ü—Ä–æ–¥–∞–≤–µ—Ü –ø–∞—Ç—Ä–æ–Ω—á–∏–∫–∞ –∑–∞ 3 —Å—É—Ç–æ–∫ –Ω–µ –æ—Ç–≤–µ—Ç–∏–ª –Ω–∞ –º–æ–µ —Å–æ–æ–±—â–µ–Ω–∏–µ. –Ø –æ—Ç–∫—Ä—ã–ª –¥–∏—Å–ø—É—Ç. –ó–∞ 3 —Å—É—Ç–æ–∫ –ø—Ä–æ–¥–∞–≤–µ—Ü –Ω–µ –æ—Ç—Ä–µ–∞–≥–∏—Ä–æ–≤–∞–ª. –í—Å—Ç—É–ø–∏–ª Aliexpress –∏ —á–µ—Ä–µ–∑ 3 —Å—É—Ç–æ–∫ –≤—ã–Ω–µ—Å —Å–≤–æ–µ —Ä–µ—à–µ–Ω–∏–µ, –ø–æ–ª–Ω–æ—Å—Ç—å—é —Å–æ–≤–ø–∞–¥–∞—é—â–µ–µ —Å –º–æ–∏–º –∑–∞–ø—Ä–æ—Å–æ–º: –ø–æ–ª–Ω—ã–π –≤–æ–∑–≤—Ä–∞—Ç –¥–µ–Ω–µ–≥. –Ø —Å–æ–≥–ª–∞—Å–∏–ª—Å—è —Å —ç—Ç–∏–º —Ä–µ—à–µ–Ω–∏–µ–º –∏ –µ—â–µ —á–µ—Ä–µ–∑ 3 —Å—É—Ç–æ–∫ –¥–∏—Å–ø—É—Ç –±—ã–ª –∑–∞–∫—Ä—ã—Ç –≤ –º–æ—é –ø–æ–ª—å–∑—É. –ü—Ä–æ–¥–∞–≤–µ—Ü –ø–æ —Å–µ–π –¥–µ–Ω—å –≤ –æ—Ç–∫–ª—é—á–∫–µ. –î–∞–∂–µ –Ω–µ –≤—ã—Ä–∞–∑–∏–ª –æ–±–µ—Å–ø–æ–∫–æ–µ–Ω–Ω–æ—Å—Ç—å –∏ –Ω–µ –∏–∑–≤–∏–Ω–∏–ª—Å—è.
–¢–µ–ø–µ—Ä—å –Ω—É–∂–Ω–æ —Å–¥–µ–ª–∞—Ç—å —É–≥–ª–æ–≤—É—é –Ω–∞—Å–∞–¥–∫—É –Ω–∞ –∏–Ω–¥–∏–∫–∞—Ç–æ—Ä, —á—Ç–æ–±—ã –∞–Ω–∞–ª–æ–≥–∏—á–Ω—ã–º –æ–±—Ä–∞–∑–æ–º –∏–∑–º–µ—Ä–∏—Ç—å –±–∏–µ–Ω–∏—è –Ω–∞ –¥–≤—É—Ö –¥–∏–∞–º–µ—Ç—Ä–∞—Ö –∫–æ–Ω—É—Å–∞ –≤–Ω—É—Ç—Ä–∏ –ø–∞—Ç—Ä–æ–Ω—á–∏–∫–∞, –≤—Ä–∞—â–∞—é—â–µ–≥–æ—Å—è –Ω–∞ –Ω–µ–ø–æ–¥–≤–∏–∂–Ω–æ–π –æ—Å–∏ 2.98-2.99 –º–º.
–ï—Å–ª–∏ —è –≤ —á–µ–º-—Ç–æ –æ—à–∏–±—Å—è –∏–ª–∏ –¥–µ–ª–∞—é –Ω–µ —Ç–∞–∫ - –ø–æ–ø—Ä–∞–≤—å—Ç–µ –º–µ–Ω—è.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Jeri
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å —Å–µ–Ω 01, 2024 06:27:33 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 84
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 09, 2015 09:39:12
–°–æ–æ–±—â–µ–Ω–∏–π: 336
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
Grishanenko, –≤—Ä—è–¥ –ª–∏ —Ç–∞–∫–æ–µ –∏–∑–º–µ–Ω–µ–Ω–∏–µ –º–æ–∂–Ω–æ –Ω–∞–∑–≤–∞—Ç—å –¥–æ—Å—Ç–æ–≤–µ—Ä–Ω—ã–º, –Ω–∞ –º–æ–π –≤–∑–≥–ª—è–¥ –∏–∑–º–µ—Ä—è—Ç—å –≥–Ω–æ–º–µ—Ç—Ä–∏—é —Ü–∞–Ω–≥–∏ –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ –≤ —Å–∂–∞—Ç–æ–º —Å–æ—Å—Ç–æ—è–Ω–∏–∏, –≤ —Ç–∞–∫–æ–º, –≤ –∫–æ—Ç–æ—Ä–æ–º –æ–Ω–∞ –Ω–∞—Ö–æ–¥–∏—Ç—Å—è –≤ –ø–∞—Ç—Ä–æ–Ω–µ, –∞ –Ω–µ –≤ —Å–≤–æ–±–æ–¥–Ω–æ–º
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Grishanenko
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å —Å–µ–Ω 01, 2024 09:11:30 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –æ–∫—Ç 27, 2011 15:02:34
–°–æ–æ–±—â–µ–Ω–∏–π: 383
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
Jeri, –¶–∞–Ω–≥—É –º–æ–∂–Ω–æ —Å–∂–∞—Ç—å —Ç–æ–ª—å–∫–æ –≤ —Ç–æ–º —Å–ª—É—á–∞–µ, –µ—Å–ª–∏ –¥–∏–∞–º–µ—Ç—Ä —Å–≤–µ—Ä–ª–∞ –º–µ–Ω—å—à–µ –æ–ø—Ä–µ–¥–µ–ª–µ–Ω–Ω–æ–≥–æ –∑–Ω–∞—á–µ–Ω–∏—è (–Ω–æ–º–∏–Ω–∞–ª—å–Ω–æ–≥–æ –¥–∏–∞–º–µ—Ç—Ä–∞ —Å–≤–µ—Ä–ª–∞ —Ü–∞–Ω–≥–∏?). –í –¥–∞–Ω–Ω–æ–º —Å–ª—É—á–∞–µ, —è –æ—Ç–º–µ—Ç–∏–ª —á—Ç–æ –æ–Ω–∞ —Å–∞–¥–∏—Ç—Å—è –Ω–∞ –æ—Å—å —Å —É—Å–∏–ª–∏–µ–º, —Ç.–µ. —Ä–∞–∑–¥–≤–∏–≥–∞–µ—Ç—Å—è –∏ –º–∞–ª—ã–π –∏ –±–æ–ª—å—à–æ–π –¥–∏–∞–º–µ—Ç—Ä –∫–æ–Ω—É—Å–Ω–æ–π –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–∏. –¶–∞–Ω–≥–∞ –Ω–∞—Ö–æ–¥–∏—Ç—Å—è –≤ –Ω–∞–ø—Ä—è–∂–µ–Ω–Ω–æ–º —Å–æ—Å—Ç–æ—è–Ω–∏–∏, –≤–µ–¥—å –æ–Ω–∞ –Ω–µ –ø—Ä–æ—Å—Ç–æ —Ç–∞–∫ –Ω–∞–∑—ã–≤–∞–µ—Ç—Å—è –ø—Ä—É–∂–∏–Ω–Ω–æ–π. –ò —Å–∂–∏–º–∞—Ç—å –µ–µ –ø—Ä–æ—Å—Ç–æ –Ω–µ–∫—É–¥–∞.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–Ý–µ–∫–ª–∞–º–∞
|
|
|
|
|
|
|
|
|
|
Grishanenko
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —Å–µ–Ω 03, 2024 18:11:35 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ß—Ç –æ–∫—Ç 27, 2011 15:02:34
–°–æ–æ–±—â–µ–Ω–∏–π: 383
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
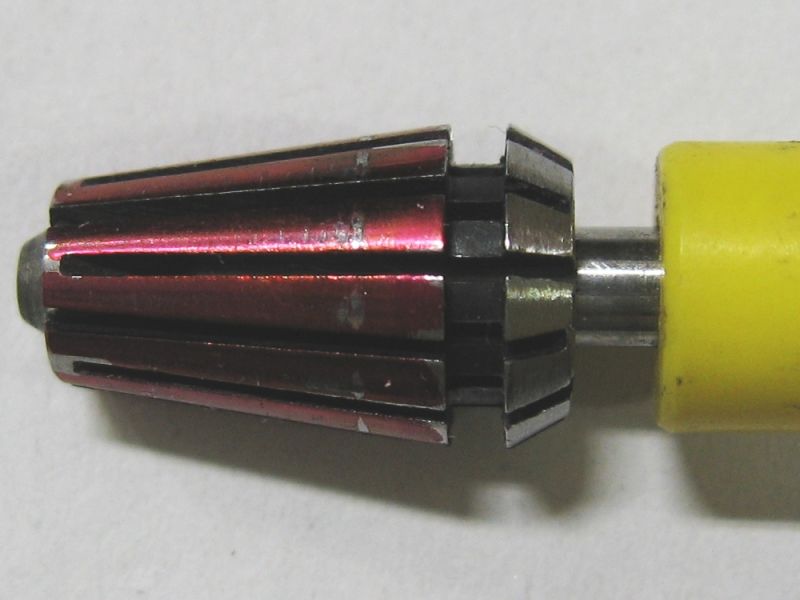
–ü—Ä–∏–µ—Ö–∞–ª –≤—Ç–æ—Ä–æ–π –ø–∞—Ç—Ä–æ–Ω—á–∏–∫ ER8. –°–≤–µ—Ä–ª–æ –≤ –Ω–µ–º –±—å–µ—Ç –∫–∞–∫ –±—ã –Ω–µ —Å–∏–ª—å–Ω–µ–µ, —á–µ–º –≤ –ø–µ—Ä–≤–æ–º. –°–æ–≤–º–µ—â–∞–ª —Ä–∞—Å–ø–∞–∫–æ–≤–∫—É —Å –ø—Ä–æ–≤–µ—Ä–∫–æ–π. –¢–∞–∫ –∂–µ —Ö–æ—Ä–æ—à–æ –≤–∏–¥–Ω–æ –º–µ—Ç–∞–Ω–∏–µ –≤–Ω—É—Ç—Ä–µ–Ω–Ω–µ–≥–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏—è. –ù–æ –∑–¥–µ—Å—å —è –æ–±—Ä–∞—Ç–∏–ª –≤–Ω–∏–º–∞–Ω–∏–µ –Ω–∞ —Ç–æ —á—Ç–æ, –≤–µ—Ä–æ—è—Ç–Ω–æ, –ø–∞—Ç—Ä–æ–Ω—á–∏–∫ –¥–µ–ª–∞–ª—Å—è –Ω–µ –∏–∑ —Ü–µ–ª—å–Ω–æ–π –∑–∞–≥–æ—Ç–æ–≤–∫–∏, –∞ –≤ –Ω–µ–π —É–∂–µ –±—ã–ª–æ –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ –§6 (—Å–æ —Å–º–µ—â–µ–Ω–Ω—ã–º —Ü–µ–Ω—Ç—Ä–æ–º), –∫–æ—Ç–æ—Ä–æ–µ —Ä–∞—Å—Ç–æ—á–∏–ª–∏ –¥–æ –∫–æ–Ω—É—Å–∞. –≠—Ç–æ—Ç –º–æ–º–µ–Ω—Ç —Ö–æ—Ä–æ—à–æ –≤–∏–¥–Ω–æ –≤ –º–∏–∫—Ä–æ—Å–∫–æ–ø, –Ω–æ –Ω–∞ —Ñ–æ—Ç–æ –Ω–∏—á–µ–≥–æ –Ω–µ –ø–æ–Ω—è—Ç–Ω–æ. –ù–æ, –¥–∞–∂–µ –µ—Å–ª–∏ –∫–æ–Ω—É—Å —Å–¥–µ–ª–∞–Ω –∏–¥–µ–∞–ª—å–Ω–æ, —Ç–æ –∫–æ—Å–æ–µ –æ—Ç–≤–µ—Ä—Å—Ç–∏–µ –æ—Ç—ä–µ–ª–æ –µ–≥–æ —á–∞—Å—Ç—å –∏ –ø–ª–æ—â–∞–¥—å —Ñ–∏–∫—Å–∞—Ü–∏–∏ —É–º–µ–Ω—å—à–∏–ª–∞—Å—å. –í—Ç–æ—Ä–æ–π –º–æ–º–µ–Ω—Ç - –∑–Ω–∞—á–∏—Ç–µ–ª—å–Ω–æ —Å–∏–ª—å–Ω–µ–µ –±–æ–ª—Ç–∞–µ—Ç—Å—è —Ü–∞–Ω–≥–∞ 3.175 —Å–æ —Å–≤–µ—Ä–ª–æ–º 3.175, –µ—Å–ª–∏ –µ–µ –ø—Ä–æ—Å—Ç–æ –ø—Ä–∏—Å—Ç–∞–≤–∏—Ç—å –∫ –ø–∞—Ç—Ä–æ–Ω—É. –ö–∞–∫ –±—É–¥—Ç–æ –Ω–µ —Å–æ–≤–ø–∞–¥–∞–µ—Ç —É–≥–æ–ª. –ï—Å–ª–∏ —É –∫–æ–≥–æ-—Ç–æ –µ—Å—Ç—å –≤–æ–∑–º–æ–∂–Ω–æ—Å—Ç—å, –ø—Ä–æ–≤–µ—Ä—å—Ç–µ, –ø–æ–∂–∞–ª—É–π—Å—Ç–∞, —ç—Ç–æ—Ç –º–æ–º–µ–Ω—Ç. –ó–∞–∫—Ä–∞—Å–∏–ª —Ü–∞–Ω–≥—É –º–∞—Ä–∫–µ—Ä–æ–º, –≤—Å—Ç–∞–≤–∏–ª –≤ –≥–∞–π–∫—É, —É—Å—Ç–∞–Ω–æ–≤–∏–ª —Å–≤–µ—Ä–ª–æ, –∑–∞–∂–∞–ª. –ß—É—Ç—å –æ—Ç–ø—É—Å—Ç–∏–ª –∏ –∏ —Å–Ω–æ–≤–∞ –∑–∞—Ç—è–Ω—É–ª –Ω–µ—Å–∫–æ–ª—å–∫–æ —Ä–∞–∑. –Ý–∞–∑–æ–±—Ä–∞–ª –∏ –ø–æ–ª—É—á–∏–ª —Ç–∞–∫—É—é –∫–∞—Ä—Ç–∏–Ω–∫—É:  –ü–∞—Ç—Ä–æ–Ω—á–∏–∫ –ø–æ–¥–∂–∏–º–∞–µ—Ç —Ü–∞–Ω–≥—É —Å–≤–æ–∏–º –∫—Ä–∞–µ–º, –∞ –Ω–µ –ø–æ –≤—Å–µ–π –ø–ª–æ—â–∞–¥–∏. –í –ø–µ—Ä–≤–æ–º –ø–∞—Ç—Ä–æ–Ω—á–∏–∫–µ –µ—Å—Ç—å —Ç–∞–∫–æ–π –∂–µ –∫—Ä—É–≥–æ–≤–æ–π —Å–ª–µ–¥, –ø–ª—é—Å —á–∞—Å—Ç–∏—á–Ω—ã–µ –ø–æ—Ç–µ—Ä—Ç–æ—Å—Ç–∏ –Ω–∏–∂–µ. –¢.–µ. –ø–æ–ª–Ω–æ–≥–æ –∫–æ–Ω—Ç–∞–∫—Ç–∞ —Ç–æ–∂–µ –Ω–µ—Ç. –ö–∞–∫ –±—É–¥—Ç–æ –∫—Ä–∏–≤—ã–µ –∏ –æ–±–∞ –ø–∞—Ç—Ä–æ–Ω—á–∏–∫–∞ –∏ —Ü–∞–Ω–≥–∞.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mic223
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å —Å–µ–Ω 15, 2024 20:55:32 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 03, 2015 01:18:25
–°–æ–æ–±—â–µ–Ω–∏–π: 8
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ø–æ–ø—ã—Ç–∞–ª—Å—è –Ω–∞ —Ç–∞–æ–±–∞–æ –Ω–∞–π—Ç–∏ –ø–æ–¥—Ö–æ–¥—è—â–∏–π –≤–∞–ª jn SYIC –ø–æ–¥ ER11, —Å—Ç—Ä–∞–Ω–Ω–æ –Ω–æ —Å–º–æ–≥ –Ω–∞–π—Ç–∏ —Ç–æ–ª—å–∫–æ –≤–∞—Ä–∏–∞–Ω—Ç SYIC C16-ER11A-140 , –∞ –≤–∞—Ä–∏–∞–Ω—Ç—ã —Ç–∏–ø–∞ BC12-ER11-080M –∏–ª–∏ –Ω–∞ –º–µ–Ω—å—à–∏–π –¥–∏–∞–º–µ—Ç—Ä (—Ç–∏–ø–∞ 10 –º–º) –≤–∞–ª–∞ –Ω–µ –Ω–∞—Ö–æ–¥–∏—Ç—Å—è . –∏—Å–∫–∞–ª –ø—Ä–∞–≤–¥–∞ —á–µ—Ä–µ–∑ yoybuy - –≥–¥–µ —Ç–æ —á–∏—Ç–∞–ª, —á—Ç–æ —ç—Ç–æ –ø–æ—Å—Ä–µ–¥–Ω–∏–∫–∏ –Ω–µ –≤—Å–µ —Ç–∞–º –Ω–∞–ø—Ä—è–º—É—é –≤–∏–¥—è—Ç –∏ –Ω–∞–¥–æ –ø—Ä—è–º—É—é —Å—Å—ã–ª–∫—É –Ω–∞ –ª–æ—Ç - –∫—Ç–æ –Ω–∏–±—É–¥—å —Å—Ç–∞–ª–∫–∏–≤–∞–ª—Å—è ?
–Ω–∞ 16 –≤–∞–ª –Ω–µ —Å–º–æ–≥ –Ω–∞–π—Ç–∏ –ø–æ–¥—à–∏–ø–Ω–∏–∫–æ–≤ - —ç—Ç–æ —è –ø–ª–æ—Ö–æ –∏—â—É - –∏–ª–∏ —ç—Ç–æ –Ω–µ—Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω—ã–π –¥–∏–∞–º–µ—Ç—Ä ? –Ω–∞ 12 –µ—Å—Ç—å –º–Ω–æ–≥–æ —Ä–∞–∑–Ω—ã—Ö
—Ü–µ–Ω–∞ –Ω–∞ SYIC C16-ER11A-140 –Ω–∞ —Ç–∞–æ–±–∞–æ –º–µ–Ω—å—à–µ —Ü–µ–Ω—ã –Ω–∞ –∞–ª–∏—ç–∫—Å–ø—Ä–µ—Å—Å–µ –ø—Ä–∏–º–µ—Ä–Ω–æ –≤ 2 —Ä–∞–∑–∞ , –±–µ–∑ —É—á–µ—Ç–∞ –¥–æ—Å—Ç–∞–≤–∫–∏ –≤ –æ–±–æ–∏—Ö —Å–ª—É—á–∞—è—Ö
–Ω–∏–∫—Ç–æ —Å–ª—É—á–∞–µ–º —Ç–∞–∫–∏–º–∏ —Ä–∞–∑–º–µ—Ä–∞–º–∏ –≤–∞–ª–æ–≤ –Ω–µ –∑–∞–º–æ—Ä–∞—á–∏–≤–∞–ª—Å—è ?
–º–æ–∂–µ—Ç –æ–Ω–æ –º–∞–ª–æ –∫–æ–º—É –Ω–∞–¥–æ ?
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Jeri
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Ç —Å–µ–Ω 17, 2024 03:06:19 |
|
| –ü–æ—Ç—Ä–æ–≥–∞–ª –ª–∞–ø–æ–π –ø–∞—è–ª—å–Ω–∏–∫ |
–ö–∞—Ä–º–∞: 6
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 84
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°—Ä —Å–µ–Ω 09, 2015 09:39:12
–°–æ–æ–±—â–µ–Ω–∏–π: 336
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ø–æ–ø—ã—Ç–∞–ª—Å—è –Ω–∞ —Ç–∞–æ–±–∞–æ –Ω–∞–π—Ç–∏ –ø–æ–¥—Ö–æ–¥—è—â–∏–π –≤–∞–ª jn SYIC –ø–æ–¥ ER11, —Å—Ç—Ä–∞–Ω–Ω–æ –Ω–æ —Å–º–æ–≥ –Ω–∞–π—Ç–∏ —Ç–æ–ª—å–∫–æ –≤–∞—Ä–∏–∞–Ω—Ç SYIC C16-ER11A-140 , –∞ –≤–∞—Ä–∏–∞–Ω—Ç—ã —Ç–∏–ø–∞ BC12-ER11-080M –∏–ª–∏ –Ω–∞ –º–µ–Ω—å—à–∏–π –¥–∏–∞–º–µ—Ç—Ä (—Ç–∏–ø–∞ 10 –º–º) –≤–∞–ª–∞ –Ω–µ –Ω–∞—Ö–æ–¥–∏—Ç—Å—è . –≤–æ—Ç —á—Ç–æ –Ω–∞—à–ª–æ—Å—å https://item.taobao.com/item.htm?id=535601702377https://item.taobao.com/item.htm?id=696161702943–ò—Å–∫–∞–ª –ø–æ –ø–æ–∏—Å–∫–æ–≤–æ–º—É –∑–∞–ø—Ä–æ—Å—É BC12-ER11-080M SYIC-04863–∏—Å–∫–∞–ª –ø—Ä–∞–≤–¥–∞ —á–µ—Ä–µ–∑ yoybuy - –≥–¥–µ —Ç–æ —á–∏—Ç–∞–ª, —á—Ç–æ —ç—Ç–æ –ø–æ—Å—Ä–µ–¥–Ω–∏–∫–∏ –Ω–µ –≤—Å–µ —Ç–∞–º –Ω–∞–ø—Ä—è–º—É—é –≤–∏–¥—è—Ç –∏ –Ω–∞–¥–æ –ø—Ä—è–º—É—é —Å—Å—ã–ª–∫—É –Ω–∞ –ª–æ—Ç - –∫—Ç–æ –Ω–∏–±—É–¥—å —Å—Ç–∞–ª–∫–∏–≤–∞–ª—Å—è ? –¥–∞ —Ç–∞–∫–æ–µ –±—ã–≤–∞–µ—Ç, –Ω–∞–¥–µ–∂–Ω–µ–µ –∏—Å–∫–∞—Ç—å –Ω–∞–ø—Ä—è–º—É—é –Ω–∞ 16 –≤–∞–ª –Ω–µ —Å–º–æ–≥ –Ω–∞–π—Ç–∏ –ø–æ–¥—à–∏–ø–Ω–∏–∫–æ–≤ - —ç—Ç–æ —è –ø–ª–æ—Ö–æ –∏—â—É - –∏–ª–∏ —ç—Ç–æ –Ω–µ—Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω—ã–π –¥–∏–∞–º–µ—Ç—Ä ? –ø–æ–¥—à–∏–ø–Ω–∏–∫–∏ –ø–æ–¥ —Ç–∞–∫–æ–π –¥–∏–∞–º–µ—Ç—Ä –µ—Å—Ç—å, –≤–∞—Ä–∏–∞–Ω—Ç—ã –º–æ–∂–Ω–æ –≥–ª—è–Ω—É—Ç—å —Ç—É—Ç https://size.name/catalog/podshipnik?in_dia=16–Ω–∞–ø—Ä–∏–º–µ—Ä 6202-16MDDU –æ—Ç nsk
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
mic223
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç —Å–µ–Ω 20, 2024 01:01:42 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü—Ç –∞–ø—Ä 03, 2015 01:18:25
–°–æ–æ–±—â–µ–Ω–∏–π: 8
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
—Å–ø–∞—Å–∏–±–æ!
–±—É–¥—É –∑–Ω–∞—á–∏—Ç—å –≤–æ—Å—Å—Ç–∞–Ω–∞–≤–ª–∏–≤–∞—Ç—å –∞–∫–∫–∞—É–Ω—Ç –Ω–∞ —Ç–∞–æ–±–∞–æ, –¥–ª—è –Ω–æ—Ä–º –ø–æ–∏—Å–∫–∞
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
BeatSerf
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –í—Å –Ω–æ—è 24, 2024 09:46:19 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –°–± –¥–µ–∫ 16, 2023 06:38:28
–°–æ–æ–±—â–µ–Ω–∏–π: 1
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–í—Å–µ–º –¥–æ–±—Ä–æ–≥–æ –≤—Ä–µ–º–µ–Ω–∏ —Å—É—Ç–æ–∫. –ü—Ä–æ–¥—É–º—ã–≤–∞—é –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏—é —Å–≤–µ—Ä–ª–∏–ª–∫–∏. –í –æ—Å–Ω–æ–≤–Ω–æ–º –¥–µ—Ç–∞–ª–∏ –±—É–¥—É –ø–µ—á–∞—Ç–∞—Ç—å, –µ—Å—Ç—å –≤–æ—Å—Ä–æ—Å –∫—Ç–æ-
–Ω–∏–±—É–¥—å –ø—Ä–∏–º–µ–Ω—è–ª –ª–∏–Ω–µ–π–Ω—ã–µ –Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏–µ –¢–∏–ø–∞ MGN? –•–≤–∞—Ç–∏—Ç –æ–¥–Ω–æ–π MGN9H?
| –í–ª–æ–∂–µ–Ω–∏—è: |
 images.jpeg [3.59 KiB]
images.jpeg [3.59 KiB]
–°–∫–∞—á–∏–≤–∞–Ω–∏–π: 197
|
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
nonpar
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü–Ω –¥–µ–∫ 02, 2024 08:20:47 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 22, 2024 09:28:40
–°–æ–æ–±—â–µ–Ω–∏–π: 67
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–∫—Ç–æ-–Ω–∏–±—É–¥—å –ø—Ä–∏–º–µ–Ω—è–ª –ª–∏–Ω–µ–π–Ω—ã–µ –Ω–∞–ø—Ä–∞–≤–ª—è—é—â–∏–µ –¢–∏–ø–∞ MGN? –•–≤–∞—Ç–∏—Ç –æ–¥–Ω–æ–π MGN9H? –î—É–º–∞—é, —ç—Ç–æ –∑–∞–≤–∏—Å–∏—Ç –æ—Ç –∫–æ–Ω—Å—Ç—Ä—É–∫—Ç–∏–≤–Ω—ã—Ö –ø–∞—Ä–∞–º–µ—Ç—Ä–æ–≤. –í–µ—Å –ø–æ–¥–≤–∏–∂–Ω–æ–π —á–∞—Å—Ç–∏, –µ—ë –≤—ã–ª–µ—Ç –∏ —Ç.–ø. –Ø, –Ω–∞–ø—Ä–∏–º–µ—Ä, –≤ —Å–≤–æ–µ–π —Å–≤–µ—Ä–ª–∏–ª–∫–µ –∏—Å–ø–æ–ª—å–∑–æ–≤–∞–ª —Å—ä–µ–º–Ω—ã–π –ø—Ä–æ—Å–∫–æ–Ω–æ–≤—Å–∫–∏–π –≥—Ä–∞–≤–µ—Ä, –æ–Ω –¥–æ–≤–æ–ª—å–Ω–æ –ª—ë–≥–∫–∏–π. –ù–∞–ø—Ä–∞–≤–ª—è—é—â–∏—Ö —É –º–µ–Ω—è –¥–≤–µ, –ø–æ –æ–¥–Ω–æ–π –∫–∞—Ä–µ—Ç–∫–µ –Ω–∞ –∫–∞–∂–¥–æ–π. –ò –æ–∫–∞–∑–∞–ª–æ—Å—å –≤–µ—Å—å–º–∞ —Ç—Ä—É–¥–Ω–æ –æ–±–µ—Å–ø–µ—á–∏—Ç—å –∏—Ö —Å–æ–æ—Å–Ω–æ—Å—Ç—å. –î–ª—è –¥–æ—Å—Ç–∏–∂–µ–Ω–∏—è —Å–≤–æ–±–æ–¥–Ω–æ–≥–æ —Ö–æ–¥–∞ –ø—Ä–∏—Ö–æ–¥–∏—Ç—Å—è –Ω–∞ –æ–¥–Ω–æ–π –æ—Å–ª–∞–±–ª—è—Ç—å –∫—Ä–µ–ø–µ–∂–Ω—ã–µ –≤–∏–Ω—Ç—ã. –ü—Ä–∞–≤–¥–∞, —É –º–µ–Ω—è –≤—Å–µ —Å–≤–∏–Ω—á–µ–Ω–æ –∏–∑ –º–µ—Ç–∞–ª–ª–∞. –î—É–º–∞—é, —Ö–≤–∞—Ç–∏–ª–æ –±—ã –∏ –æ–¥–Ω–æ–π –Ω–∞–ø—Ä–∞–≤–ª—è—é—â–µ–π (–ª—É—á—à–µ —Å –¥–≤—É–º—è —Ä–∞–∑–Ω–µ—Å–µ–Ω–Ω—ã–º–∏ –∫–∞—Ä–µ—Ç–∫–∞–º–∏). –ê –≤—ã–Ω–µ—Å–µ–Ω–Ω—É—é –≤–±–æ–∫ —Ç–æ—á–∫—É –æ–ø–æ—Ä—ã —Å–¥–µ–ª–∞—Ç—å –ø–æ–ø—Ä–æ—â–µ, —Ç–∏–ø–∞ –ø–æ–¥–ø—Ä—É–∂–∏–Ω–µ–Ω–Ω–æ–π —Å–∫–æ–ª—å–∑—è—â–µ–π.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
nonpar
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –¥–µ–∫ 05, 2024 20:49:10 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 22, 2024 09:28:40
–°–æ–æ–±—â–µ–Ω–∏–π: 67
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
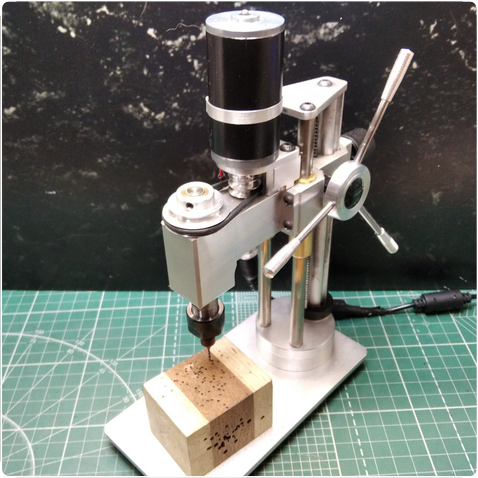
–ê –≤–æ—Ç –∏ —Å–∞–º —Å—Ç–∞–Ω–æ—á–µ–∫. –ö—Å—Ç–∞—Ç–∏, –≤—ã—è—Å–Ω–∏–ª–æ—Å—å, —á—Ç–æ —É —Ç–∞–∫–æ–≥–æ –≥—Ä–∞–≤–µ—Ä–∞ –ø—Ä–∏ –ø–æ–¥–∫–ª—é—á–µ–Ω–∏–∏ –∫ –æ–±—ã—á–Ω–æ–º—É –ë–ü 12–í –æ–±–æ—Ä–æ—Ç—ã –Ω–µ —Ä–µ–≥—É–ª–∏—Ä—É—é—Ç—Å—è, –≤—Å–µ–≥–¥–∞ –º–∞–∫—Å–∏–º–∞–ª—å–Ω—ã–µ. –í–∏–¥–∏–º–æ, —Ä–µ–≥—É–ª—è—Ç–æ—Ä –≤—Å—Ç—Ä–æ–µ–Ω –≤ —Ñ–∏—Ä–º–µ–Ω–Ω—ã–π –ë–ü, –∞ –Ω–∞ –≥—Ä–∞–≤–µ—Ä–µ —Ç–æ–ª—å–∫–æ —Ä–µ–≥—É–ª—è—Ç–æ—Ä. –ù–µ –∑—Ä—è —Ç–∞–º –≤ —Ä–∞–∑—ä–µ–º–µ —Ç—Ä–∏ –∫–æ–Ω—Ç–∞–∫—Ç–∞) https://youtube.com/shorts/gViG19Mtl28? ... X_iI5IekOz
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Mursik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ß—Ç –¥–µ–∫ 05, 2024 22:58:44 |
|
| –ì–æ–≤–æ—Ä—è—â–∏–π —Å —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç–æ–º |
 |
–ö–∞—Ä–º–∞: 12
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 82
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –º–∞—Ä 28, 2023 21:17:15
–°–æ–æ–±—â–µ–Ω–∏–π: 1619
–û—Ç–∫—É–¥–∞: Universe
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ù–µ –º–∞–ª–æ–≤–∞—Ç –ª–∏ —Ö–æ–¥ –ø–æ –≤–µ—Ä—Ç–∏–∫–∞–ª–∏? –ù–∞ –≥–ª–∞–∑ –º–∏–ª–ª–∏–º–µ—Ç—Ä–æ–≤ 20 –≤—Å–µ–≥–æ —Ö–æ–¥–∏—Ç.. 
_________________
I have a dream...¯\_(ツ)_/¯
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
–ú—É—Ä–∫–∏–∑
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –¥–µ–∫ 06, 2024 07:51:21 |
|
| –î—Ä—É–≥ –ö–æ—Ç–∞ |
 |
–ö–∞—Ä–º–∞: 107
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 3836
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω —Ñ–µ–≤ 09, 2009 22:19:49
–°–æ–æ–±—â–µ–Ω–∏–π: 25193
–û—Ç–∫—É–¥–∞: –ö–æ–≥–¥–∞-—Ç–æ –±—ã–ª –ø—Ä–µ–∫—Ä–∞—Å–Ω—ã–π –≥–æ—Ä–æ–¥ –¥–ª—è –ª—é–¥–µ–π
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ì—Ä–∞–≤–µ—Ä—ã –ø—Ä–µ–¥–Ω–∞–∑–Ω–∞—á–µ–Ω—ã –¥–ª—è –æ–±—Ä–∞–±–æ—Ç–∫–∏ –ø–ª–æ—Å–∫–∏—Ö –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–µ–π, —ç—Ç–æ –Ω–µ —Ñ—Ä–µ–∑–µ—Ä. –ü–ª–∞—Ç—ã –æ–±—Ä–∞–±–∞—Ç—ã–≤–∞—Ç—å –∏ —Å–≤–µ—Ä–ª–∏—Ç—å - —Ç–æ–∂–µ —Ç–∞–º —Ç–æ–ª—â–∏–Ω–∞ –¥–æ 3 –º–º –æ—Ç —Å–∏–ª—ã.
–¢–∞–º –∏ 20 –º–º –º–Ω–æ–≥–æ.
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
Mursik
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –¥–µ–∫ 06, 2024 09:49:50 |
|
| –ì–æ–≤–æ—Ä—è—â–∏–π —Å —Ç–µ–∫—Å—Ç–æ–ª–∏—Ç–æ–º |
|
–ö–∞—Ä–º–∞: 12
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏–π: 82
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –í—Ç –º–∞—Ä 28, 2023 21:17:15
–°–æ–æ–±—â–µ–Ω–∏–π: 1619
–û—Ç–∫—É–¥–∞: Universe
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
|
–ü—Ä–æ—Å—Ç–æ —Å–≤—ë—Ä–ª—ã—à–∫–∏ —Ä–∞–∑–Ω–æ–≥–æ —Ä–∞–∑–º–µ—Ä–∞ –¥–µ–ª–∞—é—Ç. –ë–µ—Ä—É —Å–≤–µ—Ä–ª–æ 0,4–º–º. –û–Ω–æ –¥–ª–∏–Ω–æ–π 25–º–º. –ë–µ—Ä—É 0,7–º–º - –æ–Ω–æ 30–º–º. –ê –≤–æ—Ç —Å–≤–µ—Ä–ª–æ –Ω–∞ 1,5 —É–∂–µ –∞–∂ 40–º–º. –¢.–µ. –ø—Ä–∏ –º–∞–ª–æ–º –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω–æ–º —Ö–æ–¥–µ –º–∞–ª—ã–π –∑–∞–∑–æ—Ä –º–æ–∂–µ—Ç —Å—Ç–∞—Ç—å –ø—Ä–æ–±–ª–µ–º–æ–π —á—Ç–æ–± —Å–≤–µ—Ä–ª–æ –≤ –ø–∞—Ç—Ä–æ–Ω –ø—Ä–æ—Å—É–Ω—É—Ç—å
_________________
I have a dream...¯\_(ツ)_/¯
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
nonpar
|
–ó–∞–≥–æ–ª–æ–≤–æ–∫ —Å–æ–æ–±—â–µ–Ω–∏—è: Re: –•–æ—Ä–æ—à–∞—è —Å–≤–µ—Ä–ª–∏–ª–∫–∞ –∏–∑ –¥–æ—Å—Ç—É–ø–Ω—ã—Ö –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –î–æ–±–∞–≤–ª–µ–Ω–æ: –ü—Ç –¥–µ–∫ 06, 2024 11:26:23 |
|
–ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω: –ü–Ω –∞–ø—Ä 22, 2024 09:28:40
–°–æ–æ–±—â–µ–Ω–∏–π: 67
–Ý–µ–π—Ç–∏–Ω–≥ —Å–æ–æ–±—â–µ–Ω–∏—è: 0
|
–ü—Ä–∏ –º–∞–ª–æ–º –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω–æ–º —Ö–æ–¥–µ –º–∞–ª—ã–π –∑–∞–∑–æ—Ä –º–æ–∂–µ—Ç —Å—Ç–∞—Ç—å –ø—Ä–æ–±–ª–µ–º–æ–π —á—Ç–æ–± —Å–≤–µ—Ä–ª–æ –≤ –ø–∞—Ç—Ä–æ–Ω –ø—Ä–æ—Å—É–Ω—É—Ç—å –î–∞, –Ω–æ, –≤–æ-–ø–µ—Ä–≤—ã—Ö, –Ω–∞ –≤–∏–¥–µ–æ –Ω–µ –≤–µ—Å—å —Ö–æ–¥ –ø–æ –≤–µ—Ä—Ç–∏–∫–∞–ª–∏, –∞ –º–µ–Ω—å—à–µ –ø–æ–ª–æ–≤–∏–Ω—ã, —Ç.–∫. –≤–æ–∑–≤—Ä–∞—Ç–Ω–∞—è –ø—Ä—É–∂–∏–Ω–∞ –≤—Ä–µ–º–µ–Ω–Ω–∞—è. –í–æ-–≤—Ç–æ—Ä—ã—Ö, –º–Ω–µ –æ–Ω–∞ —Ç–æ–ª—å–∫–æ –¥–ª—è –ø–ª–∞—Ç, –ø–æ–¥ —Å—Ç–∞–Ω–¥–∞—Ä—Ç–Ω—ã–µ —Ç–≤–µ—Ä–¥–æ—Å–ø–ª–∞–≤–Ω—ã–µ —Å–≤–µ—Ä–ª–∞ –º–µ–Ω–µ–µ 1,5 –º–º —Å —Ö–≤–æ—Å—Ç–æ–≤–∏–∫–æ–º 3,175. –ù—É –∏ –≤-—Ç—Ä–µ—Ç—å–∏—Ö, –≥—Ä–∞–≤–µ—Ä –ª–µ–≥–∫–æ —Å–Ω–∏–º–∞–µ—Ç—Å—è)
|
|
| –í–µ—Ä–Ω—É—Ç—å—Å—è –Ω–∞–≤–µ—Ä—Ö |
|
|
|
|
–°—Ç—Ä–∞–Ω–∏—Ü–∞ 104 –∏–∑ 105
|
[ –°–æ–æ–±—â–µ–Ω–∏–π: 2087 ] |
... , , , , |
|
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –Ω–∞—á–∏–Ω–∞—Ç—å —Ç–µ–º—ã
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –æ—Ç–≤–µ—á–∞—Ç—å –Ω–∞ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —Ä–µ–¥–∞–∫—Ç–∏—Ä–æ–≤–∞—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ —É–¥–∞–ª—è—Ç—å —Å–≤–æ–∏ —Å–æ–æ–±—â–µ–Ω–∏—è
–í—ã –Ω–µ –º–æ–∂–µ—Ç–µ –¥–æ–±–∞–≤–ª—è—Ç—å –≤–ª–æ–∂–µ–Ω–∏—è
|
|
|