
Ну на сколь я знаю 4 последовательных диода дают дают опору в 2.4 вольта . Падение на 1 диоде почти 0.6 вольта.
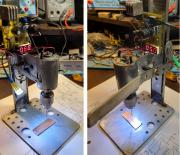
Управление дпм сверлильного станка
- Реклама
- Сообщения: 8
- Зарегистрирован: Чт окт 06, 2016 19:13:28
Здравствуйте! Собрал этот очень нужный девайс(спасибо автору!), но возникла проблема: на индикаторе цифры зажигаются по очереди(как бегущая строка) и невозможно поменять значения по умолчанию. Со значениями по умолчанию работает, но хотелось подкорректировать... Прошивка под энкодер и кварц 16МГц. Возможно накосячил с битами конфигурации... Я не силён в мк... Помогите, если можно!
- Реклама

- Сообщения: 29
- Зарегистрирован: Вт май 24, 2016 11:00:18
avb19
Индикация не связана с выводимыми значениями. Проверьте монтаж и фьюзы.
Индикация не связана с выводимыми значениями. Проверьте монтаж и фьюзы.
Последний раз редактировалось AlekseyEnergo Пн июл 17, 2017 22:01:26, всего редактировалось 1 раз.
Причина: Нарушение п2.7 правил форума. Предупрежден.
Причина: Нарушение п2.7 правил форума. Предупрежден.
- Сообщения: 8
- Зарегистрирован: Чт окт 06, 2016 19:13:28
У меня, почему-то, нет фьюза SPIEN... Программатор avr910 из под cvavr. Монтаж проверил, вроде все нормально (делал , предложенную в статье плату).
Добавлено after 51 minute 51 second:
По сути, несмотря на поочередное включение разрядов индикатора, он работает. Я без проблем вхожу в режим установки значений (после нажатия кнопки 2 зажигаются точки), но вращение энкодера ничего не меняет. Могу ошибаться, но мне кажется, что отображение происходит в замедленном темпе для динамической индикации, т.е. я успеваю видеть как гаснут разряды.
Добавлено after 51 minute 51 second:
По сути, несмотря на поочередное включение разрядов индикатора, он работает. Я без проблем вхожу в режим установки значений (после нажатия кнопки 2 зажигаются точки), но вращение энкодера ничего не меняет. Могу ошибаться, но мне кажется, что отображение происходит в замедленном темпе для динамической индикации, т.е. я успеваю видеть как гаснут разряды.
- Реклама

- Сообщения: 29
- Зарегистрирован: Вт май 24, 2016 11:00:18
SPIEN недоступен для последовательного порта (если его деактивировать - не сможете вообще прошить этот МК через ваш программатор).avb19 писал(а):У меня, почему-то, нет фьюза SPIEN... Программатор avr910 из под cvavr.
Но не так как должен.avb19 писал(а): По сути, несмотря на поочередное включение разрядов индикатора, он работает.
Из изложенных вами фактов можно предположить, что МК работает на частоте, намного ниже необходимой. Хотя максимум, что я проверял, это кидал прошивку на 16 к кварцу на 8. Тогда было видно мерцание индикатора. У вас он вообще пешком ходит. Может, кварц не очень, как вариант.
Фьюзы бывают прямые и инверсные. Обычно поначалу их путают. Потому и очень удобно для проверки использовать SPIEN. Он всегда запрограммирован (по умолчанию). Попробуйте AVRDUDE. Выберите инверсный режим. Галочки должны стоять только на SPIEN и CKOPT.
Также ОБЯЗАТЕЛЬНО(!!!!!!!) перед программированием фьюзов сначала считайте их. Потом выставьте нужные и только затем программируйте.
- Вложения
-
- avrdude_3_1.rar
- (555.3 КБ) 372 скачивания
- Реклама
- Сообщения: 8
- Зарегистрирован: Чт окт 06, 2016 19:13:28
Спасибо ! Сейчас я в отъезде... В понедельник вернусь и обязательно попробую перепрограммировать фьюзы, тогда отпишусь о результате.
P.S.: Кварцы пробовал разные, также менял прошивки согласно частоте- результат всегда один и тот же.
P.S.: Кварцы пробовал разные, также менял прошивки согласно частоте- результат всегда один и тот же.
- Реклама

- Сообщения: 8
- Зарегистрирован: Чт окт 06, 2016 19:13:28
Ура! Заработала! Большое спасибо за помощь! В CVAVR нужно, чтобы галочка осталась только на CKOPT- все остальные снять. Теперь буду пытаться адаптировать под движок.
- Сообщения: 8
- Зарегистрирован: Чт окт 06, 2016 19:13:28
А почему могут не сохранятся измененные значения? Каждый раз приходится все снова выставлять. Заранее спасибо!
- Сообщения: 29
- Зарегистрирован: Вт май 24, 2016 11:00:18
[uquote="avb19",url="/forum/viewtopic.php?p=3253677#p3253677"]А почему могут не сохранятся измененные значения? Каждый раз приходится все снова выставлять. Заранее спасибо![/uquote]
Может бракованный чип?
Может бракованный чип?
- Сообщения: 8
- Зарегистрирован: Чт окт 06, 2016 19:13:28
Не знаю. Попробую другой воткнуть. Спасибо за совет. Как сделаю, отпишусь!
- Сообщения: 29
- Зарегистрирован: Вт май 24, 2016 11:00:18
Переработана программа, добавлены новые функции и изменены существующие.
- Индикация режима настройки - видимое мерцание индикатора.
- Номера токов в настройках никак не отображаются, просто идут по порядку. Сначала i1 – ток срабатывания при увеличении нагрузки, затем i2 – ток при пропадании нагрузки, i3 – ток перегрузки (заклинивания).
- Увеличен диапазон измерения токов – до 5 ампер.
- Индикация тока до 1 ампера происходит в миллиамперах, свыше 1 ампера – в единицах ампера и сотых долях.
- Убраны ограничения токов, любой ток можно установить практически от нуля до максимума.
- В режиме настройки алгоритм отслеживания не работает, т.е. чтобы увидеть эффект новых настроек, надо выйти из режима настройки (или ресетнуть мк).
- Поскольку диапазон увеличился, а разрешающая способность АЦП осталась прежней - 10 разрядов, то шаг изменения тока теперь равен ~5 мА.
- Однократное нажатие кнопок + и - увеличивает или уменьшает значение тока на 5 мА. Сразу после нажатия происходит запоминание значения в EEPROM.
- Добавлена функция быстрой перемотки при удержании кнопок + или -. Но запоминание новых значений происходит только при однократном нажатии кнопок + или - !!!
Например, нажали и держите кнопку +. Значение постепенно увеличилось до 4.00. Отпустили и нажали еще раз. Теперь значение сохранится.
- Нажатие кнопки КН2 циклично: i1, i2, i3, smooth, work, i1, i2, i3, smooth, work...
Добавлен плавный старт (smooth).
В настройках после установки токов новый пункт:
OFF - плавный старт выключен.
On1..5 - плавный старт включен, чем меньше цифра - тем быстрее раскрутка движка.
- Добавлена задержка в 1 секунду после снятия нагрузки с вала. Ее можно увидеть, если сразу после снятия нагрузки снова дать нагрузку на вал. Нужна для того, чтобы учитывать только установившееся значение тока.
Алгоритм работы. Программа сравнивает текущий ток и уставки. Сначала, в первом режиме (холостой ход), она сравнивает текущий ток (тт) и уставку i1. Если тт>i1 - переходим во второй режим (максимальные обороты). Во втором режиме сравнивается тт и уставка i2. Если тт<i2 - переходим опять в первый режим. Если во втором режиме тт>i3 - переход в режим перегрузки (снимается питание с движка, на индикаторе три тире).
Добавлена прошивка для ATmega328. Фьюз-биты - запрограммирован только CKSEL3.
Обе прошивки только для схемы с кнопками (выводы 27 и 28 через кнопки на корпус)!
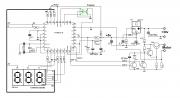
Изменения в схеме.
Стабилитрон на 2 вольта и резистор 510 Ом с вывода AREF убрать, вместо них поставить конденсатор 0,1 мкФ на корпус (стандартная схема включения), в аналоговой части исключить конденсатор 5 мкФ возле стабилитрона!
- Индикация режима настройки - видимое мерцание индикатора.
- Номера токов в настройках никак не отображаются, просто идут по порядку. Сначала i1 – ток срабатывания при увеличении нагрузки, затем i2 – ток при пропадании нагрузки, i3 – ток перегрузки (заклинивания).
- Увеличен диапазон измерения токов – до 5 ампер.
- Индикация тока до 1 ампера происходит в миллиамперах, свыше 1 ампера – в единицах ампера и сотых долях.
- Убраны ограничения токов, любой ток можно установить практически от нуля до максимума.
- В режиме настройки алгоритм отслеживания не работает, т.е. чтобы увидеть эффект новых настроек, надо выйти из режима настройки (или ресетнуть мк).
- Поскольку диапазон увеличился, а разрешающая способность АЦП осталась прежней - 10 разрядов, то шаг изменения тока теперь равен ~5 мА.
- Однократное нажатие кнопок + и - увеличивает или уменьшает значение тока на 5 мА. Сразу после нажатия происходит запоминание значения в EEPROM.
- Добавлена функция быстрой перемотки при удержании кнопок + или -. Но запоминание новых значений происходит только при однократном нажатии кнопок + или - !!!
Например, нажали и держите кнопку +. Значение постепенно увеличилось до 4.00. Отпустили и нажали еще раз. Теперь значение сохранится.
- Нажатие кнопки КН2 циклично: i1, i2, i3, smooth, work, i1, i2, i3, smooth, work...
Добавлен плавный старт (smooth).
В настройках после установки токов новый пункт:
OFF - плавный старт выключен.
On1..5 - плавный старт включен, чем меньше цифра - тем быстрее раскрутка движка.
- Добавлена задержка в 1 секунду после снятия нагрузки с вала. Ее можно увидеть, если сразу после снятия нагрузки снова дать нагрузку на вал. Нужна для того, чтобы учитывать только установившееся значение тока.
Алгоритм работы. Программа сравнивает текущий ток и уставки. Сначала, в первом режиме (холостой ход), она сравнивает текущий ток (тт) и уставку i1. Если тт>i1 - переходим во второй режим (максимальные обороты). Во втором режиме сравнивается тт и уставка i2. Если тт<i2 - переходим опять в первый режим. Если во втором режиме тт>i3 - переход в режим перегрузки (снимается питание с движка, на индикаторе три тире).
Добавлена прошивка для ATmega328. Фьюз-биты - запрограммирован только CKSEL3.
Обе прошивки только для схемы с кнопками (выводы 27 и 28 через кнопки на корпус)!
Изменения в схеме.
Стабилитрон на 2 вольта и резистор 510 Ом с вывода AREF убрать, вместо них поставить конденсатор 0,1 мкФ на корпус (стандартная схема включения), в аналоговой части исключить конденсатор 5 мкФ возле стабилитрона!
- Вложения
-
- drill_kill_C.jpg
- (46.47 КБ) 420 скачиваний
-
- fuses_drill_mega328.png
- (29.1 КБ) 308 скачиваний
-
- drill_mega328_16MHz.hex
- (18.19 КБ) 235 скачиваний
-
- drill_mega8_16MHz.hex
- (17.3 КБ) 261 скачивание

Тема немного угасла,но это говорит,что схема повторяема и не сложна в налаживании.Благодарю автора за отличную разработку и прошивки.
Может кому помогут схема и плата c TQFP.
Добавлено after 2 minutes 12 seconds:
[ ]
]
[ ]
]
Может кому помогут схема и плата c TQFP.
Добавлено after 2 minutes 12 seconds:
[
 ]
][
 ]
]- Вложения
-
- dpm.lay6
- (345.4 КБ) 152 скачивания
Нет понятия "Не могу",есть-"Не хочу","Не умею","Боюсь".
- Сообщения: 182
- Зарегистрирован: Чт дек 31, 2015 15:12:54
vik72 какую прошивку вы использовали, авторские разве не под ДИП.
Прошивка из статьи-8мгц с энкодером.Контроллеры одинаковы по функционалу,различие только в распиновке.
Нет понятия "Не могу",есть-"Не хочу","Не умею","Боюсь".
- Сообщения: 182
- Зарегистрирован: Чт дек 31, 2015 15:12:54
Я поэтому и спросил, что прошивка для ДИП не будет работать на TQFP или автор где то выкладывал и такой вариант?
Добавлено after 1 minute 52 seconds:
Или будет, надо только пины правильно развести?
Добавлено after 1 minute 52 seconds:
Или будет, надо только пины правильно развести?
Программе по фигу в каком корпусе работать.
Добавлено after 4 minutes 1 second:
Добавлено after 4 minutes 1 second:
Правильно мыслишь.Или будет, надо только пины правильно развести?
Нет понятия "Не могу",есть-"Не хочу","Не умею","Боюсь".
- Сообщения: 182
- Зарегистрирован: Чт дек 31, 2015 15:12:54
Ясно. Хочу к китайскому станку прикошатить. Вот только смущает ременный привод и 120Вт движок.
Выходные транзисторы,резистор датчика тока нужны будут другие.
Нет понятия "Не могу",есть-"Не хочу","Не умею","Боюсь".
- Сообщения: 182
- Зарегистрирован: Чт дек 31, 2015 15:12:54
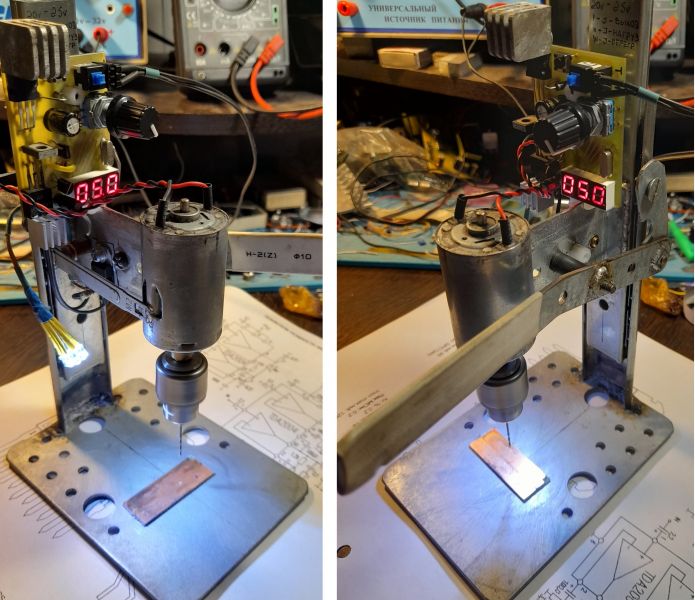
Меня больше привод волнует. Померил токи: холостой 700мА, 0,5мм твердосплав не видит, 1мм - 720-730мА, 2мм обычное сверло 820мА, 6мм 1360мА (2х сторонний текстолит 1,5мм).
Похоже заморачиваться нет смысла, если только движок по слабее поставить.
Похоже заморачиваться нет смысла, если только движок по слабее поставить.
Почитайте форум повнимательней.Программа отслеживает и большие токи.Нужно подобрать или вычислить резистор и настроить её.
Нет понятия "Не могу",есть-"Не хочу","Не умею","Боюсь".